Материал: Технологические процессы и технические средства для глубинно-насосной эксплуатации нефтяных скважин
ставленных в табл. 1.1, соответствует их марочному составу. При этом никакой закономерной связи между повышенной концентрацией углерода, а также наличием повышенного или пониженного содержания других элементов в материале штанги, например в стали 20Н2М и 15Х2НМФ, с их долговечностью не установлено. Как следует из табл. 1.1, средняя долговечность штанг (сталь 20Н2М) производства Очёрского машзавода составила 10,82·106 циклов нагружения, а долговечность штанг (сталь 15Х2НМФ) производства машзавода им. В.И. Ленина составила 20,99·106 циклов нагружения.
Определяющим, как следует из результатов обобщенных исследований, представленных в табл. 1.1 и на рис. 1.1, является наличие и процентное содержание легирующих элементов в материале насосной штанги.
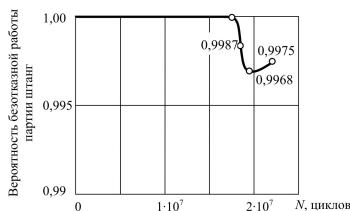
Рис. 1.1. Вероятность безотказной работы партии насосных штанг из стали 15Н3МА за период с 2.09.88 г. по 30.10.95 г.
(НГДУ «Осинскнефть» ПО «Пермнефть»), изготовитель Очёрский машзавод, режим термообработки нормализация, маркировка 19Р8Б, 479 (новый цех). Химический состав, содержаниеэлементов вматериале штанги(мас. %): С– 0,1–0,8; Si – 0,1; Мn – 0,4–0,7;
Р – 0,025; S – 0,025; Ni – 0,5–3,0; Мо – 0,2–0,3
16
Стандартные механические свойства материала каждой разрушившейся штанги были определены по результатам испытаний одного образца на растяжение и одного образца на удар, вырезанных из головки штанги [1, 2]. Полученные результаты представлены в табл. 1.2.
Таблица 1 . 2
Долговечность и механические свойства материала исследованных штанг из стали 20Н2М, 15Х2НМФ, 38ХМ
№ |
N·106 |
Сталь, режим |
Результаты механических испытаний |
||||||
скважины, |
циклов |
σв, |
σт, |
δ, |
ψ , |
d1, |
|||
термообработки |
|||||||||
образца |
нагружения |
Н/мм2 |
Н/мм2 |
% |
% |
кгс/см2 |
|||
1 |
2 |
3 |
|
4 |
5 |
6 |
7 |
8 |
|
ГОСТ |
13877–80 |
|
|
600 |
390 |
21 |
56 |
12 |
|
2199 |
0,3 |
|
|
620 |
430 |
26 |
68 |
16,4 |
|
825 |
2,1 |
|
|
580 |
380 |
30 |
65 |
17,6 |
|
336 |
2,4 |
|
|
660 |
450 |
24 |
67 |
12,9 |
|
427 |
2,6 |
|
|
750 |
500 |
24 |
62 |
9,2 |
|
975 |
3,1 |
|
|
700 |
490 |
23 |
65 |
12,7 |
|
507 |
4,5 |
|
|
680 |
470 |
20 |
63 |
17,7 |
|
647 |
4,7 |
|
|
640 |
430 |
25 |
65 |
8,5 |
|
1057 |
5,2 |
|
|
620 |
370 |
27 |
67 |
17,7 |
|
512 |
5,4 |
20Н2М, |
|
570 |
360 |
30 |
70 |
20,3 |
|
281 |
6,3 |
|
810 |
540 |
21 |
55 |
8,8 |
||
|
|
предприятие-изгото- |
|
|
|
|
|
||
204 |
7,6 |
740 |
480 |
26 |
64 |
11,6 |
|||
витель Очёрский |
|||||||||
160 |
7,9 |
620 |
400 |
25 |
66 |
15,7 |
|||
