Материал: Сборник трудов победителей конкурса на лучшую научную работу студентов и аспирантов ВГТУ
этого окончательно выйти из строя, нанеся существенный экономический ущерб.
Это обуславливает необходимость обязательного проведения тепловых расчѐтов: опытные образцы не покажут перегрузок и нарастающей «усталости» светильника. Такие расчѐты проводит уже зарекомендовавшая себя в тепловом проектировании высокомощной силовой электроники компания «Радиоэлком».
Ввиду того, что уличные фонари из-за пыли не оснащаются вентиляторами, осуществить тягу воздуха можно с помощью перепада давлений, вызываемого разницей температур. Как известно, горячий воздух поднимается вверх, поэтому, если мы немного наклоним радиатор (достаточно 20-30°), то сможем обеспечить движение воздуха внутри радиатора. На рисунке 4 показаны скорости воздуха, на рисунке 5 – температурное распределение по контактной поверхности.
Рис.4. Векторы скоростей воздуха
Рис.5. Температура контактной поверхности Как видно, температурное пятно сместилось,
что свидетельствует о движении воздуха в радиаторе (приподнятый край будет более горячим, т.к. воздух нагревается, проходя через радиатор), максимальная температура снизилась примерно на 10°С. В зависимости от этого смещения теплового пятна рекомендуется располагать и сами матрицы, с тем, чтобы сделать его как можно более равномерным.
Однако, данная конструкция не обеспечит необходимой защиты от осадков, т.к. по сути, отверстие выхода воздуха не закрыто. Часто эту проблему решают, закупоривая входное и выходное отверстия заглушками и проделывая вентиляционные отверстия в плите радиатора (на контактной поверхности). Это эффективно спасает от осадков, однако, снова затрудняет движение
41
воздуха и способствует повышению температуры
(рис. 6-7).
Рис.6. Векторы скоростей воздуха
Рис.7. Температура контактной поверхности Таким образом, при проектировании
конструкции уличного светильника необходимо обязательно обеспечиваться поток воздуха внутри его радиатора. Одним из варинтов решения данной проблемы является рассмотренный в статье наклон светильника. Помимо описанных в статье конструктивных особенностей охлаждения уличных светильников, существует ещѐ целый ряд препятствующих хорошему теплообмену факторов: геометрия профиля радиатора, вентиляционные решетки, фильтры, геометрия кожухов и корпусов светильников, нагромождения микросхем и плат управления, неверно расставленные подложки и т.д. Все эти факторы можно учесть только проведя тепловой расчѐт либо масштабные по времени лабораторные исследования. Однако, существенным преимуществом теплового моделирования является куда большая скорость получения результатов (не нужно ждать полгода-год, чтобы узнать, что система охлаждения не справляется и требует доработки или, что встречается чаще – излишне массивна и как следствие сильно увеличивает стоимость всего светильника).
Литература 1. Алямовский А.А. Инженерные расчѐты в
SolidWorks Simulation / А.А. Алямовский. – М.: ДМК Пресс, 2010. 464 с.
Алямовский А.А. SolidWorks. Компьютерное моделирование в инженерной практике / А.А. Алямовский. – СПб.: БВХ-Петербург, 2005. 800 с.
УДК 538.951: 621.6.
НАНОКОМПОЗИЦИОННОЕ УПРОЧНЕНИЕ ЭЛЕМЕНТОВ НАСОСНОГО ОБОРУДОВАНИЯ
Студент группы ПТ-081 Бокарев Евгений Игоревич Студенты группы ПТ-091 ГоринДаниил Сергеевич, Яриков Вадим Эдуардович
Аспирант кафедры ФТТ Трегубов Илья Михайлович Руководитель: канд. техн.наук, проф. В.Г. Стогней
Исследован метод химико-термической обработки и метод нанокомпозиционного упрочнения элементов насосного оборудования
В условиях работы оборудования с перекачиваемыми средами, содержащими большое количество включений песка и газа, характерным износов элементов проточной части насоса является абразивный износ. В этом случае насосы могут ухудшить свои основные показатели (КПД, напор и подача) и даже выйти из строя уже через несколько месяцев эксплуатации. Для предотвращения этого используются всѐ более качественные материалы, что существенно удорожает изделия. Поэтому защита от коррозии и износа рабочих элементов насосных агрегатов всегда была и остаѐтся основной проблемой при их эксплуатации.
