Материал: Современные тенденции развития деревообрабатывающего станкостроения
Современные тенденции развития деревообрабатывающего станкостроения
Содержание
Введение
. Обзор литературных источников
.1 Современные тенденции развития деревообрабатывающего станкостроения
.2 Целесообразность модернизации оборудования
. Модернизация деревообрабатывающего продольно - фрезерного станка с25-4Ам
.1 Технико-экономическое обоснование проекта
.2 Модернизация механизма подачи
.3 Выбор инструмента
. Конструкторская часть
.1 Расчёт режимов резания
.1.1 Определение скорости подачи
.1.2 Дополнительные данные для расчета силовых характеристик
.1.3 Расчет высоты снимаемого слоя по мощности механизма резания
.2 Расчет сил сопротивления подаче
.2.1 Нижняя горизонтальная фреза
.2.2 Верхняя горизонтальная фреза
.2.3 Правая вертикальная фреза
.2.4 Левая вертикальная фреза
.3 Полное сопротивление подаче всего станка
.4 Тяговая способность органов подачи
.5 Потребная мощность привода механизма подачи
.6 Усилие прижима
.7 Проверка вала на выносливость
.8 Кинематический расчет
. Технологическая часть
.1 Описание конструкции и обозначение детали
.2 Анализ технологичности конструкции детали
.3 Выбор метода изготовления заготовки и ее формы
.4 Расчет припуска на обработку для выбранной заготовки
.5 Маршрутная карта обработки заготовки
.6 Выбор допустимого оборудования для обработки детали
.7 Предварительное нормирование времени выполнения операций
.8 Определение типа и формы организации производства
.9 Выбор состава технологических переходов
.10 Выбор оптимальных режимов резания
.11 Уточненное нормирование времени изготовления детали
Заключение
Список использованных источников
Приложение
Введение
деревообрабатывающий фрезерный станок резание
Древесина - это материал, который человек стал использовать на самых ранних стадиях своего существования, поэтому современное развитие человеческого общества связано с использованием древесины в быту, строительстве и искусстве.
В настоящее время из древесины изготавливают до тысячи наименований продукции. Это стало возможным за счет эффективного использования древесины и сочетания ее с новыми материалами, что позволило улучшить ее свойства.
Основное достоинство древесины как природного материала заключается в том, что ее ресурсы восстанавливаются.
В настоящее время лесная отрасль еще далека от полного освоения, доступной стране, ресурсной базы. Одной из основных проблем медленного темпа освоения деревообрабатывающей промышленности, является устаревшая производственно - техническая база. В результате устаревших технологий падает производительность, и как следствие конкурентоспособность, как на мировом рынке так и внутреннем из за насыщения импортом.
Наиболее востребованным на сегодняшний день сегментом деревянного строительства является малоэтажное домостроение
Перспективность деревянного строительства обуславливается также усилением значения экономических, экологических и социальных факторов, а также тем, что древесина является, пожалуй, единственным возобновляемым экологически чистым природным материалом. Для России древесина является к тому же традиционным строительным материалом, что еще более увеличивает возможность ее использования в деревянном домостроении индустриального масштаба. На ее территории сосредоточено более трети мировых запасов (81,6 млрд. куб. метров) леса, основную массу которых (78%) составляют хвойные породы, которые наиболее пригодны для строительства.
Важной проблемой лесной и деревообрабатывающей промышленности является улучшение использования лесосырьевых ресурсов путем повышения качества и увеличения срока службы изделий из древесины. В результате неизбежно возникает необходимость использования новейшего зарубежного оборудования и правильной его расстановки по местам, где оно будет использовано в дальнейшем и безопасным для людей, работающих на нём.
Главные задачи лесопильной промышленности:
Снижение времени производства пиломатериала, путем усовершенствования оборудования и оптимизации производственных процессов;
Грамотный раскрой пиломатериалов, для получения минимума отходов, а так же переработка отходов производства в клееные стройматериалы либо топливные элементы;
Разработка широкой линейки форм, размеров и видов выпускаемой продукции, путем внедрения новых станков и технологий, а так же модернизируя старые.
Все же основным направлением является подъём технической составляющей, такими способами как внедрение новейших разработок инструмента, технологических узлов и электрооборудования.
Глубокая переработка древесины на территории
России и Программа малоэтажного строительства - вот те направления, заданные
российским правительством, которые сейчас являются «двигателем» отечественной
деревообработки. Так, сегодня, в связи с колоссальным увеличением потребности в
экологически чистом жилье, резко возросла популярность такого вида строительных
материалов, как клееный и цельный брус, различного вида погонажных изделий.
Такие задачи возлагаются во всем мире на четырехсторонние продольно-фрезерные
станки.
1. Обзор литературных источников
.1 Современные тенденции развития
деревообрабатывающего станкостроения
Четырёхсторонние продольно - фрезерные станки предназначены, главным образом, для плоской и плоско-профильной, а также продольно-фасонной обработки заготовок одновременно с четырех сторон за один проход в заданный размер и с заданным профилем.
