Материал: Современные тенденции развития деревообрабатывающего станкостроения
Четырехсторонние станки комплектуются программируемым процессором, система которого обеспечивает возможность сохранить во встроенной памяти, массу различных шаблонов параметров обработки, размеров и т. д. большого количества разных деталей. Параметры обработки заносятся в базу данных под соответствующим номером и впоследствии при вводе этого номера, шпиндели станка перемещаются в соответствующее положение, автоматически настраиваются режимы резания и остается лишь запустить станок для начала изготовления деталей. Преимущество данной системы в том, что для настройки режимов не нужно тратить время и ресурсы на пробную настроечную заготовку.
Абсолютное большинство современных четырехсторонних деревообрабатывающих фрезерных станков, оборудуются защитными кожухами, имеющими большой процент звукопоглощаемости, со встроенным противоударным стеклом, для обеспечения рабочего возможностью визуального контроля процесса резания, и состояния узлов станка во время работы. Центральный смазочный механизм, обеспечивает бесперебойную смазку всех трущихся узлов станка, через пластиковые трубки и прессмасленки.
Существует также «сверхтяжелая» серия четырехсторонних станков со скоростью подачи до 600 м/мин, данные модели имеют возможность обработать до 200 000 погонных метров древесины за обычную восьмичасовую смену. Основные отличительные особенности этих сверхтяжелых моделей от своих тяжелых собратьев, это более тяжелая станина, повышенной жесткости направляющие, а так же более мощные узлы механизмов испытывающих основную нагрузку, так же станок оборудуется семью ножевыми головками разного диаметра:
300 мм с 20 и 26 ножами;
360 мм с 30 ножами.
Вертикальные головки в некоторых случаях выполняются без сменных ножей (цельными). Ставятся прифуговочные механизмы с регулируемым припуском снимаемого материала на ножевых головках с прямыми либо профильными ножами. Соосный привод всех установленных ножевых головок, без использования ременных передач, обеспечивает относительное снижение шума при работе. Частота 5100 об/мин. Дает возможность развить скорость резания до 80 м/с. При изготовлении направляющих планок и самих столов, которые являются основными поверхностями трения с заготовкой, используются покрытия из специальных керамических материалов, снижающих трение и значительно повышающих износостойкость, для этой же цели смачиваются водоэмульсионными составами, для лучшего скольжения и предотвращения чрезмерного перегревания, в следствии силы трения, при такой высокой скорости подачи.
Подающие ролики рифленые или обрезиненные как верхние так нижние вместе с подшипниками погружены в масляную ванну и от электродвигателя через карданные валы приводятся во вращение.
Для станка с высокой скоростью подачи необходима серьёзная пристаночная механизация и значительные производственные площади. Подача штабеля начинается с накопительной эстакады с автоматической подачей штабеля на наклонный разобщитель, где прокладки в автоматическом режиме отводятся в отдельный накопительный бункер. Доски с наклонного разобщителя подаются на накопительный поперечный транспортер с поштучной выдачей материала на цепной поперечный конвейер. Далее проверяются на процентное содержание влажности и по кривизне. Конвейер оснащен торцовочными пилами, которые отрезают доску с двух сторон, удаляя возможные неровности и торцевые трещины после сушки. Торцованный в заданный размер материал попадает в промежуточный накопитель с поштучной выдачей на разгонный конвейер с роликовыми ускорителями материала. Разгонный конвейер синхронизирован с подачей станка. Обработанный материал из станка попадает на тормозящий конвейер с отбойником и передается на цепной поперечный конвейер. Далее материал может проходить сортировку по качеству и разводиться по разным потокам или укладываться в штабели с последующей упаковкой.
Качество продукции, получаемой на четырехстороннем станке, определяется несколькими параметрами: качеством инструмента и его заточкой; возможностью регулировки столов станка по отношению к режущему инструменту (зазор между максимальным радиусом резания и столом должен быть не более 2-3 мм - такой зазор исключает подрезание заготовки при входе и выходе из зоны резания); количеством ударов ножа на миллиметр поверхности; точностью изготовления станка и т.д.