Наиболее перспективным является химикотермическая обработка деталей или нанесение на поверхности рабочих органов насосов упрочняющих и антикоррозионных покрытий. По статистике поломки насосов в большинстве своем случаются в определенных «слабых» местах. Так почему же эти «слабые» части насосного оборудования не сделать более прочными и износостойкими. Анализируя вышесказанное можно сделать вывод, о перспективности развития данного направления для насосостроения. Направление защиты от коррозии и износа рабочих поверхностей проточной части насосов - рабочих колѐс, корпусов секций, нанесением специальных покрытий, позволяет существенно уменьшить влияние агрессивной среды и абразива, последнее может обеспечиваться увеличением твѐрдости материала узлов оборудования. Износостойкие покрытия во много раз продлевают ресурс даже в самых осложнѐнных условиях.
На данный момент применяются различные методы поверхностного упрочнения - азотирование, цементация, хромирование (и др. гальвано-методы), микродуговое оксидирование, высокотемпературные напыления с помощью плазматронов, газопламенных горелок, электродуговых металлизаторов, детонационных установок, высокочастотных и индукционных генераторов и др.
Самыми распространенными методами химико-термической обработки являются азотирование и цементация. Цементацией называется технологический процесс диффузионного насыщения углеродом поверхностного слоя металла. Обычно после цементации сталь подвергают закалке и низкому
отпуску. После такого комплексного процесса структура материала хорошо сопротивляется износу. Азотированием называют процесс диффузионного насыщения азотом поверхностной зоны деталей. Азотирование применяют для повышения износостойкости и предела выносливости деталей машин [1]. Азотирование происходит в атмосфере аммиака под воздействием высоких температур, что приводит к деформации упрочняемой детали и необходимости в еѐ последующей обработке – правке, обточке, в результате которой нарушается азотированная рабочая поверхность и резко снижается еѐ износокоррозионная стойкость. Но в последнее время процесс азотирования производится в тлеющем разряде, где существенно снижается время, затрачиваемое на насыщения поверхности детали азотом и азотированный слой получается более равномерным, чем при азотирование в атмосфере аммиака.
Покрытия, полученные методом микродугового оксидирования, представляют собой пористую керамику сложного состава, которая образуется за счѐт окисления поверхности металла и включения в состав покрытия элементов электролита, в среде которого происходит процесс. Эти покрытия обладают рядом промышленно значимых качеств, в большинстве случаев сходными с качествами других покрытий: износостойкость, коррозионная стойкость, термостойкость, низкая диэлектрическая проницаемость, но характеризуются высоким значением шероховатости и растрескиваемостью при деформациях покрытого материала.
На сегодняшнее время весьма распространено восстановление и упрочнение различных типов деталей методом наплавки или газотермического напыления. Наплавка — это нанесение слоя металла или сплава на поверхность изделия посредством сварки плавлением. Восстановительная наплавка применяется для получения первоначальных размеров изношенных или поврежденных деталей. Газотермическое напыление включает группу методов нанесения покрытий, общей особенностью которых является создание высокотемпературной газовой струи, подачу в нее напыляемого материала (порошка проволоки, шнуров прутков), его расплавление, ускорение, перенос и осаждение
42
расплавленных частиц на поверхности обрабатываемой детали [2].
Задача наших исследований и экспериментов заключается в поиске сразу некоторых оптимальных методов упрочнения насосного оборудования. Из методов химико-термической обработки нами был выбран метод азотирования.
