Материал: Технологические процессы и технические средства для глубинно-насосной эксплуатации нефтяных скважин
Sд = R2arc cos |
(R − h) |
− (R − h) |
R2 − (R − h)2 , |
(1.1) |
|
||||
|
R |
|
|
|
где R – радиус насосной штанги, мм; h – |
глубина долома, мм. |
|
||
1.2. Макро-, микроструктура материала насосных штанг, разрушившихся в процессе эксплуатации
Структура материала каждой из разрушившихся штанг из материала 20Н2М, 15Х2НМФ, 38ХМ изучалась в районе фокуса усталостного разрушения, а в отдельных случаях – вдоль тела штанги с применением методов неразрушающего контроля [4, 5, 6, 7, 8, 9, 10, 11]. При этом у большинства исследованных штанг 1977–1988 гг. выпуска вблизи поверхности был выявлен обезуглероженный слой глубиной до 0,32 мм по данным микроанализа (табл. 1.3, рис. 1.4), причем глубина этого слоя и степень обезуглероживания (количество ферритной составляющей) у исследованных штанг различны.
При определении глубины обезуглероженного слоя в качестве основного был использован метод «М» по ГОСТ 1763–68. Однако методы, рекомендованные этим стандартом, распространяются только на стали ссодержанием углерода не менее 0,3 %. В исследованных сталях содержание углерода не превышало 0,28 %, поэтому с целью более надежного определения глубины обезуглероживания параллельно был использован метод«МТ» – методпослойногозамерамикротвердости.
После периодического контроля степени обезуглероживания штанг из стали 20Н2М после нормализации в газоплазменных печах ОМЗ и завода им. Октябрьской революции (ЗиОР), проводившегося в течение IV квартала 1989 и I квартала 1990 г., было установлено, что обезуглероживание штанг зависит от режима нормализации и состава атмосферы (рис. 1.5). Поэтому отсутствие заметного обезуглероживания у некоторых штанг после эксплуатации может быть связано как с особенностями технологии, так и с равномерной электрохимической коррозией внешней поверхности штанг при их эксплуатации.
21
22
Таблица 1 . 3
Долговечность и характеристики структуры исследованных штанг из стали 20Н2М, 15Х2НМФ, 38ХМ
|
6 |
|
Характеристикиструктурыповерхностиисердцевины штанг |
||||||
№ |
N·10 |
|
|
|
|
|
|
|
|
Сталь, режим |
глубина |
минимальная |
балл |
балл |
балл |
Твердость |
|||
скважины, |
циклов |
обезуглеро- |
твердость |
аустенит- |
видман- |
полосча- |
сердцевины |
||
нагруже- |
термообработки |
||||||||
образца |
ния |
|
женного |
поверхности |
ного |
штеттовой |
тости |
HV0,2 подлине |
|
|
|
слоя, мм |
HV 0,2, МПа |
зерна |
структуры |
|
образца, МПа |
||
|
|
|
|
||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
2199 |
0,3 |
|
0,208 |
– |
– |
2 А |
1Б |
206 |
|
825 |
2,1 |
20Н2М, |
0,192 |
198 |
– |
0 |
1 Б |
215 |
|
336 |
2,4 |
0,208 |
226 |
– |
0 |
1,5 Б |
243 |
||
предприятие- |
|||||||||
427 |
2,6 |
0,240 |
196 |
– |
1 А |
1Б |
232 |
||
изготовитель |
|||||||||
975 |
3,1 |
0,096 |
155 |
– |
1 А |
0 |
198 |
||
Очёрскиймашзавод |
|||||||||
507 |
4,5 |
0,200 |
167 |
– |
1 А |
0 |
232 |
||
(г. Очёр), |
|||||||||
647 |
4,7 |
0 |
176 |
– |
0 |
3 Б |
210 |
||
годвыпуска1977–1988, |
|||||||||
1057 |
5,2 |
нормализация |
– |
196 |
– |
1 А |
1Б |
232 |
|
512 |
5,4 |
0 |
– |
– |
0 |
2,5 Б |
– |
||
|
|||||||||
281 |
6,3 |
|
0,288 |
187 |
– |
