Материал: Технологічний процес сушіння кузовів пасажирських вагонів після фарбування
Технологічний процес сушіння кузовів пасажирських вагонів після фарбування
Вступ
пасажирський вагон фарбування сушіння
Головний напрямок розвитку сучасного вагоноремонтного виробництва полягає в його подальшій індустріалізації, основою якої служить система машин, яка забезпечує комплексну механізацію та автоматизацію технологічного процесу ремонту вагонів і виробництва запасних частин.
В даному курсовому проекті розглядається технологічний процес сушіння кузовів пасажирських вагонів після фарбування. Для отримання фарбувальної плівки високої якості пофарбовані деталі піддаються штучному сушінню в спеціальних сушильних камерах.
Процес сушіння відбувається дуже повільно. Навіть в умовах нормальних цехових температур (15-200С) він може тривати від 1 до 3 діб. Така тривалість сушіння при проведенні ремонтних робіт недопустима, тому провадження штучного сушіння є актуальною задачею.
Сушильні пристрої по конструкції і принципам дії
досить різноманітні. Вони можуть відрізнятися режимом роботи, конструктивними
формами і розмірами,способом теплового впливу на поверхню, що фарбується, видом
теплоносія, місцем розташування і конструкцією нагрівальних приладів.
1. Аналіз початкових даних щодо розробки
технологічного процесу сушіння кузовів пасажирських вагонів після фарбування
.1 Призначення кузова пасажирського вагону
Вагони пасажирські - вагони, призначені для перевезення пасажирів. До числа цих вагонів належать також поштовi, багажні, вагони-ресторани, службово-технічні (службові, клуби, санітарні, випробувальні та вимiрювальні, лабораторії та інші спеціальні вагони пасажирського типу) [1].
Кузов суцільнометалевого пасажирського вагону є
несучою конструкцією і призначений для комфортного перебування в ньому
пасажирів під час поїздки.
.2 Характеристика конструкції кузова
пасажирського вагона
Загальний вигляд пасажирського вагона зображений
на рисунку 1.1.
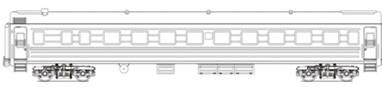
Рисунок 1.1 - Загальний вигляд
пасажирського вагону
Технічна характеристика
пасажирського вагону наведена у таблиці 1.1
Таблиця 1.1- Технічна характеристика пасажирського вагона
|
Найменування параметру |
Значення |
|
1 Ширина колії, мм |
1520 |
|
2 Кількість місць |
54 |
|
3 Маса вагону, т |
52 |
|
4 База, мм: |
|
|
- вагону; |
17000 |
|
- візка; |
2400 |
|
5 Довжина, мм: |
|
|
- вагону за осями щеплення автозчепів; |
24537 |
|
- кузова ззовні; |
23600 |
|
6 Ширина вагону, мм: |
|
|
- ззовні; |
3105 |
|
- всередині; |
2926 |
|
7 Висота вагону, мм: |
|
|
- від рівня головок рейок; |
4377 |
|
- всередині від стелі до підлоги; |
2585 |
|
8 Конструкційна швидкість, км/год |
160 |
|
9 Габарит по ГОСТ 9238-73 |
1-ВМ |
Кузов суцільнометалевого пасажирського вагону є несучою конструкцією, який складається з рами з підлогою, двох бічних і двох стін торців, даху і кінцевих перегородок, що відокремлюють тамбур від пасажирського приміщення. Всі перераховані елементи складаються з каркаса, що є просторовою системою, покритою із зовнішнього боку листовою сталлю .
Каркаси бічних стін і даху складаються з поперечних і повздовжніх елементів жорсткості - стійок, дуг, обв’язок і повздовжніх балок. У бічних стінах замість повздовжніх балок для збільшення стійкості стін у листах обшивки виштамповують гофри.
Підлога є жорсткою зварною конструкцією, що складається з двох бічних балок Z-подібного перетину, поперечних штампованих балок і суцільного настилу з листової сталі.