Нами был проведѐн анализ различных методов азотирования: в постоянной плазме в атмосфере азота, в высокочастотной плазме в атмосфере азота, и азотирование в тлеющем разряде. Для этого были отданы образцы
легированной |
стали |
12Ч18Н10Т |
для |
их |
|||
последующего |
азотирования. |
Азотирование |
|||||
производилось |
на |
|
оборудовании |
НАУ |
|||
Белгородского |
государственного |
университета |
и |
||||
ФГУП |
"Всероссийский |
электротехнический |
|||||
институт им. В.И. Ленина". Наиболее лучше себя показало азотирование в тлеющем разряде, т.к. оно характеризуется наиболее равномерным распределением твѐрдости по всей поверхности, этому методу не важны размеры и форма образцов и требуется менее сложное оборудование для
поддержания процесса. |
|
|
|
|
Предварительно |
проведѐнные |
нами |
||
исследования |
показывают, |
что |
благодаря |
|
наноструктуре |
композиционные |
покрытия |
||
(Co45Fe45Zr10)x(Al2O3)100-x |
обладают в 5 раз большей |
|||
микротвѐрдостью |
(в |
сравнении со |
сталью |
|
12Х18Н10Т (нержавеющая сталь) на |
которую |
|
наносилось покрытие) и в 100 раз |
большей |
|
износостойкостью. |
Применение |
|
нанокомпозиционных покрытий позволит продлить срок работы насосного оборудования в несколько раз. Этот результат можно получить, если нанести нанокомпозиционные покрытия на слабые части
насоса. |
Огромным |
преимуществом |
нанокомпозиционных покрытий |
для упрочнения |
|
элементов насосного оборудования является их универсальность. Варьируя состав нанокомпозиционного покрытия, мы можем добиваться любых нужных нам свойств покрытий: антикоррозионное покрытие, покрытие с большой твердостью (для перекачки абразива), покрытия с увеличенным коэффициентом трения (чтобы деталь хорошо сопротивлялась износу при трении) и
т.п.[3].
В ближайшее время будет произведена проверка работоспособности упрочняющих покрытий непосредственно в реальных условиях эксплуатации. Покрытия будут нанесены на втулки насосов ЦН 400/105, работающих на котельной ВАСО, отапливающей жилой микрорайон ВАИ города Воронежа. Напыление нанокомпозиционного покрытия будут производиться на установке ионнолучевого распыления. Ранее на этой же установки были проведены эксперименты по проверке наноструктурированного композита (Co45Fe45Zr10)х(Al2O3)100-х, который наносился на
поверхность |
ситалла. |
Исследование |
|
износостойкости |
ситалловой |
подложки |
и |
композиционных покрытий (Co45Fe45Zr10)х(Al2O3)100- х, показало, что износостойкость композитов на два
43
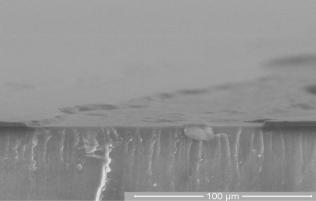
порядка выше износостойкости ситалла. Для ситалла фактор износа составил: 2,0×10-4 и 2,3×10-4 мм3Н-1м-1, при прикладываемой нагрузке на контртело 2 и 4 Н соответственно. Увеличение нагрузки от 2 до 4 Н приводит к разрушению композиционного покрытия (рисунок). По всей видимости, разрушение, пленки происходит вследствие низкой адгезии покрытия к подложке.
Вид ситалловой подложки с нанесенным покрытием нанокомпозита (Co45Fe45Zr10)38(Al2O3)62 после испытаний при нагрузке на держатель контртела 4 Н
Как мы видим, основная проблем при нанесении нанокомпозиционных покрытий низкая адгезия покрытия к детали. Одна из причин, которая может вызвать отслоения покрытия при невысоких нагрузках, является различные значения модуля упругости, продольной и поперечной деформации и растяжимости покрытия и упрочняемого материала. Чтобы избежать этого, мы предлагаем для начала азотировать деталь, для того чтобы существенно повысить еѐ твѐрдость и приблизить значения коэффициентов упругости, деформации и растяжимости основного материала и покрытия, а затем наносить нанокомпозиционное покрытие
Для снижения затрат на ремонтновосстановительные работы, для уменьшения затрат на электроэнергию, для увеличения срока службы насосного оборудования, для уменьшения себестоимости насоса выгодно применять метод нанокомпозиционного упрочнения и метод химикотермической обработки деталей. Суммируя все затраты которые можно избежать, получиться значительная сумма, которую можно направить на развитие и модернизацию производства.
Литература
1.Арзамасов Б.Н., Макаров В.И., Мухин Г.Г., Рыжов Н.М., Силаева В.И.. Материаловедение. Изд-во МГТУ им. Н.Э. Баумана, 2003. – 648 с.
2.Никитин М.Д., Кулик А.Я., Захаров Н.И.. Теплозащитные и износостойкие покрытия деталей дизеля. Л., «Машиностроение» (Ленингр. отд-ние), 1977. – 168 с.