Станки данной группы подразделяются на:
Лёгкие - для изготовления профильных столярных и мебельных деталей до 160 мм шириной.
Средние - для обработки профильных деталей и столярных плоских до 250 мм шириной.
Тяжелые - для обработки погонажа пиломатериалов массового производства до 650 мм шириной.
Первый нижний горизонтальный шпиндель, в четырехсторонних станках, образует базовую ровную поверхность нижней части заготовки. Первый правый вертикальный шпиндель образует базовою поверхность на боковой стороне заготовки. Верхний горизонтальный и левый вертикальный шпиндели формообразуют профиль детали в заданный размер. В зависимости от модели и предназначения станка, шпиндели могут конструироваться напротив друг друга или последовательно. Тяжелые и средние модели станков могут оборудоваться дополнительными горизонтальными и вертикальными шпинделями для резки профиля с любой стороны или распиливания детали дисковыми пилами вдоль на бруски или доски. Количество устанавливаемых шпинделей выбирается в зависимости от требуемой шероховатости, сложности профиля и величины допустимой погрешности размера. Станки данной группы могут иметь до 10 шпинделей.
Шпиндельным узлом на четырехстороннем станке является стальная гильза, в выточку которой на подшипниках качения повышенной точности, установлен динамически сбалансированный шпиндель с предварительным натягом. На консольной части шпинделя делается посадочная шейка под режущий инструмент, для горизонтальных шпинделей 180-250 мм длиной, для вертикальных шпиндельных узлов 120-140 мм длинной. Частота вращения шпинделей варьируется в пределах 5000-12000 об/мин. Шпиндели приводятся во вращение посредством электродвигателя - с помощью плоской или плоскозубчатой ременной передачи. Радиальное биение посадочной шейки шпинделя не должно превышать 1-2 микрон. Как правило на посадочную шейку устанавливают ножевую головку либо насадную фрезу. Тяжелые и средние станки оборудуются устройствами для динамической прифуговки режущего инструмента. Осуществляется данная прифуговка мягким абразивным материалом, для прямых и профильных ножей на рабочей частоте оборотов, позволяя вывести на одну плоскость лезвия всех ножей.
Шпиндельные узлы выполняются необслуживаемыми, потому что в их подшипники на весь срок эксплуатации закладывается качественная, пластичная смазка. На некоторых моделях станков режущие ножи устанавливаются непосредственно на вал, питаемого током повышенной частоты, электродвигателя. Настройка перемещения шпинделей по горизонтали и вертикали регулируется с посредством винтовых пар. В тяжелых и средних станках одна из опор, между которыми устанавливаются ножевые головки для придания большей жесткости, выполняется сьёмной, для легкой замены режущего инструмента. В легких моделях станков вертикальные и горизонтальные ножевые головки закрепляются на консоли унифицированного суппорта.
На четырехсторонних продольно-фрезерных станках применяются насадные цельные, составные и сборные фрезы.
Цельные фрезы (рисунок 1.1) изготавливаются из одного куска однородного материала легированной стали (например Х6ВФ, HRCэ=56-60), В следствии чего они имеют отличную балансировку и могут применяться при высоких оборотов шпинделя. Данные фрезы вполне подходят для массовой обработки стандартных поверхностей детали. Могут иметь механические крепления для сменных твердосплавных пластин.
Цельные фрезы подразделяются на:
Затылованные (Имеют скос или закругление задней поверхности зуба)
Незатылованные (С прямым заднем углом).

Рисунок 1.1- Цельная фреза
Составные фрезы (рисунок 1.2) состоят нескольких
цельных для получения сложных (двухсторонних) профилей.


Рисунок 1.2 - Составные фрезы
Сборные фрезы (рисунок 1.3) тело которых
изготовлено из инструментальной стали, имеют посадочные гнезда для сменных
ножей из специальных устойчивых к износу сплавов. При чистовой фрезеровке
сложных профилей за проход используют ножевые и строгальные гидрозажимные
головки со сменными пластинами.
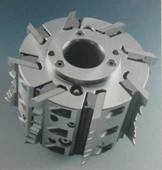


Рисунок 1.3 - Сборные фрезы
Режущие пластины являются сменными режущими элементами ножевых головок. Центробежно-клиновое крепление - нож держится подтягиваемой клиновой планкой; в следствии данного способа крепления, центробежные силы влияющие на клин во время работы не дадут выпадать ножам, даже если клины не затянуты. Материал пластин - сталь 8Х1НФТ или ХВ62С, HRC=57 - 61. Материал корпуса ножей - сталь У8.