Точность станка определяется несколькими основными параметрами.
Точность изготовления станины.
Станки имеют цельнолитую чугунную станину, усиленную ребрами жесткости. Станины обязательно проходят цикл искусственного старения чугуна для снятия внутренних напряжений после литья.
Дальнейшая обработка станины, литых площадок под установку моторов, литых узлов для установки шпиндельных групп производится на высокопрецизионном центре с ЧПУ. Острые грани, образующиеся после обработки, обязательно шабрятся.
Столы и линейки изготовлены методом стального литья, также обрабатываются на центре с ЧПУ. Их рабочие поверхности имеют покрытие из хрома (твердость HRC 70) толщиной 0,3 мм, нанесенное гальваническим способом, что гарантирует износостойкость рабочих поверхностей и, как следствие, высокую точность обработки пиломатериалов на весь срок эксплуатации станков.
. Статическая и динамическая балансировка всех вращающихся элементов. Такие детали, как приводные шкивы, зажимная гайка, основной рабочий шпиндель, электродвигатель, шкив электродвигателя, должны быть динамически сбалансированы как по отдельности, так и в сборе. О произведённой балансировке говорит наличие балансировочных отверстий. Есть ещё один способ проверки: положить руку на работающий станок- вибрацию от несбалансированных деталей вы почувствуете сразу.
. Точность выставления шпинделей. Она характеризуется точностью исполнения ходовых винтов, исключающих люфты. Точность выставления не должна превышать 0,005 мм.
. Надежная система фиксации обрабатываемой заготовки в станке. Она исключает биение детали влево - вправо и вверх- вниз по ходу заготовки. Данная функция обеспечивается надлежащим количеством подающих роликов и прижимных башмаков (например, на шестишпиндельном станке должно быть не менее 9 рядов подающих роликов), а также достаточным количеством боковых подающих подпружиненных роликов и жестких упоров, и наличием нижних подающих роликов, которые облегчают скольжение заготовки по столу. Межцентровое расстояние между верхними подающими роликами не должно превышать 200-250 мм, от этого зависит минимальная длина обрабатываемой заготовки. Также нужно обратить внимание на то, что при близком расположении нижних подающих роликов к верхним горизонтальным шпинделям ухудшается точность обработки, так как при попадании на ролик заготовка неизбежно приподнимается и уходит от базы, что приводит к искажению её размеров.
Плавной регулировкой скорости-подачи выбирается подходящий режим обработки, а карданный привод вращения роликов более предпочтителен перед цепным из соображений надежности. Кроме того, усилие прижима должно регулироваться с пульта оператора в зависимости от породы древесины и режимов обработки. Желательно чтобы это была раздельная регулировка для 2-3 подающих каскадов, тогда величину прижима можно идеально установить на каждой последовательной операции фрезерования.
Боковые прижимы необходимы для более точного базирования заготовок во время прохождения всех этапов обработки в четырехстороннем станке. Также в качестве опции может предлагаться автоподатчик, но это оправдано только при очень большой производительности.
. Легкость скольжения заготовки по столу. Её обеспечивают нижние приводные подающие ролики и автоматическая или полуавтоматическая система смазки стола, которая обеспечивает плавность скольжения детали и препятствует налипанию смолы на подающий стол при обработке хвойных пород древесины.
. Биение шпинделя современного станка должно быть в пределах 0,001 мм, что обеспечивается правильным исполнением конструкции шпинделя. Точность можно измерить при помощи индикаторной стойки.
Станок также должен быть удобен в обслуживании и настройке. Все узлы станка должны быть легкодоступны, а для смазки движущихся узлов желательно иметь узел централизованной смазки - это минимизирует время на переналадку и обслуживание станка. Наличие реверса подачи позволяет освободить заготовку из зоны резания при заклинивании.