3.Трегубов И.М., Смоляковой М.Ю., Каширин М.А., Добрынин М.К., Стогней О.В. Исследование механических свойств наноструктурированных покрытий
(Co45Fe45Zr10)х(Al2O3)100-х. Изд-во ВГТУ, 2011. – 15-19 с.

УДК 539.31:531.01
НАПРЯЖЕННОЕ СОСТОЯНИЕ АРМИРОВАННОЙ ТРУБЫ С РЕОЛОГИЕЙ ВОЛЬТЕРРА-ФРЕШЕ ПРИ ПЕРИОДИЧЕСКОМ НАГРУЖЕНИИ СО СПЕЦИАЛЬНОЙ ЧАСТОТОЙ
Студент группы ПТ-101 Вахтина Лариса Андреевна Руководители: канд. физ.-мат. наук, доц. А.П. Бырдин, канд. техн. наук,
доц. А.А. Сидоренко
Получены выражения для радиального и окружного напряжений в нелинейном наследственно-упругом материале трубы, армированной оболочкой, при нагружении внутреннем давлением. Частота пулсьсаций давления выбрана пропорциональной величине относительной жесткости конструкции
1. Наиболее общая теория нелинейной наследственной упругости основана на представлении реологической связи между
компонентами |
|
тензоров |
напряжений |
|
ij |
и |
|||||||||||||||||
деформаций |
|
|
ij |
|
в |
|
виде |
|
|
|
нелинейного |
||||||||||||
аналитического по Фреше функционала [1] |
|
|
|
||||||||||||||||||||
|
ij |
(t) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
t |
|
|
|
|
|
|
|
|
|
n |
|
|
|
|
|
|
|
|
(1) |
|
|
|
... K ( n) |
...i |
j |
(t, t |
1 |
,..., t |
n |
) |
|
i |
j |
|
(t |
m |
)dt |
m |
, |
|||||
|
|
|
iji |
j |
|
|
|
|
|
|
|
|
|||||||||||
n 1 |
|
1 |
1 |
|
n |
n |
|
|
|
m 1 |
|
|
m |
m |
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
где все индексы |
ik , jk |
принимают значения 1,2,3, |
|||||||||||||||||||||
по повторяющимся главным индексам проводится суммирование, ядра интегралов представляют собой
тензор |
2(n 1) |
ранга и |
называются |
ядрами |
|||
ползучести |
n |
-го |
порядка. |
Представление |
|||
нелинейного |
функционала |
деформаций |
или |
||||
нелинейного функционала напряжений в виде
суммы |
полилинейных функционалов |
называется |
|||
соотношением Вольтера - Фреше. |
|
|
|
||
В |
случае наличия у материала |
свойства |
|||
мгновенной линейной упругости ядро |
K |
(1) |
(t,t1) |
||
ijkl |
|||||
|
|
|
|
||
(а в случае нелинейной упругости и другие ядра) содержит аддитивно тензорную составляющую в
виде - функции Дирака и регулярную часть [2]. Физические требования приводят к симметрии ядер
интегралов |
в (1) |
по переменным |
t1,...,tn , |
симметрии |
относительно перестановок |
индексов |
|
ik , jk и симметрии относительно перестановок пар |
|||
индексов (ik , jk ) и |
(im , jm ) (k, m 1,..., n). В |
||
случае отсутствия существенной необратимости изменения состояния материала накладывается физическое условие монотонности убывания этих функций или их регулярных составляющих [2].
Если ядра ползучести первого порядка содержат аддитивно - функцию, то соотношение
(1) можно обратить, т.е. выразить напряжения через деформации с помощью суммы полилинейных функционалов такого же вида, с ядрами, называемыми ядрами релаксации [2]. Для материалов, поведение которых одинаково при растяжении и сжатии, соотношение (1) и обратное к
нему соотношение будет содержать интегралы только нечетной кратности.
Многочисленные эксперименты по выяснению пригодности теории нелинейной наследственности к описанию поведения различных конструкционных материалов свидетельствуют о соответствии частных видов этой теории опытным данным для полимеров, стеклотекстолита, графита, а также технических металлов и сплавов при активном нагружении с достаточно высокой скоростью [3].
