Материал: Технологічний процес сушіння кузовів пасажирських вагонів після фарбування
.3 Висновки та пропозиції щодо
вдосконалення технологічного процесу сушіння кузовів пасажирських вагонів після
фарбування
Аналізуючи технологію сушіння
кузовів пасажирських вагонів після фарбування на ПАТ "Крюківський
вагонобудівний завод" можна зробити висновок, що фарбування і сушіння
кузовів відбувається механізовано,за допомогою нового обладнання та за
новітніми технологіями. У депо Харків-Сортувальний взагалі відсутній цех
сушіння кузовів після фарбування. Тому пропоную розглянути технологічний процес
технології сушіння кузовів після фарбування передового підприємства як приклад
створення в нашому депо дільниці фарбувально-сушильних робіт,а саме побудувати
сушильну камеру,що представлена у графічній частині.
3. Складання технологічного маршруту
.1 Загальні положення
Фарбування поверхонь вагонів необхідне для забезпечення довговічності працездатності вагонів на весь термін експлуатації,для створення належного естетичного вигляду і забезпечення необхідного комфорту для пасажирів.
Фарбування поверхні вагонів повинне проводитися за умови виконання вимог по підготовці, фарбуванню і сушці, в залежності від якості лакофарбових матеріалів, що використовуються, і від оцінки фарбованих поверхонь.
Всі підготовчі основні, технологічні операції, передбачені при нанесенні захисних покриттів повинні виконуватися із застосуванням досконалих інструментів, машин і установок, що забезпечують високу якість робіт і нормальні умови праці для обслуговуючого персоналу і безпосередніх виконувачів робіт.
Проведення робіт по фарбуванню повинне виконуватись відповідно до "Правил техніки безпеки і виробничої санітарії для цехів фарбування і ділянок підприємств залізничного транспорту".
Фарбування пасажирських вагонів, нанесення знаків і надписів виконують відповідно до вимог дійсного Керівництва, а також згідно технологічної інструкції "Окраска вагонов в депо" №242 ПКБ ЦВ при ремонті вагонів в депо і технічним умовам "Покрытия лакокрасочные, підготовка металлических поверхностей вагонних конструкцій перед окрашиванием" ТУ 32-ЦТВР-736-83 при деповському ремонті.
Виробничий процес фарбування вагонів виконують з дотриманням вимог діючих "Правил техники безопасности и производственной санитарии для окрасочных цехов и участков депо", врахуванням вимог "Единой системы защиты от коррозии и старения (ЕСЗКС)".
Зовнішню поверхню кузова всіх вагонів фарбують при кожному деповському ремонті в один шар.
За наявності пошкоджень
лакофарбового покриття дефектні місця розчищають до металу, грунтують,
шпаклюють, шліфують і фарбують емалями відповідного кольору.
.2 Організація робіт на
фарбувально-сушильній дільниці
Робота фарбувально-сушильної дільниці організована у одну зміну з восьмигодинним робочим днем,5 днів на тиждень.
Керування організацією фарбувальних
та сушильних робіт на фарбувально-сушильній дільниці показано нижче у вигляді
наступної схеми,яка зображена на рисунку 3.1.
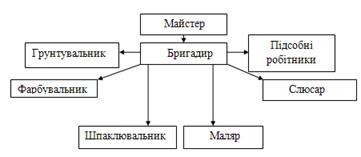
Рисунок 3.1 - Організаційна
структура фарбувально-сушильної дільниці
Також для виконання
фарбувально-сушильних робіт депо має наступні відділення: цех обмивки і очистки
кузова,цех для фарбувальних робіт і природної сушки,сушильна камера. Кожне
відділення,в свою чергу,оснащене відповідним обладнанням.
3.3 Схема технологічного маршруту
Схема технологічного маршруту
виконання фарбувально-сушильних робіт наведена на рисунку 3.2.
