Материал: Технологические процессы и технические средства для глубинно-насосной эксплуатации нефтяных скважин
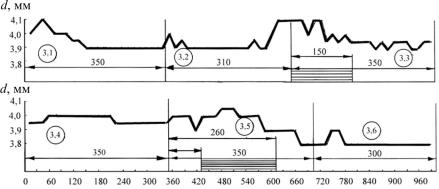
Рис. 1.14. Распределение твердости НВ (диаметр отпечатка) на глубине 1,4 мм от образующей по длине фрагмента штанги № 3
ческих характеристик в указанных пределах не являются доминирующими в процессе усталостного разрушения штанг, а наряду с другими факторами, включая эксплуатационные (режимы отбора, физико-хи- мический состав добываемой жидкости, геометрия ствола скважины, осложнения: асфальтосмолопарафинистые отложения (АСПО), высоковязкие нефтяные эмульсии (ВВЭ), неорганические соли, гидратные и парафиновые образования, механические примеси в добываемой жидкости), совокупно определяют долговечность каждой конкретной штанги, что подкреплено результатами лабораторных и промысловых исследований [14, 20].
1.4. Послойное исследование механических свойств материала наружной поверхности тела насосной штанги
ипоказатели, существенно определяющиеее долговечность
Входе дальнейших углубленных исследований и на большом массиве данных были установлены дополнительные особенности, характеризующие строение материала насосной штанги, существенно влияющие на ее долговечность, а именно:
36
–присутствие протяженного по длине и радиусу штанги слоя
спониженной твердостью;
–высота слоя с пониженной твердостью у ряда фрагментов достигала нескольких миллиметров, что свидетельствует о недиффузионной природе данного протяженного слоя;
–долговечность штанг из стали 20Н2М и 15Х2НМФ изменялась по закону, близкому к гиперболическому, по мере увеличения толщины протяженного слоя с пониженной твердостью.
Перечень скважин, эксплуатируемых штангами насосными 1977–1988 гг. выпуска с протяженным слоем с пониженной твердостью, представлен в табл. 1.5.
Таблица 1 . 5
Долговечность и глубина слоя с пониженной твердостью у бывших в эксплуатации штанг из стали 20Н2М, 15Х2НМФ, 38ХМ
№ |
N·106 |
Сталь, |
Толщинаслоя |
Примечание |
|
скважины, |
циклов |
спониженной |
|||
режимтермообработки |
|||||
образца |
нагружения |
твердостью, мм |
|
||
1 |
2 |
3 |
4 |
5 |
|
427 |
2,6 |
|
2,4 |
|
|
975 |
3,1 |
|
4,8 |
|
|
507 |
4,5 |
|
4,6 |
|
|
647 |
4,7 |
|
1,5 |
|
|
1057 |
5,2 |
|
3,1 |
|
|
281 |
6,3 |
|
0,5 |
|
|
2199 |
0,3 |
20Н2М, |
отсутствует |
|
|
825 |
2,1 |
отсутствует |
НГДУ |
||
предприятие-изготовитель |
|||||
356 |
2,4 |
отсутствует |
«Осинскнефть» |
||
Очёрскиймашзавод |
|||||
512 |
5,4 |
отсутствует |
ПО |
||
(г. Очёр), |
|||||
|
|
|
«Пермнефть» |
||
204 |
7,6 |
отсутствует |
|||
годвыпуска1977–1988, |
|||||
160 |
7,9 |
отсутствует |
|
||
нормализация |
|
||||
114 |
9,1 |
отсутствует |
|
||
|
|
||||
175 |
11,4 |
|
0,25 |
|
|
450 |
13,5 |
|
0,30 |
|
|
1033 |
15,0 |
|
0,30 |
|
|
574 |
15,6 |
|
0,20 |
|
|
63 |
16,6 |
|
0,10 |
|
|
210 |
16,6 |
|
0,10 |
|
37
Окончание табл. 1 . 5
|
1 |
|
2 |
|
3 |
4 |
5 |
|
813 |
|
16,6 |
|
|
0,20 |
|
|
651 |
|
17,7 |
|
|
0,20 |
|
|
824 |
|
18,1 |
|
|
0,25 |
|
|
805 |
|
18,9 |
|
|
0,10 |
|
|
630 |
|
21,5 |
|
|
0,10 |
|
|
172 |
|
27,9 |
|
|
0,40 |
|
|
513 |
|
9,1 |
|
15Х2НМФ, |
5,2 |
|
|
2276 |
|
9,6 |
|
предприятие-изготовитель |
3,0 |
|
|
399 |
|
9,7 |
|
штанг |
4,2 |
|
|
|
|
|
|
машзаводим. В.И. Ленина |
|
|
|
339 |
|
10,9 |
|
1,7 |
|
|
|
|
|
|
|
(г. Пермь), |
|
|
|
764 |
|
11,1 |
|
0,5 |
|
|
|
|
|
|
|
годвыпуска1977–1988, |
|
|
|
496 |
|
12,7 |
|
0,8 |
|
|
|
|
|
закалкаивысокийотпуск |
|
|||
|
858 |
|
16,1 |
|
1,5 |
|
|
|
|
|
илинормализация ивысокий |
|
|||
|
786 |
|