Всі елементи кузова жорстко зварені
між собою і утворюють єдину тонкостінну трубчасту конструкцію з міцними
торцевими стінами [2].
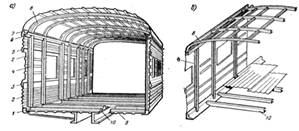
Рисунок 1.2 - Каркаси кузовів
пасажирських вагонів
Вагони з суцільнометалевими кузовами в порівнянні з дерев’яними володіють великою міцністю, зносостійкістю і дозволяють значно понизити масу вагону. Існують кузови суцільнометалевих пасажирських вагонів завдовжки 23,6 м, з хребтовою балкою, що йде по всій довжині кузова (рисунок 1.2 а ) і кузови, що не мають такої балки. У останніх ділянки хребтової балки збережені тільки в консольних частинах рами, між кінцевими і шкворневими балками (рисунок 1.2 б).
Кузови з хребтовими балками
будувалися з гладкими стінами, а потім стали робити з гофрованими бічними
стінами і підвіконними поясами. Штамповані гофри і пояси 3,5 (рисунок 1.2 а )
значно збільшують жорсткість обшивки кузова. Вони замінюють частину повздовжніх
елементів і зменшують кількість зварних з’єднань у вагоні.
.3 Технічні умови на фарбування та
сушіння кузовів пасажирських вагонів
Технологічний процес сушіння вагонів виконується відповідно до наступних документів:
ГОСТ 12.3.005-75 ССБП. Фарбувальні роботи. Загальні вимоги безпеки;
ГОСТ 64.65-76 Емалі ПФ-115.Технічні умови;
ГОСТ 12549-80 Вагони пасажирські магістральних залізничних колій 1520(1524) мм. Фарбування. Технічні вимоги;
ГОСТ 9.402-80 "Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием. Технические требования";
ГОСТ 9.032-74 "Покрытия лакокрасочные. Группы, технические требования и обозначения";
ГОСТ 9.104-79 "Покрытия лакокрасочные. Группы условий эксплуатации";
ГОСТ 9.105-80 "Покрытия лакокрасочные. Классификация и основные параметры методов окрашивания";
ГОСТ 9.407-84 "Покрытия лакокрасочные. Методы оценки внешнего вида";
ГОСТ 15907-70 Фарби ПФ-170 і ПФ-171.Технічні умови;
ТУ 32-ЦТВР-736-83 Лакофарбові покриття. Підготовка металевих поверхонь перед фарбуванням. Технічні умови;
НАОП 5.1.11-1.26-88 Правила техніки безпеки і виробничої санітарії для фарбувальних цехів і дільниць підприємств залізничного транспорту;
№242 ПКБ ЦВ Фарбування вагонів в депо. Технологічна інструкція.
Під час руху вагон і його окремі частини піддаються дії різноманітних динамічних сил (рисунок 1.3) (сил взаємодії вагонів з локомотивом при русі в составі або при маневровій роботі; сили,що обумовлені прискореннями при зрушенні з місця,розгоні,гальмуванні та при коливальних процесах; сили взаємодії з верхньою будовою колії,у тому числі при вписуванні в криві ділянки) [1].
Динамічні сили, що діють на вагон залежать від багатьох факторів. В основному вони залежать від режиму руху поїзда на перегонах, положення вагона в складі поїзда,режиму руху при маневрових роботах на станційних коліях і гірках,від стану всіх вагонів в составі,їх фактичних розмірів,пружних і дисипативних властивостей і в значній мірі залежать від природно-кліматичних умов.
Вагон також піддається ряду інших навантажень, які мають тимчасовий характер. Так при механізованому завантаженню і розвантаженню вагон сприймає навантаження від завантажувально-розвантажувальних пристроїв.
Крім того, вагон і його частини
піддаються навантаженням,обумовленим особливостями технології виготовлення (в
процесі сварки),а також ремонті (наприклад, при підніманні кузова домкратами).