К готовой продукции предъявляются серьезные требования по качеству продукции (шероховатость поверхности, точность геометрических размеров). Существует несколько технических путей решения этой задачи. К примеру, компания Weinig одна из первых применила в четырехсторонних стенках гидрозажим инструмента, когда зазор при посадке выбирается мягкой полой втулкой, заполняемой смазкой под давлением 300атм., а также джойнсер - заточной камень, подтачивающий лезвия в процессе вращения фрезы. Он и выводит их на одну рабочую траекторию. Как один из вариантов повышения жесткости инструментального вала, на него устанавливается контропора, которая поддерживает его консольную часть при вращении.
Рассмотрим четырехсторонние продольно-фрезерные станки отечественного и зарубежного производства.
Четырехсторонние продольно-фрезерные станки фирмы Вайнинг (Германия)
Четырехсторонние продольно-фрезерные станки
предназначены для плоской и профильной обработки пиломатериалов с четырех
сторон за раз.

Рисунок 1.6 - Общий вид станка “Profimat 26
Super”

Рисунок 1.7 - Общий вид станка ‘Hydromat 23 C’
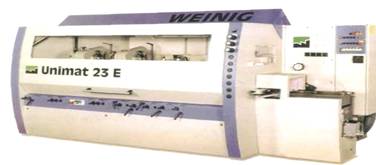
Рисунок 1.8 - Общий вид станка ‘Unimat 23 E’
Технические характеристики станков представлены
в таблице 1.1
Таблица 1.1 - Технические характеристики
|
Параметры |
Модель |
|||
|
|
Unimat 300 |
Profimat-26S |
Unimat 23EL |
Hydromat 23 |
|
Размер заготовки, мм: ширина толщина |
13...230 6...120 |
20...23 8...120 |
20...230 8...120 |
20...230 8...160 |
|
Кол-во фрезерных головок, шт. |
4...5 |
4...6 |
5...9 |
5...10 |
|
Частота вращения фрезерных головок, об/мин. |
6000 |
6000 |
6000 |
6000 |
|
Величина подачи, м/мин |
8 |
5...24 |
6...36 |
6...80 |
|
Мощность, кВт. |
15 |
29 |
27,2 |
27 |
|
Габаритные размеры станка, мм: длина ширина высота |
2970 1500 1400 |
3319 1592 1550 |
4103 1760 1600 |
6200 1850 1600 |
Четырехсторонние продольно-фрезерные станки
С16-1, С16 2, С16Ф. Предназначены для плоскопрофильной обработки досок и
брусьев и используются на мебельных, строительных и других деревообрабатывающих
предприятиях (рисунок 1.9)
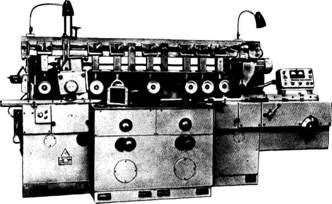
Рисунок 1.9 - Общий вид станка С16-1
Технические характеристики станков представлены
в таблице 1.2
Таблица 1.2 - Техническая характеристика
|
Параметры |
Модель |
|||
|
|
С10-2 |
С16-1 |
С16-2 |
С16Ф-1 |
|
Размеры обрабатываемого материала, мм: - ширина - толщина |
15 100 6…50 |
32…160 10…80 |
32…160 10…80 |
32…160 10…80 |
|
Скорость подачи, м/мин |
3…30 |
8…40 |
8…40 |
8…40 |
|
Суммарная мощность двигателей, кВт |
16,6 |
21,5 |
30,0 |
31,0 |
|
Габариты станка, мм длина ширина высота |
3100 1250 1500 |
3200 1650 1550 |
3950 2050 1550 |
5000 2050 1550 |
|
Масса станка, кг |
3800 |
3300 |
3800 |
4600 |
Четырехсторонние продольно-фрезерные станки модели С16-42, С16-43М, С16-51, С25-4АМ, С25-5А.09, С26-2Н (ООО «Боровичский завод деревообрабатывающих станков»).
Станки предназначены для плоскопрофильного фрезерования различных прямоугольных и фасонных видов пиломатериалов, в том числе для изготовления, профилированного домостроительного бруса. Заготовка обрабатывается одновременно с четырёх сторон при постоянной механической подаче.