2. Рассматривается осесимметричная плоская деформация цилиндрической трубы, материал которой обладает нелинейными наследственно - упругими свойствами. По внешней поверхности
r b |
труба армирована тонкой упругой обоймой, |
|
толщиной |
h . На внутренней поверхности трубы |
|
r a |
действует гидростатическое давление p1(t) , |
|
на свободную поверхность оболочки действует
давление p2 (t) . |
В такой ситуации, |
как известно, |
||||
возникают |
только радиальные |
перемещения |
||||
ur (r,t) , радиальные и кольцевые деформации и |
||||||
напряжения |
r , |
|
, |
r , |
|
и осевые |
напряжения |
z |
( r, , |
z |
- |
цилиндрические |
|
координаты). Материал трубы будем считать
несжимаемым, |
перемещения |
и |
градиенты |
|
перемещений малыми. |
|
|
||
В |
рассматриваемом |
здесь |
случае |
|
несжимаемого материала трубы, находящегося в плоском осесимметричном деформированном состоянии, реологическое уравнение запишем в частной форме – в виде полинома Вольтера-Фреше
|
|
r |
(r, t) |
|
(r, t) |
|
|
|||||
|
|
|
|
|
|
|
|
|
|
(2) |
||
|
|
|
ˆ |
|
ˆ |
|
)( |
|
(r, t) |
|
||
|
E |
|
|
|
|
(r, t)), |
||||||
|
0 |
(G |
G |
3 |
r |
|
||||||
|
|
1 |
|
|
|
|
|
|
||||
где E 0 4E 3 , |
E -модуль Юнга материала трубы, |
|||||||||||
операторы |
|
ˆ |
и |
|
ˆ |
|
|
действуют |
на функции |
|||
|
G1 |
G3 |
|
|||||||||
времени по правилу
44
|
1 |
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
||
ˆ |
f (t) |
|
|
|
|
|
|
s)ds, |
|
|
|
|
||||||||
G |
|
|
G |
|
(s) f (t |
|
|
|
|
|||||||||||
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
(3) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
ˆ |
|
|
f (t) a |
|
|
|
G (s) f (t s)ds |
|
, |
|||||||||||
G |
|
3 |
|
|
||||||||||||||||
|
3 |
|
|
|
|
1 |
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
||
что означает |
сепарабельность |
ядра |
интегрального |
|||||||||||||||||
оператора |
|
ˆ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
G3 [3] |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
G |
(t |
,t |
2 |
,t |
3 |
|
) a |
3 |
G |
(t |
k |
), |
|
(4) |
||||
|
|
|
3 |
1 |
|
|
|
|
|
|
1 |
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
k 1 |
|
|
|
|
|
|
|
G1(t) - ядро релаксации |
первого |
|
порядка, |
|||||||||||||||||
содержащее аддитивно |
|
- функцию |
|
|
|
|
|
|||||||||||||
|
|
|
|
G1(t) (t) R1(t) . |
|
|
|
|
||||||||||||
В рассматриваемом случае краевая задача о плоском осесимметричном деформированном состоянии нелинейного наследственно - упругого материала цилиндрической трубы, заключенной в упругую обойму, в условиях динамического нагружения поверхностей определяется следующими уравнениями:
-уравнением движения и граничными условиями:
(r r ) r 2ur , (5)r t 2
|
|
|
|
r (a,t) p1(t) , |
|
|
|
|
|||||||
|
|
|
|
|
|
hE |
|
|
|
|
|
|
|
|
|
|
|
(b,t) p |
|
(t) |
|
1 |
|
|
u |
|
(b,t) |
(b,t) , |
(6) |
||
r |
2 |
|
|
|
|
r |
hu |
r |
|||||||
|
|
|
b2 |
(1 v2 ) |
|
1 |
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
- геометрическими соотношениями |
|
|
|
|
|||||||||||
|
|
r |
ur |
, |
|
|
ur |
, ur ur (r,t) , |
(7) |
||||||
|
|
|
r |
|
|||||||||||
|
|
|
|
|
|
|
|
r |
|
|
|
|
|
||
-определяющим соотношением (2), (3).