машзавод (г. Очёр), |
|||||||||
114 |
9,1 |
670 |
470 |
25 |
70 |
21,5 |
|||
год выпуска 1977–1988, |
|||||||||
175 |
11,4 |
нормализация |
740 |
530 |
23 |
65 |
9,7 |
||
450 |
13,5 |
|
|
710 |
470 |
24 |
56 |
9,0 |
|
1033 |
15,0 |
|
|
640 |
420 |
28 |
63 |
15,2 |
|
574 |
15,6 |
|
|
560 |
370 |
31 |
68 |
14,5 |
|
63 |
16,6 |
|
|
650 |
430 |
25 |
64 |
13,1 |
|
210 |
16,6 |
|
|
610 |
410 |
27 |
65 |
15,1 |
|
813 |
16,6 |
|
|
670 |
450 |
25 |
64 |
12,7 |
|
651 |
17,6 |
|
|
– |
– |
– |
– |
– |
|
824 |
18,1 |
|
|
700 |
460 |
23 |
64 |
11,3 |
|
805 |
18,9 |
|
|
650 |
430 |
27 |
64 |
12,1 |
|
630 |
21,5 |
|
|
550 |
380 |
29 |
69 |
18,5 |
|
172 |
27,9 |
|
|
600 |
380 |
28 |
66 |
15,1 |
|
17

Окончание табл. 1 . 2
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
ГОСТ |
13877–80 |
|
700 |
630 |
16 |
63 |
14 |
|
513 |
9,1 |
|
880 |
800 |
21 |
70 |
16,8 |
|
2276 |
9,6 |
|
780 |
690 |
19 |
70 |
8,5 |
|
399 |
9,7 |
15Х2НМФ, |
800 |
720 |
18,5 |
69 |
16,8 |
|
339 |
10,9 |
предприятие-изгото- |
800 |
690 |
19 |
64 |
8,9 |
|
764 |
11,1 |
витель штанг машзавод |
990 |
910 |
15,5 |
59 |
12,4 |
|
|
|
им. В.И. Ленина |
|
|
|
|
|
|
496 |
12,7 |
800 |
700 |
19,5 |
72 |
14,6 |
||
(г. Пермь), |
||||||||
858 |
16,1 |
960 |
870 |
18 |
65 |
10,8 |
||
год выпуска 1977–1988, |
||||||||
786 |
22,5 |
закалка и высокий от- |
650 |
650 |
4 |
14,5 |
15,5 |
|
817 |
26,9 |
пуск или нормализация |
750 |
630 |
20 |
73 |
21,7 |
|
1136 |
28,5 |
и высокий отпуск |
800 |
710 |
18 |
68 |
15,8 |
|
1082 |
29,0 |
|
780 |
680 |
18 |
70 |
15,9 |
|
505 |
29,3 |
|
900 |
810 |
17 |
70 |
13,1 |
|
422 |
36,3 |
|
810 |
710 |
17,5 |
72 |
12,5 |
|
694 |
42,2 |
|
– |
– |
– |
– |
– |
|
АНИ |
Требования |
|
|
|
|
|
|
|
|
Американ- |
|
|
|
|
|
|
|
|
ского неф- |
38 ХМ |
793 |
586 |
– |
– |
– |
|
|
тяного ин- |
|||||||
|
|
|
|
|
|
|
||
|
ститута |
|
|
|
|
|
|
|
|
(АНИ) |
|
|
|
|
|
|
|
1.6 |
новая |
38 ХМ |
810 |
517 |
22 |
62 |
110 |
|
ГОСТ 4543–71, |
830 |
584 |
20 |
62 |
89 |
|||
|
|
|||||||
|
|
поставщик проката |
|
|
|
|
|
|
2.2 |
новая |
840 |
600 |
24 |
62 |
104 |
||
«Камасталь» (г. Пермь), |
|
|
|
|
|
|||
840 |
600 |
22 |
62 |
87 |
||||
|
|
предприятие-изгото- |
|
|
|
|
|
|
|
|
820 |
536 |
23 |
62 |
94 |
||
|
|
витель штанг ОАО |
||||||
|
|
|
|
|
|
|
||
3.3 |
новая** |
«Мотовилихинские |
850 |
536 |
21 |
62 |
109 |
|
|
|
заводы» (г. Пермь), |
||||||
|
|
год выпуска 2001 |
|
|
|
|
|
Примечание. 1.  – отклонение от требований ГОСТа и требований Американского нефтяного института (АНИ). 2** 6,51·106 циклов нагружения по результатам стендовых ускоренных усталостных испытаний фрагмента из штанги (маркировка 7/8М11D 501628) на воздухе.