Рисунок 3.2 - Схема технологічного
маршруту виконання фарбувально-сушильних робіт
4. Розробка технологічних операцій
сушіння кузовів пасажирських вагонів після фарбування
.1 Підготовчі роботи
Риски, заусениці, гострі кромки, зварні шви, поверхні з пошкодженою старою фарбою, покриті продуктами корозії потрібно зачищати механізованим інструментом різних типів: пучковим молотком, пневматичним молотком або пневмомашинкою [5].
Для очищення фарбованих поверхонь використовують типові щітки, насаджені на вали електричних свердлувальних машинок. Щітки можуть бути кварцовочні, в’язані з гофрованого дроту, однорядні торцеві, трьохрядні та інші.
Для очищення поверхні допускається застосовувати різного типу ручний інструмент шкребки і шпателі.
При підготовці до фарбування дерев’яних поверхонь застосовуються шліфувальні щітки і щіткові кола, манільського каната, капрону та інших подібних матеріалів, а також металевих щіток.
Для нанесення шпаклівок допускається застосовувати вброшпателі з пневматичним приводом.
Для ґрунтування застосовують краскопульти пневматичні, гідравлічні і електричні.
Шліфування металевих виробів виконувати наждачними або карборундовими колами або пемзою з водою, а дерев’яних - шліфувальною шкуркою. Для цієї мети застосовувати шліфувально-полірувальні машини.
Висока якість захисних покриттів досягається, головним чином за рахунок підготовки фарбуючих поверхонь в повному обсязі. Підготовка фарбуючої поверхні передбачає виконання всього обсягу робіт в наступній послідовності:
очищення поверхні;
ґрунтовка фарбуючої поверхні;
шпаклювання окремих ділянок фарбуючих поверхонь;
шліфування фарбуючої поверхні.
Абразивний і корозійний пил, що залишився на очищеній поверхні видаляється протиранням, після чого ця поверхня знежирюється і просушується.
При очищенні дерев’яних поверхонь забруднення видаляти волосними або металевими щітками.
Шар старої фарби з дефектами зачищати металевими щітками з видаленням пилу, що при цьому створюється.
Нерівності на дерев’яних поверхнях у вигляді відколів, заусениць, відшарувавшихся волокон підрізати, зачищати шліфувальною шкуркою. Засмоли і смоляні сучки видаляти.
Отвори після сучків розсвердлювати і
закладати пробками на клею.
.2 Дефектація
Дефектом називається кожна невідповідність продукції вимогам, встановленим нормативною документацією.
По мірі впливу на працездатність виробів дефекти підрозділяються на критичні, значні і малозначні.
По можливості усунення дефекти ділять на поправних і непоправних.
До місця розташування розрізняють зовнішні і внутрішні дефекти. Дефекти, що з'являються у вагонах як в процесі виробництва, так при експлуатації, можна підрозділити залежно від етапу виникнення на 3 групи: конструктивні, виробничі і експлуатаційні.
До експлуатаційних відносяться такі дефекти, які виникають в результаті дії різних видів зношування, явищ втомі, корозії, старіння, деформації і так далі, а також неправильного технічного обслуговування і поганого відходу в період експлуатації.
До основних типових експлуатаційних дефектів деталей відносяться: зміна форми, розмірів і розташування поверхонь, ризики, подряпини, задирки, вм'ятини, вифарбовування, відшарування поверхні, тріщини і злами різного походження, всі різновиди залишкової деформації (вигнутість, скручування, зім'ятість, викривлення і ін.) деталей, зміна механічних і фізико-хімічних властивостей поверхонь (таблиця 4.1).
Зі всіх перерахованих дефектів
первинне значення мають дефекти процесів зношування і втомного руйнування
деталей, оскільки ці види дефектів є переважаючими в процесі експлуатації
сучасних машин.
