Материал: Технологические процессы и технические средства для глубинно-насосной эксплуатации нефтяных скважин

Рис. 1.31. Компьютеризованный комплекс КШ-02 (компьютеризованный стенд для восстановления, упрочнения, установления технических характеристик насосных штанг со средствами контроля, измерения и управления)
Перечисленные технические средства предназначены для исполнения компьютеризованного технологического процесса восстановления, упрочнения, устранения биения концевых участков насосных штанг, установления технических характеристик насосных штанг, бывших в эксплуатации и произведенных предприятиями СССР, СНГ, России, дальнего зарубежья, а также для неразрушающего магнитного, электромагнитного контроля насосных штанг от подэлеваторного бурта до подэлеваторного бурта, обеспечивающего выявление дефектов, нарушающих сплошность тела штанги, иструктурнойнеоднородности.
Реализация технологического процесса в полном объеме позволяет: выполнить сортировку насосных штанг по длине, условному диаметру, группам прочности, маркам стали, заводам-изготовителям и тем самым осуществлять 100%-ную паспортизацию внутрискважинного оборудования; установить действительные механические характеристики насосных штанг с учетом класса штанги и ее сорта (каждый класс включает 3 сорта), тем самым обеспечить возможность выбраковки насосных штанг до разрушения с учетом действующих нагрузок и цикличности; осуществить выбраковку штанг
96
насосных с дефектами, нарушающими сплошность тела штанги,
исо структурной неоднородностью; создать базу данных по эксплуатационному фонду штанг, установить эксплуатационные показатели штанг и тем самым оптимизировать конструкцию колонн насосных штанг, исходя из требований ее надежности и массы; обеспечить упрочнение и повышение усталостных характеристик насосных штанг, бывших в эксплуатации; реализовать режимы (приложения
3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19), учитывающие механические свойства материала штанг; устранить биение концевых участков насосных штанг; осуществить режимы правки-дефектоскопии; правки-рихтовки-дефектоскопии, рихтовки-дефектоскопии и т.д.
Классификация механических характеристик насосных штанг
иобозначение накопителей готовой продукции с учетом класса штанги
иее сорта представлены в табл. 1.13, 1.14.
Таблица 1 . 1 3
Классификация (выборочная) механических характеристик насосных штанг
|
|
|
|
|
|
|
|
Минимальнодопусти- |
||
|
|
|
Класс |
|
|
|
|
мыйпределпропор- |
||
|
Вид |
|
штангипо |
Предел |
|
|
циональностиматериа- |
|||
|
|
материалу |
текучести |
|
|
лаштангипризначении |
||||
Маркастали |
термообра- |
|
|
|
