Материал: Современные тенденции развития деревообрабатывающего станкостроения
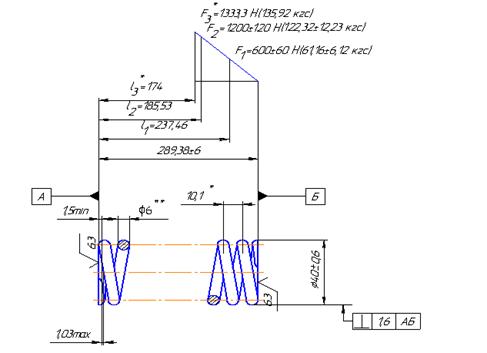
Рисунок 3.3 - Параметры пружины сжатия
Вал ведущий
Схема нагрузок на приводной вал в процессе
работы (рисунок 3.4)
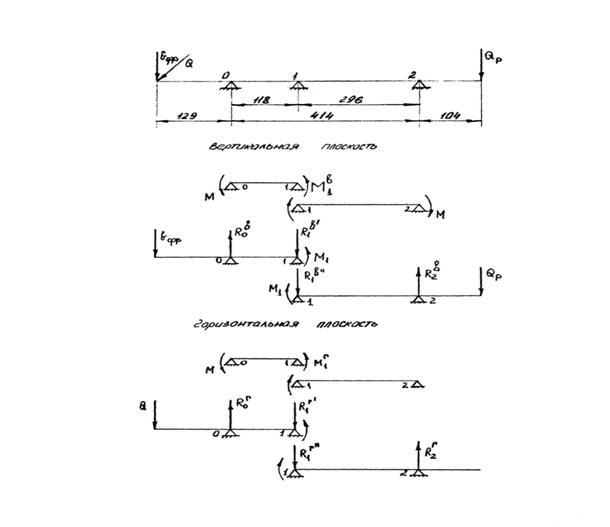
Рисунок 3.4 - Расчетная схема
Вертикальная плоскость:
Загружение первого пролета:
 ; (3.34)
; (3.34)
 ,
,
где ![]() м;
м;
![]() м;
м;
![]() м;
м;
![]() -грузовые
коэффициенты определяем согласно силовой схеме:
-грузовые
коэффициенты определяем согласно силовой схеме:
![]() ;
;
![]()
Загружение второго пролета:
 ; (3.35)
; (3.35)
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Суммарные опорные моменты:
![]()
Реакции опор в вертикальной плоскости:
Балка 0-1:
 (3.36)
(3.36)

Балка 1-2:
 (3.37)
(3.37)

Суммарные реакции в вертикальной плоскости:
![]() ;
;
![]() ;
;![]()
![]() .
.
Горизонтальная плоскость:
Загружение первого пролета
 ;
;
![]() ;
;
![]() .
.
Загружение второго пролета: ![]()
Реакции опор в горизонтальной плоскости:
Балка 0-1:


Балка 1-2:
Суммарные реакции:
![]() ;
;
![]() ;
;
![]() .
.
Результирующие реакции:
![]()
![]()
![]()
Изгибающие моменты в вертикальной плоскости:
![]() ;
;
![]() ;
;
![]() .
.
Изгибающие моменты в горизонтальной плоскости:
![]() ;
;
![]() ;
;
![]() .
.
Результирующие изгибающие моменты:
![]() ;
;
![]() ;
;
![]() .
.
.7 Проверка вала на выносливость
Напряжение изгиба и кручения:
 ; (3.38)
; (3.38)
 ,
,
где ![]() изгибающий
и крутящий моменты на валу,
изгибающий
и крутящий моменты на валу,
![]() =58 Мпа,
=58 Мпа, ![]() =8,7
Мпа;
=8,7
Мпа;
![]() момент
сопротивления сечения вала изгибу,
момент
сопротивления сечения вала изгибу, ![]() ;
;
![]() момент
сопротивления сечения вала кручению,
момент
сопротивления сечения вала кручению, ![]() .
.
Коэффициенты концентрации напряжений в данном
сечении (под подшипником):![]() ;
; ![]()
Пределы выносливости вала в данном сечении:
 ; (3.39)
; (3.39)