Таблиця 4.1 - Дефекти фарбування кузовів пасажирських вагонів
|
Роботи |
Несправності |
Причини |
Метод усунення несправностей |
Вздуття, сітка тріщин, осипання, корозія |
Старіння в процесі експлуатації |
Відновлення, з Намаганням максимально збільшити термін експлуатації покриття |
|
|
Дрібні тріщини, подряпини |
Старіння в процесі експлуатації |
Підправити за допомогою кістей невеликих номерів |
|||
|
|
Напливи, розтікання фарби по поверхні |
Густа емаль |
Просушити,зрізати потьоки,зачистити наждачною шкуркою,нанести емаль рівномірно |
|||
|
|
Вздуття плівки емалі при нанесенні її на поверхню |
Нанесення ґрунтовки на забруднену поверхню, порушено режим сушіння, невірна технологія фарбування |
Розчистити,нанести грунтовку по правильній технології фарбування |
4.3 Необхідні матеріали
Для пасажирських вагонів лакофарбові
покриття за виглядом фарбованої поверхні повинні відповідати класам
лакофарбових покриттів вказаним в таблиці 4.2.
Таблиця 4.2 - Класи лакофарбових покриттів
|
№ п/п |
Найменування вагонів і їх окремих вузлів |
Клас покриття |
|
1 |
Пасажирські вагони міжнародного сполучення |
IV |
|
2 |
Пасажирські суцільнометалеві вагони |
IV |
|
3 |
Звіси, дахи пасажирських вагонів, а також внутрішня поверхня поштових багажних вагонів |
V |
Всі роботи повинні проводиться з урахуванням розроблених "Державним комітетом стандартів. Вимог єдиної системи захисту від корозії і старіння" (ЕСЗКС).
Об’єм робіт, що виконується при підготовці поверхонь до фарбування і самого фарбування, встановлюється діючим "Керівництвом по ремонту вагонів" і "Технічними умовами на підготовку поверхонь перед нанесенням захисних покриттів і фарбуванням".
Клас лакофарбових покриттів для
зовнішніх поверхонь кузова представлений в таблиці 4.3.
Таблиця 4.3 - Клас лакофарбових покриттів для зовнішніх поверхонь кузова
|
Фарбуючі поверхні |
Матеріал фарбуючих поверхонь |
Клас лакофарбових покриттів за ГОСТ 9.032-74 |
Марки лакофарбових матеріалів (емалі,лаки),що допускаються для застосування |
Число шарів, що покриваються |
|
1 |
2 |
3 |
4 |
5 |
|
Кузов (бокові стіни,декоративні смуги) |
Сталь |
IV |
По грунтовці, шпатльовці емалі:ПФ115, ПФ-1126, УРФ-1128, МЛ-152 |
(1,2) |
|
Середня частина даху |
Сталь |
IV |
По грунтовці емалі: ПФ-115, ПФ-1126, УРФ-1128, ХВ-113 |
1 |
|
Звідси даху,стіни торцеві |
Сталь |
V |
ХВ-113,ХС-119, ПФ-115ВС |
1 |
|
Підлога,рама вагонів, візків, підніжки, під вагонне обладнання, автозчепний пристрій |
Сталь |
VII |
ПФ-115,ПФ-1126 ПФ-115ВС |
1 |
|
Сигнальні відростки замка автозчепи, кінцеві крани, головки і підвіски гальмівних рукавів, стоп-крани, підвіски і ручки відпускного клапана |
Сталь |
VII |
ПФ-115,ПФ-1126, ПФ-115ВС |
1 |
|
Головки наливних труб та їх кожухи |
Сталь |
VII |
ПФ-115,ПФ1126 |
|
|
На вагонах з електропневматичним гальмом і головки і підвіски гальмівних рукавів |
Сталь |
VII |
Електроізоляційна емаль ГФ-92ХК |
1 |
|
Поручні вхідних дверей |
Бакеліт |
- |
По шпаклівці емалі: ПФ-115,ПФ-1126 |
1 |
|
|
Облицювання з полімерного матеріалу вагонів СВ, фірмових, МС |
- |
Лак ПФ-170, ПФ-171,ХС-76 |
1 |
|
|
Інших вагонів |
- |
ПФ-115, ПФ-115ВС |
1 |
|
Дерев’яні віконні рами |
Дуб та інші матеріали за ГОСТ 3191-82 |
VII |
Лак ПФ-170, ПФ-171,ПФ-263 |
2 |
|
Металеве армування зовнішніх віконних рам |
Сталь |
V |
Лак ПФ-170 з додаванням алюмінієвої пудри ПАП-1 або ПАП-2 |