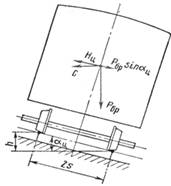
Рисунок 1.3 - Схема дії ваги брутто
Рбр, доцентрової сили С і їх складових за поперечною віссю вагона при русі по
кривій з урахуванням піднесення зовнішньої рейки
.5 Зноси та пошкодження поверхні
кузова пасажирського вагона
В процесі експлуатації вагонів відбувається руйнування лакофарбних покриттів із-за корозії металу, дії атмосферних опадів, різких коливань температури і інших чинників (рисунок 1.4). При ремонті вагонів у вагонних депо і на вагоноремонтних заводах роблять відновлення зруйнованих захисних покриттів.
Дефектом називається кожна
невідповідність продукції вимогам, встановленим нормативною документацією [2].
По мірі впливу на працездатність виробів дефекти підрозділяються на критичні,
значні і малозначні. По можливості усунення дефекти ділять на поправні і
непоправні.
.6 Перспективні шляхи підвищення
надійності сушки та зміцнення пофарбованої поверхні
Для підвищення продуктивності праці і поліпшення якості захисних покриттів слід застосовувати конвекційну або терморадіаційну сушку. Конвекційна сушка відбувається в сушильних камерах за рахунок обдування пофарбованої поверхні гарячим повітрям. Терморадіаційна сушка заснована на поглинанні пофарбованою поверхнею інфрачервоних променів від спеціальних панелей. Промені вільно проникають через шар фарби і нагрівають метал кузова. Сушка покриття починається з нижньої зони і виключає виникнення на пофарбованій поверхні міхурів і зморшок.
Міцність і довговічність плівки покриття залежать не лише від якості лакофарбових матеріалів і правильності їх використання, але також і від ретельності виконання операцій технологічного процесу фарбування. Тому контролю якості фарбування має бути приділена особлива увага.
Різні властивості плівок лакофарбові
матеріалів, нанесених на поверхню, контролюються після остаточного їх висихання
і охолоджування до температури довкілля.
. Вибір діючого технологічного
процесу
.1 Аналіз технології сушіння кузовів
пасажирських вагонів після фарбування у депо Харків-Сортувальний
Сушка лакофарбових покриттів проводиться природною сушкою. Природна сушка здійснюється в порівняно тривалі терміни, що не сприяє скороченню простою вагонів в ремонті. Найбільш оптимальна температура при природній сушці є 18-200С. При природній сушці потрібні значні за розмірами приміщення, обладнанні приточно-витяжною і калориферною вентиляцією,що дозволяє проводити багатократний обмін повітря сушильного приміщення.
Тривалість природної сушки приведена
в таблиці 2.1. Тривале збереження лакофарб них покриттів залежить від високої
якості сушки кожного шару покриття. Тому, найприйнятнішим, з погляду
оптимальних термінів сушки, є штучна сушка і особливо, сушка при
високотемпературному і швидкісному режимі. Штучна сушка проводиться як
конвективним, так і терморадаційним способом до ступеню 3 по ГОСТ 19007-73.
Таблиця 2.1 - Тривалість сушки лакофарбових покриттів
|
Найменування лакофарбових покриттів |
Сушка природна при температурі 18-20° С |
Сушка конвекційна |
Сушка терморадіаційна |
|
Грунтовка ГФ-021 |
24 год. |
100° С 30хв. |
- |
|
Грунтовка ГФ-021 (сушка наступного шару) |
6 год. |
- |
- |
|
Грунтовка ФЛ-03-К |
24 год. |
100° С 30 хв. |
120° С 24 хв. |
|
Грунтовка ФЛ-03-К (сушка наступного шару) |
12 год. |
- |
- |
|
Фарба БТ-177 |
16 год. |
100° С 30 хв. |
100° С 14 хв. |
|
Лак БТ-577 |
24год. |
- |
- |
|
Емалі ПФ-115 |
48 год. |
100° С 60 хв. |
|
|
Емалі ПФ-115 (сушка наступного шару) |
24 год. |
- |
- |
|
Емалі ПФ-133 |
24 год. |
100° С 60 хв. |
100° С 23 хв. |
|
Емалі ПФ-133(сушка наступного шару) |
16 год. |
- |
- |
|
Емаль ПФ-1189 |
4 год. |
- |
- |
|
Те ж (сушка наступного шару) |
5 год. |
- |
- |
Температура сушки залежить від складу і властивостей лакофарбових матеріалів. Наприклад, масляні фарби і лаки сушаться при температурі не більше 110-1200С, гліфталеві лаки і емалі не більше 170-1800С,а найбільш практична оптимальна температура знаходиться межах 80-1100С.