Применяется для изготовления строительно-столярных изделий, мебельных производств, разные виды деревянного строительства. Станки имеют четыре суппорта: нижний, правый, левый, верхний, и некоторые модели оснащены калевочным суппортом. Боковые и верхние фрезы и калёвочные головки могут выполнять профильные работы. Для разрезания заготовки по ширине на шпиндель калевочной головки можно прикрепить дисковую пилу.
Суппорт калёвочной головки необходим для работы в нижнем положении. Все технологические узлы станка закреплены на тяжелой литой станине из чугуна, способного гасить вибрацию вращающегося инструмента.
Подача заготовки в станке имеет рассредоточенный тип, с размещением подающих роликов как сверху так и снизу, кроме того на верхних роликах накатаны рифления, обеспечивающие надежное закрепление материала.
Передние и задние прижимы просты в настройке и обеспечивают точное базирование, имеют направляющий элемент, и предотвращают вырыв изделий на выходе или входе в зону резания.
Конструкция станка обеспечивает быструю переналадку фрез на заданный размер. Когтевая защита исключает возможность обратного выброса заготовки.
Все фрезы имеют защитные кожухи, которые одновременно являются стружкоприёмниками с патрубками для подсоединения к пылеулавливающим агрегатам.
Станки изготавливаются в климатическом
исполнении УХЛ 4

Рисунок 1.10 - Общий вид С16-42
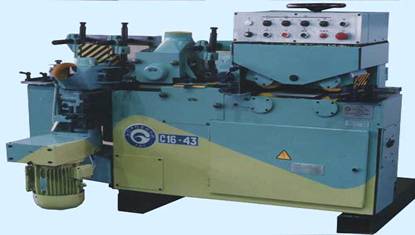
Рисунок 1.11 - Общий вид С16-43М

Рисунок 1.12 - Общий вид станка С-16-51
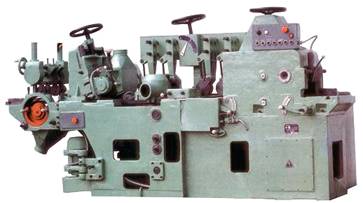
Рисунок 1.13 - Общий вид С25-4АМ
Технические характеристики данных станков
заносим в таблицу 1.3
Таблица 1.3 - Технические характеристики
|
Параметры |
Модель |
|||||
|
|
С16-42 |
С16-43М |
С16-51 |
С25-2Н |
С25-5А.09 |
С25-4АМ |
|
Размер обрабатываемой заготовки, мм - ширина - толщина |
32-160 10-100 |
32-160 10-125 |
32-160 10-125 |
50-250 12-160 |
55-260 20-230 |
50-260 10-125 |
|
Количество фрезерных головок, шт. |
4 |
4 |
5 |
5 |
5 |
4 |
|
Частота вращения фрезерных головок, об/мин |
6000 |
6000 |
5600 |
5600 |
5600 |
5000 |
|
Величина подачи, м/мин |
7-13 |
10,15,20 |
7-35 |
7-35 |
7-35 |
10-40 |
|
Мощность, кВт |
17,5 |
20,5 |
42,6 |
49,6 |
60,1 |
28 |
|
Габарит, мм: - длина - ширина - высота |
2900 1370 1435 |
2315 1475 1435 |
4950 1370 1840 |
4770 1560 1870 |
4770 1560 1870 |
2900 1400 1500 |
|
Масса, кг |
2100 |
1500 |
4950 |
5200 |
5200 |
3265 |
Станки Beaver (рисунок 1.14) особенности
станков: скорость вращения шпинделей от 6000 об/мин и выше, высоконадежная
подача заготовки с пневмоприжимами, централизованная система смазывания
трущихся элементов, мощные двигатели, позволяющие снимать больший припуск,
поворотный универсальный шпиндель. Компактное размещение всех узлов и агрегатов
и длинная база станка делают возможным его использование в любых
технологических цепочках, где требуется четырехсторонняя ![]() обработка.
обработка.