||||||
|
всоответ- |
FT (кГс) |
|
|
которогосортштанги |
|||||
|
ботки |
|
ствиисAPI, |
|
|
|
|
остаетсябезизменения, |
||
|
|
|
|
|
|
|
||||
|
|
|
SpedIB |
|
|
|
|
Fпц(кГс) |
||
|
|
|
|
ШН22–0,7 мм |
ШН22–0,7 |
мм |
ШН22–0,7 мм |
ШН22–0,7 мм |
||
1 |
2 |
3 |
4 |
5 |
|
|
6 |
7 |
|
|
40 |
Нормализация |
|
С |
8584 |
11629 |
|
|
7700 |
9700 |
|
40 |
Нормализация |
|
(Д) |
X |
X |
|
|
X |
X |
|
поГОСТ1050 |
споследую- |
|
|
|
|
|
|
|
|
|
|
щимповерхно- |
|
|
|
|
|
|
|
|
|
|
стнымупроч- |
|
|
|
|
|
|
|
|
|
|
нениемнагре- |
|
|
|
|
|
|
|
|
|
|
вомТВЧ |
|
|
|
|
|
|
|
|
|
40Г2 |
Термо- |
|
С |
10883 |
14744 |
|
|
10338 |
14325 |
|
Очёрский |
улучшение |
|
|
|
|
|
|
|
|
|
машзавод, г. Очёр, |
|
|
|
|
|
|
|
|
|
|
Пермская область |
|
|
|
|
|
|
|
|
|
|
97
Окончание табл. 1 . 1 3
1 |
2 |
3 |
4 |
5 |
6 |
7 |
20Н2М |
Нормализация |
К |
10461 |
14173 |
10335 |
14325 |
поГОСТ4543 |
|
|
|
|
|
|
Очёрскиймашзавод, |
|
|
|
|
|
|
г. Очёр, Пермская |
|
|
|
|
|
|
область, |
|
|
|
|
|
|
Заводим. л-та |
|
|
|
|
|
|
Шмидта, г. Баку |
|
|
|
|
|
|
15НЗМА |
Термоулучшение |
К |
13412 |
18170 |
10335 |
14325 |
Очёрскиймашзавод, |
|
|
|
|
|
|
г. Очёр, Пермская |
|
|
|
|
|
|
область |
|
|
|
|
|
|
40ХГМ |
Термоулучшение |
Д |
15405 |
20870 |
14737 |
20276 |
Очёрскиймашзавод, |
|
|
|
|
|
|
г. Очёр, Пермская |
|
|
|
|
|
|
область |
|
|
|
|
|
|
30Г2, 35Г2, 40Г2, |
Термоулучшение |
С |
10857 |
14708 |
10325 |
14325 |
ОАО«Мотовили- |
|
|
|
|
|
|
хинскийзавод», |
|
|
|
|
|
|
г. Пермь |
|
|
|
|
|
|
15Х2НМФ, |
Закалкаивысо- |
Д |
16899 |
22895 |
12500 |
13400 |
заводим. Ленина, |
кийотпускили |
|
|
|
|
|
г. Пермь |
нормализацияи |
|
|
|
|
|
|
высокийотпуск |
|
|
|
|
|
15Х2ГМФ, |
Термоулучшение |
Д |
18241 |
24712 |
14737 |
20276 |
ТУ26-16-269–89 |
впроцессеизго- |
|
|
|
|
|
ЗАО«Мотовилихин- |
товленияпроката |
|
|
|
|
|
скийзаводнефте- |
|
|
|
|
|
|
промысловогообо- |
|
|
|
|
|
|
рудования», г. Пермь |
|
|
|
|
|
|
30Г2, 35Г2, |
Термоулучшение |
Д |
15405 |
20870 |
14737 |
20276 |
ЗОХМИ, 35ХМ, |
|
|
|
|
|
|
38ХМ, 40ХГМ, ОАО |
|
|
|
|
|
|
«Мотовилихинский |
|
|
|
|
|
|
завод», г. Пермь |
|
|
|
|
|
|
15Х2ГМФ, |
Термоулучшение |
Д |
26895 |
36164 |
14737 |
20276 |
ТУ26-16-269–89, |
происходитна |
|
|
|
|
|
ООО«Белкам», |
воздухевпроцес- |
|
|
|
|
|
г. Пермь |
сеизготовления |
|
|
|
|
|
|
прокатаиштам- |
|
|
|
|
|
|
повкиголовок |
|
|
|
|
|
Примечание. 1. Сталь марки 15Х2НМФ и 15Х2ГМФ, 40Г2 выпускают по техническим условиям. 2. Предел текучести Fт, указанный в данной таблице, относится к сердцевине тела штанги. 3. Допустимый предел пропорциональности Fм относится к изделию с условным диаметром 19 мм, 22 мм.
