Материал: Ремонт распределительного вала ВАЗ 2170 Приора в авторемонтных мастерских
Ремонт распределительного вала ВАЗ 2170 Приора в авторемонтных мастерских
ДЕПАРТАМЕНТ ОБРАЗОВАНИЯ И НАУКИ ГОРОДА МОСКВЫ
Государственное бюджетное профессиональное
образовательное учреждение города Москвы
«Технологический колледж № 21»
(ГБПОУ ТК № 21)
Специальность: 23.02.03 «Техническое обслуживание и
ремонт автомобильного транспорта»
ВЫПУСКНАЯ КВАЛИФИКАЦИОННАЯ РАБОТА
на тему: РЕМОНТ РАСПРЕДЕЛИТЕЛЬНОГО
ВАЛА ЛЕГКОВОГО АВТОМОБИЛЯ ВАЗ 2170 ПРИОРА В АВТОРЕМОНТНЫХ МАСТЕРСКИХ
Выполнил:
студент группы Т41/42
Смехнов М.Д.
Научный руководитель ВКР
_____________Машков
А.А.
Нормоконтроль ________________________О.Ю. Лушникова
Графический контроль
__________________М.Н. Спиридонова
2019
СОДЕРЖАНИЕ
ГЛАВА 1 ГАЗОРАСПРЕДЕЛИТЕЛЬНЫЙ МЕХАНИЗМ ДВИГАТЕЛЯ ЛЕГКОВОГО АВТОМОБИЛЯ.. 6
1.1 Назначение, устройство, принцип работы распределительного вала двигателя автомобиля. 6
1.2 Методы ремонта и способы восстановления деталей класса круглый стержень. 8
2.1 Классификация, устройство, материал распределительного вала легкового автомобиля ВАЗ 2170. 18
 |
ВВЕДЕНИЕ
Газораспределительный механизм – сокр. от ГРМ. Служащий для своевременного открытия и закрытия клапанов при помощи распределительного вала (распредвала) и кулачкового механизма. Распредвал имеет жёсткую синхронизацию вращения с коленвалом, реализованную с помощью зубчато-ремённой или цепной передачи.
Ремонт автомобилей является объективной необходимостью, которая обусловлена техническими и экономическими причинами.
Длительность простоев автомобилей в техническом обслуживании и ремонте, затраты труда и средств на их осуществление в значительной мере определяется действующей в настоящее время системой технического обслуживания и ремонта. Составляющими элементами этой системы являются периодичность, виды и содержание технических воздействий, принятые организованные формы и методы соответствующих ремонтных работ, обеспечение запасными частями и др.
С пробегом износостойкость деталей уменьшается, поэтому необходимо восстанавливать их прочность, прибегая к восстановительным работам. Делать это можно разными способами: наплавкой, напылением, сваркой. Рассмотрим такой вид ремонта как наплавку.
Актуальность данный темы заключается в том, что ремонт детали производить выгоднее, чем покупать новую деталь. Стоимость новой детали, а конкретно Распредвала 5 500 рублей, а ремонт составляет 2500 рублей, что является более выгодным чем покупка новой детали, плюс установка данной детали на автотранспортное средство.
Объект исследования: легковой автомобиль ВАЗ 2170 Приора
Предмет исследования: ремонт распределительного вала.
Цель: разработка рекомендации по ремонту распределительного вала легкового автомобиля ВАЗ 2170 Приора.
Задачи:
1. Систематизировать теоретический материал назначения, устройства, принципа работы распределительного вала легкового автомобиля.
2. Проанализировать материал по методам и способам восстановления деталей.
3. Представать анализ по классификации, устройству, материалам распределительного вала легкового автомобиля ВАЗ 2170 Приора.
4. Способы ремонта распределительного вала
двигателя легкового автомобиля ВАЗ 2170 Приора в авторемонтных мастерских.