Механизм подачи четырехсторонних продольно-фрезерных станков разделяют на две базисные группы: распределенные и сосредоточенные. По сосредоточенной схеме (рисунок 1.4 а) подающий механизм находится перед ножевыми головками и заготовки проходя через станок, подталкивают друг друга торцами. Электродвигатель осуществляет привод подающих нижних 4 и верхних 3 вальцов через клиноременный вариатор, затем червячный редуктор, а в последствии цепную и зубчатую передачи. Боковые прижимы к направляющим линейкам 7 заготовок, сначала осуществляются плоскими пружинами 10, а в последствии роликовыми прижимами 11, верхний прижим обеспечивается подпружиненными роликами 2.
Ввиду того что, по сосредоточенной схеме подачи, тяговое усилие развивается всего лишь двумя парами прижимных валиков, то необходима усиленная величина их давления на древесину заготовки, что может привести к смятию и пробуксовке заготовки. Поэтому при сосредоточенных схемах будут надежнее двухконвейерная и вальцово-конвейерная подачи.
По распределённой схеме (рисунок 1.4 б) подающих валиков 3 гораздо больше (8-14), и они равномерно расположены по всей подающей линии станка. В данном случае подающее усилие, которое развивается суммарно всеми вальцами, достаточно для преодоления силы сопротивления режущих кромок обрабатывающего инструмента. Конструктивные особенности вальцов позволяют обрабатывать даже короткие заготовки, но не менее 200 мм. Хорошо чувствуются достоинства распределенной подачи, при обработке заготовок со скосами на торцах. Поверхность, которой вальцы соприкасаются с заготовкой, называются рабочей поверхностью, она делается с рифлениями, обрезиненной или гладкой (рисунок 1.5).
При подготовке фрез к работе проводят
статическую балансировку. Для фрез диаметром 120-180 мм дисбаланс допускается
до 3-5 г·см.
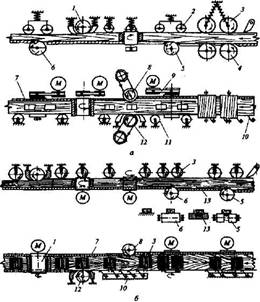
Рисунок 1.4 - Принципиальные схемы
четырёхсторонних продольно-фрезерных станков: а- с сосредоточенной подачей; б-
с распределённой подачей
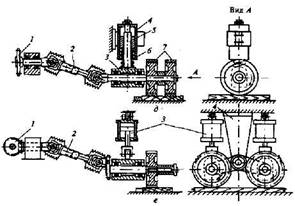
Рисунок 1.5 - Вальцовые подающие механизмы
четырехсторонних продольно-фрезерных станков
Приводы подающих заготовку вальцов выполняется в основном от электродвигателя, в некоторых случаях используют привод от гидромотора, но данный вид привода чаще всего используется в тяжелых станках. Передают крутящий момент от мотора в основном через клиноременный вариатор, сдвоенные цепные передачи или карданные валы и червячные редукторы. В современных станках в основном используют более перспективный способ регулирования скорости подачи - электронный, так же используются вариаторы с плавным переключением режимов подачи. Для тяжелых четырехсторонних фрезерных станков скорость подачи имеет диапазон колебаний до 80 м/мин и даже до 200 м/мин, средних и легких станков 5-45. При скорости подачи выше 30 м/мин ручная загрузка деталей в станок практически невозможна, в таком случае четырехсторонние фрезерные станки оборудуют автоматическими устройствами загрузки.
В некоторых случаях, для увеличения тяговой способности механизма подачи устанавливают дополнительные нижние приводные вальцы, что приводит к снижению трения заготовок об стол и другие базовые поверхности станка на входе заготовки в станок или на выходе готовой детали. Другим способом уменьшить сопротивление сил трения - эффект «воздушной подушки». Для создания данного эффекта в столах некоторых станков сверлятся отверстия через которые подается сжатый воздух под давлением 0,2-0,3 Мпа, который заполняет пространство между столом и заготовкой.
Четырехсторонние станки, оснащенные большим числом шпинделей, подающими и прижимными механизмами, должны иметь возможность быстрой регулировки, переналадки и настройки станка. Все современные станки оборудованы центральной панелью управления, которая находится, как правило, на фронтальной части станка, на которую вынесены все органы управления настройками режимов резания, силы прижима и регулировки ножевых головок. Все прижимные элементы и верхние ножевые головки объединены в одном блоке. Толщина изготавливаемых изделий задает настройку блока управления по высоте, для удобства рабочего. Через червячные передачи и винтовые пары с помощью серводвигателя, регулируется автоматическая настройка блока управления по высоте. Контроль положения управляющего блока осуществляют специальные отсчетные устройства, имеющие точность до 0,1 мм, учитывающие так же диаметр используемого инструмента. Этим же отсчетным устройством устанавливается ширина обработки детали. Так же данный блок может быть при необходимости наклонен на угол вплоть до 30 градусов, например для обрабатывания деталей несимметричных форм в сечении. Помимо этого, производится точная независимая подстройка верхних ножевых головок на одну плоскость, для более точной обработки заготовок в необходимый размер и шероховатость.