98

Как следует из табл. 1.13, действительная величина предела пропорциональности штанги по варианту 1 характеризует прочностные характеристики ее материала (класс «D», «К», «С»). В соответствии с классом штанги и ее сорта осуществляется маркировка накопителей готовой продукции. Условное обозначение накопителей готовой продукции представлено в табл. 1.14.
|
|
|
|
|
|
|
|
|
|
|
Таблица 1 . 1 4 |
|||
|
Условное обозначение накопителей готовой продукции |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Номер |
|
Класс «D» |
|
|
Класс «К» |
|
Класс «С» |
|||||||
накопителя |
|
сортность |
|
|
сортность |
|
сортность |
|||||||
|
(ячеи) |
|
Д1- |
Д2 |
ДЗ |
брак |
К1- |
К2 |
КЗ |
брак |
Cl- |
С2 |
С3 |
брак |
|
|
|
норма |
|
|
|
норма |
|
|
|
норма |
|
|
|
1 |
|
♦ |
|
|
|
♦ |
|
|
|
♦ |
|
|
|
|
|
|
|
|
|
|
|
||||||||
2 |
|
|
♦ |
|
|
|
♦ |
|
|
|
♦ |
|
|
|
3 |
|
|
|
♦ |
|
|
|
♦ |
|
|
|
♦ |
|
|
|
Брак |
|
|
|
♦ |
|
|
|
♦ |
|
|
|
♦ |
|
Примечание. 1. Выделенные области – направление складирования насосных штанг. 2. Д1 (норма); К1 (норма); С1 (норма) – требование стандарта API.
По 2-му варианту в качестве сортировочного критерия принимаем величину предела упругости (F0,05), которую приравниваем к величине продольной растягивающей нагрузки в момент прекращения пластической деформации насосной штанги в заданном режиме. Полученную величину предела упругости штанги сравниваем с пределом пропорциональности насосных штанг, удовлетворяющих требованиям ГОСТ 13877, ТУ и стандарта API.
Механические свойства насосных штанг по ГОСТ 13877, ТУ и стандарту API, выраженные через величину предела текучести (σт), предел пропорциональности (Fпц), представленный в табл. 1.13, составляют основу для классификации и сортировки штанг по 2-му варианту, при этом должны быть выполнены следующие условия:
F0,05 ≥ Fпц – сорт штанги остается без изменения;
F0,05 < Fпц – сорт штанги меняется на понижение. Эффективность компьютеризованного технологического процес-
са восстановления, упрочнения, установления прочностных характери-
99
стик, устранения биения концевых участков насосных штанг, магнитоиндукционного контроля (прил. 20, 21, 22, 23) и теоретических положений подтверждена результатами многолетних усталостных и корро- зионно-усталостных испытаний фрагментов насосных штанг в среде 3%-го раствора NaCl из стали 20Н2М, 5Х2НМФ, 15Х2ГМФ [15] с использованием стендов дляусталостных испытаний штанг наконсольный изгиб, плоский изгиб, пульсатора при асимметричном цикле нагружения штангиивибродинамическогостенда, представленногонарис. 1.32.
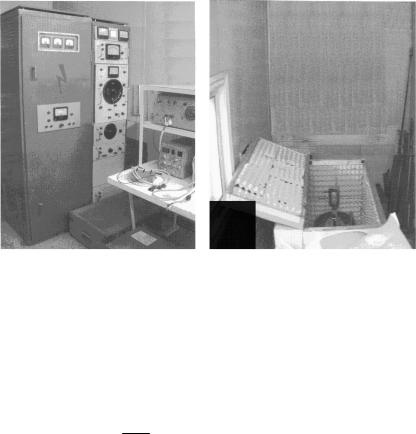
а |
б |
Рис. 1.32. Стенд вибродинамический для усталостных испытаний насосных штанг: а – средства управления и контроля стенда; б – вибродинамическое устройство стенда с приспособлением для крепления фрагмента насосной штанги
Исходя из результатов коррозионно-усталостных испытаний неупрочненных фрагментов насосных штанг с месторождений Пермского региона на пульсаторе при асимметричном нагружении с характе-
ристикой цикла R = Rmin = 0,05, среднее значение предела выносли-
Rmax
вости составило 143,3 МПа при базе испытаний 5,0· 106 циклов.
100