1 А |
0 |
243 |
|
04 |
7,6 |
|
– |
228 |
– |
– |
– |
250 |
|
160 |
7,9 |
|
0 |
185 |
– |
0 |
3 Б |
180 |
|
114 |
9,1 |
20Н2М, |
0,160 |
240 |
– |
1 А |
1Б |
246 |
|
175 |
11,4 |
0,128 |
229 |
– |
2 А |
0 |
243 |
||
предприятие- |
|||||||||
450 |
13,5 |
0,112 |
156 |
– |
0 |
3 Б |
183 |
||
изготовитель |
|||||||||
1033 |
15,0 |
0,256 |
163 |
– |
1,5 А |
1Б |
200 |
||
Очёрскиймашзавод |
|||||||||
574 |
15,6 |
0 |
203 |
– |
0 |
3 Б |
208 |
||
(г. Очёр), |
|||||||||
63 |
16,6 |
0,208 |
201 |
– |
0 |
2,5 Б |
212 |
||
годвыпуска1977–1988, |
|||||||||
210 |
16,7 |
нормализация |
0,240 |
191 |
– |
1 А |
1Б |
206 |
|
813 |
16,6 |
0,240 |
161 |
– |
1 А |
2,5 Б |
214 |
||
|
|||||||||
651 |
11,6 |
|
0 |
187 |
– |
0 |
1,5 Б |
193 |
|
824 |
18,1 |
|
0,144 |
185 |
– |
1 А |
0 |
227 |
|

23
Окончание табл. 1 . 3
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
8 |
9 |
|
805 |
18,9 |
|
0 |
176 |
– |
0 |
|
1,5 Б |
195 |
|
630 |
21,5 |
|
0,064 |
148 |
– |
0 |
|
2 Б |
157 |
|
172 |
27,9 |
|
0,208 |
164 |
– |
0 |
|
2,5 Б |
208 |
|
513 |
9,1 |
|
0 |
199 |
4 |
– |
|
0 |
269 |
|
2276 |
9,1 |
|
– |
164 |
5 |
– |
|
0 |
252 |
|
399 |
9,7 |
15Х2НМФ, |
0,320 |
168 |
– |
– |
|
0 |
276 |
|
399 |
10,9 |
0,080 |
206 |
– |
– |
|
0 |
303 |
||
предприятие- |
|
|||||||||
764 |
11,1 |
0 |
225 |
4 |
– |
|
0 |
297 |
||
изготовитель штанг |
|
|||||||||
496 |
12,7 |
0,208 |
204 |
– |
– |
|
0 |
269 |
||
машзаводим. |
|
|||||||||
858 |
16,1 |
– |
237 |
4 |
– |
|
0 |
303 |
||
В.И. Ленина (г. Пермь), |
|
|||||||||
786 |
22,5 |
– |
225 |
– |
– |
|
0 |
245 |
||
годвыпуска1977–1988, |
|
|||||||||
817 |
26,9 |
0,272 |
201 |
|
– |
|
0 |
250 |
||
закалкаивысокийотпуск |
|
|
||||||||
1136 |
28,5 |
илинормализация ивы- |
0,208 |
168 |
– |
– |
|
0 |
270 |
|
1082 |
29,0 |
сокийотпуск |
0,256 |
188 |
– |
– |
|
0 |
282 |
|
505 |
29,3 |
0 |
194 |
4 |
– |
|
0 |
270 |
||
|
|
|||||||||
422 |
36,3 |
|
0 |
214 |
4 |
– |
|
0 |
250 |
|
694 |
42,2 |
|
0,240 |
142 |
– |
|
|
0 |
303 |
|
1.3 |
новая |
38 ХМ |
0 |
229 |
Макроструктура– |
ликвацион- |
229 подлине |
|||
ныйквадрат(2 баллапошкале |
образца |
|||||||||
|
|
ГОСТ4543–71, |
|
|
||||||
|
|
|
|
№5 ГОСТ10243–75). |
|
|||||
|
новая |
|
|
235 подлине |
||||||
1.6 |
поставщикпроката |
0 |
229 |
|||||||
Микроструктура– |
ликвацион- |
образца |
||||||||
|
|
«Камасталь» (г. Пермь), |
|
|
||||||
|
|
|
|
ныйквадрат. Характеристика |
|
|||||
|
* |
|
|
241 подлине |
||||||
2.2 |
предприятие-изготови- |
0 |
229 |
|||||||
новая |
микроструктурывразных по |
образца |
||||||||
|
|
тель штангОАО«Мото- |
|
|
||||||
|
|
|
|
травимостизонахпредставлена |
|
|||||
|
|
|
|
241 подлине |
||||||
3.3 |
** |
вилихинскиезаводы» |
0 |
218 |
||||||
новая |
в[11] наоснове источников |
образца |
||||||||
|
|
(г. Пермь), |
|
|
||||||
|
|
|
|
[12, 13] |
|
|
|
252 подлине |
||
3.4 |
новая |
годвыпуска2001 |
0 |
229 |
|
|
|
|||
|
|
|
|
образца |
||||||
|
|
|
|
|
|
|
|
|
||
Примечание. 1*. 9,51·106 циклов нагружения по результатам стендовых ускоренных усталостных испытаний фрагмента из штанги (маркировка 7/8М11D 501628) на воздухе. 2**. 6,51·106 циклов нагружения по результатам стендовых ускоренных усталостных испытанийфрагмента изштанги (маркировка 7/8М11D 501628) на воздухе.