Вформулах (2) – (7) a3 - эмпирический
параметр сепарабельности, E - нерелаксированный
модуль |
упругости материалы трубы, |
E1 и v1 - |
||||
модуль |
упругости |
и |
коэффициент |
Пуассона |
||
материала оболочки, |
|
и |
1 |
- |
плотности |
|
материалов трубы и оболочки. Второе граничное условие в (6) вытекает из условий сопряжения трубы и оболочки [4].
3.Перейдем к построению решения задачи (2)
-(7). Из условия несжимаемости материалы трубы
ur (r,t) ur (r,t) 0
r r
получим следующие выражения для радиальной и кольцевой деформации
r (r, t) |
u(t) |
, (r,t) |
u(t) |
(8) |
||
r 2 |
r 2 |
|||||
|
|
|
|
|||
где функцию u(t) можно найти, |
привлекая |
|||||
уравнение движения и граничные условия (5), (6). Введем безразмерные зависимые и независимые переменные, а также параметры:
45
Y ( ) |
u( ) |
, |
r |
r |
, Bt, |
|
|
B 2 |
E0 |
|
|
, |
||||||||||||||
|
|
|
|
|
|
ab 0 |
||||||||||||||||||||
|
|
ab |
|
|
b |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
P( ) |
|
|
p1( ) p2 ( ) |
, |
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
E0 |
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
b |
|
h |
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
ln |
|
|
|
|
|
|
|
, |
|
|
(9) |
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
|
|
|
0 |
|
|
a |
1 |
b |
|
|
|
|
|
|
|
|
|
|
|
|||||||
2 |
|
D |
|
|
|
|
|
a |
|
|
a |
|
|
|
|
|
hE |
|
|
|
||||||
|
1 , |
|
|
1 |
|
|
|
, |
D |
1 |
|
, |
||||||||||||||
0 |
|
|
|
D |
|
|
|
|
2b |
|
|
b |
|
|
|
1 |
|
1 v |
2 |
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
D (b a)E0 , |
|
|
b2 |
a 2 |
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
, |
|
|
|
|||||||||||||||
|
|
|
|
|
ab |
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
, |
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
где |
1 |
при всех значениях |
a b |
, |
D1 |
и |
D |
- |
||||||||||||||||||
цилиндрические жесткости растяжения пластин, полученных разверткой оболочки и трубы.
Как будет видно из дальнейшего, величина
параметра |
, вообще говоря, может оказать |
существенное влияние на величину интервала сходимости ряда, представляющего решение задачи
(5) – (7). Относительно величины этого параметра,
отметим: |
для |
|
тонкостенной |
трубы |
- |
|
0.618b a b |
его |
величина меньше |
единицы, |
|||
равенство |
1 |
достигается |
при |
значении |
||
величины внутреннего радиуса трубы совпадающем с золотым сечением величины радиуса внешней ее поверхности; если a 0.618b , то 1 .
Учитывая выражения для компонент тензора деформаций (8) и определяющее соотношение для материала трубы (2), перейдем в уравнении движения (5) к безразмерным переменным (9). Интегрируя уравнение (5) по радиальной
координате в промежутке a b ,1 и принимая во
b ,1 и принимая во
внимание граничные условия, получим нелинейное интегро-дифференциальное уравнение относительно искомой функции
|
d |
2 |
|
2 |
ˆ |
|
ˆ |
|
|
|
|
|
|
|
|
|
|
|
|
|
(10) |
||||
|
|
|
|
|
|
|
|
|||||
|
|
0 |
(G1 G3 ) Y ( ) P( ). |
|||||||||
d 2 |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Стационарное решение уравнения (10) ищем в |
||||||||||
виде ряда Вольтерры |
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Y ( ) |
|
ˆ |
|
P( ), |
(11) |
||
|
|
|
|
|
K |
2n 1 |
||||||
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
n 0 |
|
|
|
от |
|
|
где |
операторы |
действуют |
на |
функции |
по |
|||||||
правилу (1). |
|
|
|
|
|
|
|
|
|
|||
|
|
Подлежащие определению ядра интегральных |
||||||||||
операторов |
|
Kn (t1,...,tn ) |
|
найдем |
методом, |
|||||||
предложенным в работе [5]. Ограничимся при дальнейшем рассмотрении задачи случаем отсутствия давления на внешней поверхности конструкции. Давление на внутренней поверхности трубы примем моногармоническим, а частоту