1 |
|
Віконні рами,які мають затемнення окідіруваного шару |
Алюміній |
V |
Лак ПФ-170 |
1 |
|
Зовнішні решітки тамбурних дверей,які не підлягають поліруванню та хромуванню |
|
|
МЛ-152 або полімерне покриття |
1 |
|
Знаки і надписи на кузові, рамі, візках та інших деталях |
Алюміній |
- |
Емалі ПФ-115, ПФ-115ВС |
1 |
4.4 Вибір обладнання та засобів
технологічного оснащення
На підприємствах з масовим виробництвом при потоковій системі фарбування застосовуються сушильні камери коридорного типу неперервної дії. Сушарки коридорного типу (графічна частина) виготовляються з металевого каркаса, що обшитий теплоізоляційними панелями, або викладаються із цегли. Панелі виготовляються у вигляді коробів з листової сталі, які заповнені теплоізоляційним матеріалом. Найбільш доцільними схемами руху повітря для сушіння лакофарбової плівки в сушильних камерах коридорного типу буде комбінована із противоточно-прямоточним рухом гарячого повітря, що подається в середню частину камери і відсмоктується біля місць входу і виходу вагонів, з поперечними потоками повітря.
Поперечний рух повітря сприяє тому, що температура по зонах і по всій сушильній камері буває рівномірної. У цьому випадку внутрішні повітропроводи, що йдуть вздовж сушильної камери, мають рівномірно розташовані вікна для нагнітання гарячого повітря і відсмоктування відпрацьованого. На вікнах повинні бути засувки, що дозволяють регулювати приплив і відсмоктування повітря.
При температурах сушіння, не
перевищуючих 100-120°, обмежуються охолодженням вагонів при проході їх через
останню ділянку камери і тамбур з повітряними завісами, у яких температура
знижена за рахунок припливу через проріз не підігрітого повітря з цеха.
4.5 Контроль якості нанесення
захисного покриття
Контролю підлягають якість підготовки поверхонь, що підлягають фарбуванню, якість підготовленого лакофарбового матеріалу,товщина покриття,ступінь висихання покриття.
При контролі якості підготовки до фарбування поверхонь вагонів і їх деталей звертають увагу на чистоту,відсутність іржі і жирних забруднень. Шар ґрунтовки повинен бути просушений і мати матову поверхню. Шар шпаклівки перевіряється по товщині,і не повинен мати рисок, заусенців, просадок і повинен бути висушений. Після шліфування шпаклівки поверхня повинна бути рівна без рисок і заусенців.
Пофарбована поверхня повинна бути рівною без підтьоків,що визначається візуально. Вибірково перевіряються наступні показники якості: сплошність, адгезія, повнота висихання, товщина покриття.
Адгезію лакофарбового покриття перевіряють методом решітчастого надрізу на контрольних зразках.
Повнота висихання перевіряється по дотриманню термінів сушки періодично на контрольних зразках по ГОСТ 10007-73.
Види дефектів лакофарбових покриттів і причини їх виникнення приведені в "Инструкции по окраске вагонов и контейнеров в депо №506 ПКБ ЦВ".
Контроль якості обезжирювання і підготовки поверхні перевіряється по ГОСТ 9.402-80.
Транспортування,установка і зберігання лакофарбових матеріалів проводиться відповідно до вимог ГОСТ 9980-75, не рекомендується давати згоду на поставку грунтовок і емалей в бочках з підйомним днищем.
При отриманні лакофарбового матеріалу перевірити по етикетках: завод-виробник, найменування матеріалу, його марку, номер партії, дату виготовлення, а також провести вхідний контроль.