а |
б |
в |
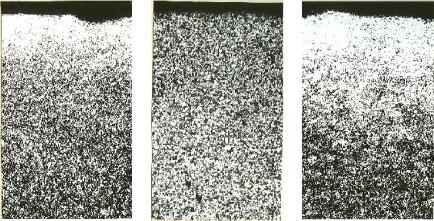
Рис. 1.4. Структура 100-кратного увеличения подповерхностного слоя фрагментов насосных штанг, бывших в эксплуатации (данные НГДУ «Осинскнефть» ПО «Пермнефть»): а, б – штанги насосные со скважин №507 (а) и №647 (б), отработавшие соответственно 4,5·106 и 4,7·106 цикловнагружения, изготовитель Очёрский машзавод (г. Очёр), сталь20Н2М, режим термообработки нормализация, глубина обезуглероженного слоя 0,2 мм (а), 0,0 мм (б); в – насосная штанга со скважины № 817, отработавшая 26,9·106 циклов нагружения, изготовитель машзавод им. В.И. Ленина (г. Пермь), сталь 15Х2НМФ, режим термообработки закалка и высокий
отпуск, глубина обезуглероженного слоя 0,272 мм
Как известно из литературных источников [14, 15], обезуглероженный слой снижает усталостную прочность штанг в условиях знакопеременного нагружения.
При проведении совместных со специалистами кафедр «Металловедение и термическая обработка» и «Сопротивление материалов» Пермского политехнического института исследований было установлено, например, что для скважин, эксплуатирующихся механизированным способом с использованием УСШН, фактором, определяющим остаточный ресурс штанг, является величина обезуглероженного слоя. Обнаруженная зависимость аппроксимирована линейным
24
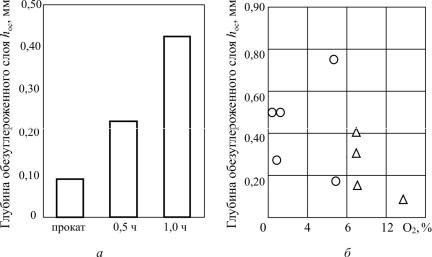
Рис. 1.5. Глубина обезуглероженного слоя после нормализации материала штанги из стали 20Н2М различных плавок в зависимости от длительности нормализации при 900 оС и состава атмосферы печей:
U– нормализация в газопламенной печи ОМЗ;
{– нормализация в газопламенной печи ЗиОР
уравнением: у = –315,7 х + 272,4, где у – величина разрушающего напряжения при усталостных испытаниях штанг, МПа; х – глубина обезуглероженного слоя, мм.
Наряду с обезуглероженным слоем, у ряда насосных штанг, бывших в эксплуатации, были обнаружены язвы, питинги, вызванные неравномерностью коррозионных процессов. При этом усталостная трещина закономерно локализуется в области очага коррозионного поражения (рис. 1.6), разрушение по этому механизму приводит к заметному снижению долговечности штанг [16].
Представленные результаты исследований (см. рис. 1.6) подкреплены данными промысловых испытаний насосных штанг и лабораторных коррозионно-усталостных испытаний фрагментов насосных штанг ШН19, новых и бывших в эксплуатации, показанными на рис. 1.7 и в табл. 1.4.
25