Коэффициенты запаса прочности по нормальным и
касательным напряжениям:
 ; (3.40)
; (3.40)
 ,
,
где ![]() амплитуда
напряжений цикла:
амплитуда
напряжений цикла:
![]() ;
;
![]() ;
;
![]() среднее напряжение
цикла:
среднее напряжение
цикла:
![]()
![]()
Общий коэффициент запаса прочности вала:
 , (3.41)
, (3.41)
где ![]() -
допускаемый запас прочности вала,
-
допускаемый запас прочности вала, ![]() =
2
=
2
.8 Кинематический расчет
Требуемая угловая скорость вращения вальца при
скорости подачи U=7,5 м/мин:
 , (3.42)
, (3.42)
где U - скорость подачи , U=7,5 м/мин =0,125 м/с;
![]() диаметр вальца,
диаметр вальца, ![]() 180
мм.
180
мм.
Синхронная частота вращения вала двигателя:
 об/мин , (3.43)
об/мин , (3.43)
где f - частота питающей сети, f=50 Гц;
Р - число пар полюсов, р=2.
Принимается электродвигатель 4А112М4/1445, N=5,5 кВт, n=1500 об/мин, КПД = 82 %
Требуемое передаточное число передачи:
 ; (3.44)
; (3.44)
 ,
,
где ![]() -
угловая скорость вращения вала двигателя:
-
угловая скорость вращения вала двигателя:
![]() рад/с (3.45)
рад/с (3.45)
Согласно полученным расчетам изображаем
графически кинематическую схему привода ведущего вала (рисунок 3.6)
Рисунок 3.6 - Кинематическая схема: 1- частотный
преобразователь; 2- электродвигатель; 3- муфта упругая втулочно-пальцевая; 4-
цилиндрический редуктор; 5- звёздочка Z1=17; 6- цепь втулочно-роликовая
Р=18,875; 7- звёздочка Z2=45; 8- зубчатое колесо Z1=25; 9- зубчатое колесо
Z2=35; 10- подшипник; 11- валец
Разбивка передаточного числа:
На станке имеется цилиндрическая зубчатая
передача:
 (3.46)
(3.46)
![]()
Имеется цепная передача:
 (3.47)
(3.47)
![]()
Принят редуктор с передаточным числом ![]()
Общее передаточное отношение привода:
![]()
Действительная угловая скорость вращения вальца:
 ; (3.48)
; (3.48)
Действительная окружная скорость вращения
вальца:
![]() ; (3.49)
; (3.49)
Действительная частота вращения вальца:
 об/мин (3.50)
об/мин (3.50)
Требуемая частота вращения вальца:
 об/мин
об/мин
Отношение действительной частоты вращения вальца
к требуемой:
 (3.51)
(3.51)
Отсюда, требуемая частота тока при минимальной скорости подачи:
 Гц (3.52)
Гц (3.52)
Отношение максимальной скорости подачи к
минимальной:
Тогда требуемая частота тока при максимальной подаче:
![]() Гц
Гц
Отсюда получаем диапазон регулирования
частотного преобразователя: 26,5 - 148,4 Гц., обеспечивающий минимальную и
максимальную скорость подачи, но, учитывая скольжение двигателя S=3,7 %,
окончательно получаем диапазон регулирования: 27,5 - 154 Гц.
4. Технологическая часть
.1 Описание конструкции и обозначение детали
В данной контрольной работе представлена деталь вал, изготовленный из стали 45 ГОСТ 1050-88 (таблицы 4.1 - 4.2), которая считается одной из самых стойких конструкционно - углеродистых качественных сталей, так как она хорошо подвержена нормализации, улучшению и так же хорошо подвержена поверхностной термической обработке для повышения прочности и износостойкости поверхностного слоя металла. Данную сталь применяют для производства различных шестерен, бондажей, зубчатых реек, коленчатых и распределительных валов, шпинделей, фрикционных дисков, и еще множества других деталей не имеющих специальных требований к эксплуатации. Широко применяется сталь 45 в производстве режущих инструментов в качестве оправок и держателей.
Марка - 45;
Заменитель - 40Х, 50, 50Г2;
Классификация - сталь конструкционная
углеродистая качественная.
Таблица 4.1 - Состав стали 45
|
С % |
Si % |
Mn % |
S |
P |
Ni % |
Cr % |
|
|
|
|
% не более |
% не более |
|
|
|
0,4…0,5 |
0,17…0,37 |
0,5…0,8 |
0,045 |
0,045 |
0,30 |
0,30 |
Таблица 4.2 - Изначальные механические свойства материала
|
Марка Стали |
Свойства после нормализации |
НВ После отжига |
СИ Мдж м2 |
||||
|
|
sв |
sО2 |
d |
Y |
НВ |
|
|
|
|
Мпа |
% |
|
|
|
||
|
45 |
610 |
360 |
16 |
40 |
229 |
197 |
0,5 |
Сталь 45 ГОСТ 1050-88 является углеродистой
доэвтектоидной сталью, значит для ее термообработки лучше применить улучшение,
которое заключается в нагреве детали до температуры 820…840 °С
с последующим быстрым охлаждением и дальнейшим высокотемпературным отпуском. В
результате термообработки деталь будет иметь повышенную твердость. Середина
вала остается вязкой, т.к. сталь 45 имеет прокаливаемость 10…15 мин, а это
обеспечит высокую ударную вязкость (при необходимости) и устойчивость вала к
различным видам нагрузки. В результате термообработки изменяются свойства
стали, которые приведены в таблице 4.3
Таблица 4.3 - Механические свойства стали 45 после улучшения
|
Марка стали |
sВ |
sО2 |
d |
y |
|
|
МПа |
% |
||
|
45 |
800 |
650 |
16 |
50 |
В связи с особенностями конструкции деталь в разных местах будет иметь различные обоснованные квалитеты точности в соответствии с принятыми эксплуатационными особенностями.
Требования:
качество изделия;
технологичность;
соосность (очень высокая точность).
Описание изделия.
Деталь имеет в своем составе следующие поверхности:
Наружная цилиндрическая поверхность валика:Ø45;Ø55;Ø44;Ø45.
2 торца имеющие шероховатость 6,3 мкм.
фаски 1,5 х45°.
канавки с радиусами.
шпоночных паза 14х45х5,5.
На валу также находится четырехгранник 36мм.
Наиболее ответственными и точными являются
наружные поверхности вала.
.2 Анализ технологичности конструкции детали
Он оценивается по цеховой себестоимости изготовления детали (технологичность). Чем технологичнее деталь, тем ниже себестоимость ее изготовления.
В виду отсутствия экономических сведений оценка технологичности произведена (выполнена) по системе показателей, связанных с конструкцией детали.
Материал детали технологичен.
Заготовка может быть приближена к готовой детали по форме и размерам. Расход материала обработкой резания не велик. Конструкция детали технологична.
Виды обработки: токарная, фрезерная, термообработка, кругло-шлифовальная.
Возможно использование универсальных приспособлений:
токарный станок - патрон, люнет, вращающийся центр;
фрезерный станок - тиски;
термообработка- печь индукционного нагрева.
круглошлифовальный станок - поводковый патрон, жесткий упорный центр.
Режущие инструменты. Возможность использования стандартных режущих инструментов.
Центровальное сверло;
Проходной упорный резец;
Проходной отогнутый резец 45 .3