22,5 |
|
0,3 |
|
|
|
|
|
отпуск |
|
|||
|
817 |
|
26,9 |
|
0,5 |
|
|
|
|
|
|
|
|||
|
1136 |
|
28,5 |
|
|
0,40 |
|
|
1082 |
|
29,0 |
|
|
0,90 |
|
|
505 |
|
29,3 |
|
|
3,80 |
|
|
422 |
|
36,3 |
|
|
0,40 |
|
|
694 |
|
42,2 |
|
|
6,00 |
|
|
Результаты послойного измерения микротвердости штанг |
||||||
1977–1988 |
гг. выпуска из стали 20Н2М и 15Х2НМФ представлены |
||||||
на рис. 1.15 и 1.16. |
|
|
|
||||
При этом качественная характеристика фрагментов штанг без слоя с пониженной твердостью, отработавших до разрушения 0,3·106– 9,1·106 циклов, следующая:
–видимые следы пластической деформации внешней поверхности образцов штанги со скважины № 114;
–повышенное значение микротвердости в районе усталостного излома и ее распределение с максимумом на поверхности образцов со скважин № 114, 204, 356, 825, что в конечном итоге не исключает местную пластическую деформацию тела штанг;
–видимые следы механического повреждения внешней поверхности образцов штанг со скважин №160, № 204, приведшие к снижению усталостной прочности насосной штанги, что подтверждено результатами, об этом свидетельствуют данные, приведенные в [16];
38
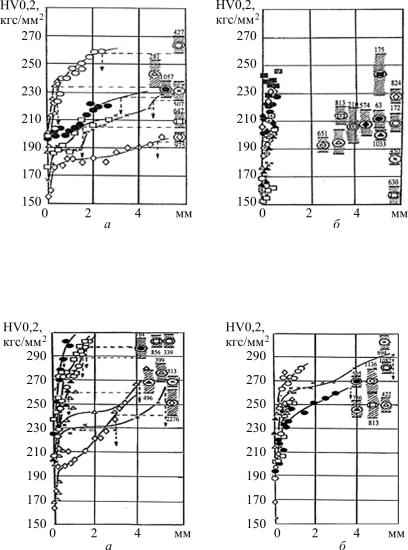
Рис. 1.15. Распределение микротвердости вдоль радиуса фрагментов насосных штанг, отработавших (2,6–6,3)·10 6 циклов (семейство характеристик а), и фрагментов, обработавших (11,4–27,9)·10 6 циклов (семейство характеристик б), изготовитель Очёрский машзавод
(г. Очёр), сталь 20Н2М, режим термообработки нормализация
Рис. 1.16. Распределение микротвердости вдоль радиуса фрагментов насосных штанг, отработавших (9,1–16,1)·10 6 циклов (семейство характеристик а), и фрагментов, обработавших (22,5–42,2)·10 6 циклов (семейство характеристик б), изготовительмашзавод им. В.И. Ленина(г. Пермь), сталь15Х2НМФ, режим термообработки закалка и высокий отпуск
39
–видимая визуально и/или инструментально местная пластическая деформация внешней поверхности образца со скважины № 114, при этом характерна повышенная микротвердость в районе усталостного излома;
–видимая и невидимая точечная коррозия, местная пластическая деформация внешней поверхности образцов штанг со скважин
№№512, 2199, достаточная для формирования зародышей усталостной трещины и только в ряде случаев устанавливаемая инструментальным путем [4, 5];
–наличие в поверхности штанг протяженного неоднородного слоя с пониженной микротвердостью, предположительно с высоким уровнем растягивающих напряжений.
Однако, как установлено в данных исследованиях, долговечность штанг может заметно снижаться и при отсутствии видимых следов пластической деформации. Возникает вопрос о величине этой деформации, при которой критическая плотность дефектов оказывается, по-видимому, достаточной для формирования зародышей усталостной трещины [21].
Если исключить из рассмотрения данные, относящиеся к штангам, имеющим пластически деформированную зону вблизи поверхности усталостного разрушения, то выделенные результаты, представленные в табл. 1.5, как оказалось, могут быть аппроксимированы следующими уравнениями:
у1 = 6,77 · х1–0,47 , |
(1.2) |
у2 = 26,66 · х2–0,43 , |
(1.3) |
где у1, х1 – долговечность и толщина слоя с пониженной твердостью нормализованных штанг из стали 20Н2М; у2, х2 – долговечность и толщина слоя с пониженной твердостью термоулучшенных штанг из стали 15Х2НМФ.
Аппроксимация результатов, полученная при проведении исследования, выполнена по программе, составленной сотрудником лаборатории № 3 ПНИТИ (г. Пермь) И.В. Шендеровым. В выбранном режи-
40