На Крюківському вагонобудівному заводі дільниця фарбування пасажирських вагонів входить до складу цеха пасажирського вагонобудування.
Вимоги щодо підготовки поверхні пасажирських вагонів до фарбування визначаються ГОСТ 9.402-91 "Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием", а також вимогами міжнародного стандарту УСО 8501-1 "Подготовка стальной основы перед нанесением красок и подобных покритий - визуальная оценка чистоты поверхности".
Очищення від оксидів,жирових забруднень зовнішньої поверхні кузова вагона відбувається до ступеня S2,5 камері піскоструйним методом з використанням установок фірми Klemko (Німеччина).
Після очищення вагон подається в камеру грунтовки. При цьому інтервал між операціями підготовки поверхні і грунтовки не повинен бути більше 24 год.
Для грунтовки використовується двохкомпонентний грунт Amerlock400 (Польша) на епоксидній основі. Сушка грунтового покриття відбувається протягом 24 год. Для нанесення основної частини покриття вагон подається на фарбувальну дільницю.
Вимоги щодо нанесення покриття визначаються ГОСТ 12549-80 "Вагоны пассажирские магистральных железных дорог колеи 1520(1524) мм,
Фарбування виконується відповідно до вимог стандарту UIC 842-4 "Технология окраски стальных и деревянных конструкций грузовых вагонов. Виды лакокрасочных материалов. Толщина слоев и время сушки",а також вимогам ДЛКП 61-779.01 "Покрытия лакокрасочные. Технические требования". Підготовка внутрішньої поверхні кузова до фарбування виконується уайт-спіритом.
Основними використовуваними системами фарбування пасажирських вагонів є алкідна, епоксидно-алкідна, епоксидно-поліуретанова системи. Вони призначені для нанесення на стальні,оцинковані і алюмінієві поверхні.
У відповідності до ГОСТ 9.032-74, різноманітні поверхні пасажирського вагона повинні відповідати наступним класам покриттів:
бокові поверхні кузова,стелі і стіни робочого тамбура,поверхні пристроїв-класу IV;
звіси даху-класу V;
торцеві стіни, поверхні трубопроводів, котельного відділення-класу VI;
середня частина даху, рама, підвагонне обладнання, візки-класу VII.
Для отримання покриття, відповідного IVкласу за ГОСТ 9.032-74, на зовнішню поверхню кузова з метою вирівнювання поверхні наносять 4 шари шпаклівки Nukland (Польша). Сушіння кожного шару шпаклівки здійснюється протягом 24 год. Після висихання кожен шар шпаклівки шліфується.
Для виявлення дрібних нерівностей покриття на зашпаклівану і зашліфовану поверхню наносять проявний грунт-філлер на поліефірній основі Amercoat 4508.
Сушіння грунта відбувається протягом
4-6 год. Виявлені дрібні нерівності вирівнюють шпаклівкою Navol (Польща).
Зовнішню поверхню кузова вагона фарбують в два шари двохкомпонентними
поліуретановими емалями Nobikolor-Риг різноманітних кольорів відповідно рішенню
оформлення вагона. На нижню частину і підвагонне обладнання наносять покриття
на полівінілхлорид ній основі. На внутрішні поверхні кузова наносять покриття
загальною товщиною 1000 мкм.