– отклонение от требований ГОСТа и требований Американского нефтяного института (АНИ). 2** 6,51·106 циклов нагружения по результатам стендовых ускоренных усталостных испытаний фрагмента из штанги (маркировка 7/8М11D 501628) на воздухе.
По данным табл. 1.2 стандартные механические свойства, характеризующие 39 штанг 1977–1988 гг. выпуска и 3 штанги 2001 г. выпуска, оказались ниже требований ГОСТ 13877–80 (29 отклонений в 21 штанге) и требований стандарта АНИ (два отклонения в трех
18
штангах), а именно: 12 отклонений в штангах 1977–1988 гг. выпуска по величине ударной вязкости; 6 отклонений в штангах 1977–1988 гг. выпуска и 2 отклонения в штангах 2001 г. выпуска по величине условного предела текучести σт; 4 отклонения в штангах 1977–1988 гг. выпуска по величине предела прочности σв. Как следствие, пониженные механические свойства насосных штанг также являются причиной преждевременного разрушения отдельных штанг.
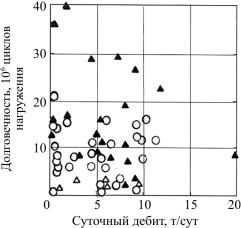
Данное положение подтверждено промысловыми результатами работы штанг 1977–1988 гг. выпуска, представленными на рис. 1.2 и 1.3.
Рис. 1.2. Показателидолговечности насосныхштанг взависимости от суточного дебита скважины и технологии ее изготовления: { – насосная штанга, изготовитель Очёрский машзавод (г. Очёр), сталь 20Н2М, режим термообработки нормализация (старый цех); U – насосная штанга, изготовитель Очёрский машзавод (г. Очёр), сталь 20Н2М, режим термообработки нормализация (новый цех); S – насосная штанга, изготовитель машзавод им. В.И. Ленина (г. Пермь), сталь 15Х2НМФ, режим термообработки закалка
ивысокий отпуск
Втех случаях, когда напряжение в зоне долома превышает величину предела прочности материала насосной штанги, происходит
ееразрушение и величина остаточного несущего сечения штанги
19
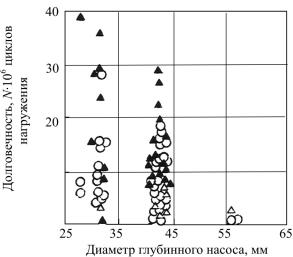
Рис. 1.3. Показатели долговечности насосных штанг взависимости отдиаметра глубинного насоса плунжерного типа и технологии их изготовления:
{ – насосная штанга, изготовитель Очёрский машзавод (г. Очёр), сталь 20Н2М, режим термообработки нормализация (старый цех); U – насосная штанга, изготовитель Очёрский машзавод (г. Очёр), сталь 20Н2М, режим термообработки нормализация (новый цех); S – насосная штанга, изготовитель машзавод им. В.И. Ленина (г. Пермь), сталь 15Х2НМФ, режим термообработки закалка и высокий отпуск
(площадь зоны долома) характеризует механические свойства материала изделия [3].
Как следует из рис. 1.2, две разрушившиеся штанги из материала 15Х2НМФ (изготовитель – машзавод им. В.И. Ленина), имеющие площадь зоны долома 35 мм2 и 42,5 мм2, при равных условиях эксплуатации имели предел прочности σв, соответствующий пределу прочности штанги из материала 20Н2М (изготовитель – Очёрский машзавод), что явилось причиной преждевременного разрушения данных штанг в процессе их работы. При этом площадь зоны долома разрушившихся штанг была определена по формуле
20