ГЛАВА 1 ГАЗОРАСПРЕДЕЛИТЕЛЬНЫЙ МЕХАНИЗМ ДВИГАТЕЛЯ ЛЕГКОВОГО АВТОМОБИЛЯ
1.1 Назначение, устройство, принцип работы распределительного вала двигателя автомобиля
Основной функцией распределительного вала (распредвала) является обеспечение открытия/закрытия впускных и выпускных клапанов, при помощи которых осуществляется подача ТВС (топливовоздушной смеси) и вывод образовавшихся газов. Распредвал является главной деталью ГРМ (газораспределительного механизма), принимающей участие в сложном процессе газообмена в автомобильном двигателе.
Современный ГРМ может оснащаться одним или двумя распредвалами. В механизме с одним валом сразу обслуживаются все клапаны впуска и выпуска (по 1 клапану впуска и выпуска на цилиндр). В механизме, оснащенном двумя валами, один распредвал запускает клапаны впуска, другой вал – клапаны выпуска (по 2 клапана впуска и выпуска на цилиндр).
Расположение газораспределительного механизма напрямую зависит от типа автомобильного двигателя. Различают ГРМ с верхним клапанным расположением (в цилиндровом блоке) и с нижним клапанным расположением (в головке цилиндрового блока).
Наиболее распространенным вариантом является верхнее расположение, благодаря чему возможно осуществить эффективную настройку и обслуживание распределительного вала.
Принцип действия и устройство распредвала.
Распределительный
вал соединяется с коленвалом при помощи цепи или ремня, надетого на шкив распредвала
и звездочку коленчатого вала. Вращательные движения вала в опорах обеспечивают специальные
подшипники скольжения, благодаря этому вал воздействует на клапана, запускающие
работу клапанов цилиндров. Этот процесс происходит в соответствии с фазами образования
и распределения газов, а также рабочим циклом двигателя.
Установка фаз распределения газов происходит согласно установочным меткам, которые имеются на шестернях или шкиве. Правильная установка обеспечивает соблюдение последовательности наступления рабочих циклов двигателя.
Основной деталью распредвала являются кулачки. При этом количество кулачков, которыми оснащается распредвал, зависит от количества клапанов. Основное назначение кулачков – осуществление регулировки фаз процесса газообразования. В зависимости от типа конструкции ГРМ кулачки могут взаимодействовать с коромыслом или толкателем, рисунок 1.
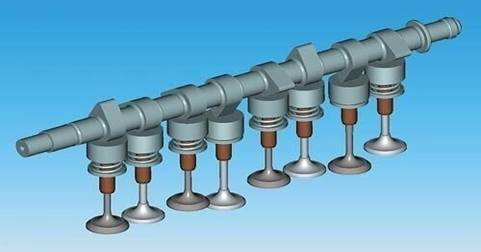
Рисунок 1 – Распределительный вал
Кулачки устанавливаются между опорными шейками, по два на каждый цилиндр двигателя. Распредвалу во время работы приходится преодолевать сопротивление пружин клапанов, которые служат возвратным механизмом, приводя клапана в исходное (закрытое) положение.
Опоры распределительных валов оснащены крышками, при этом передняя крышка является общей. Она имеет упорные фланцы, которые соединяются с шейками валов.
Распредвал
изготавливается одним из двух способов – ковкой из стали или литьем из чугуна.
1.2 Методы ремонта и способы восстановления деталей класса круглый стержень
К классу деталей «круглые стержни» относятся детали, которые имеют цилиндрическую форму, и когда их длина значительно превышает диаметр. К таким деталям относятся поршневые пальцы, оси привода сцепления, валики водяного насоса, шкворни, оси блока шестерен заднего хода, толкатели, валы коробок передач, карданные валы и крестовины карданов, валы и полуоси задних мостов, поворотные цапфы, валы рулевого управления, впускные и выпускные клапаны, коленчатые и распределительные валы и др. Они изготавливаются из конструкционных среднеуглеродистых и легированных сталей, высокопрочного чугуна. В зависимости от назначения и условий работы детали данного класса могут иметь шейки, отверстия, резьбу, шпоночные канавки, шлицы, выточки, галтели, зубья, кулачки, торцовые поверхности, фланцы и другие поверхности, работающие при различных видах трения и нагрузках. Рабочие поверхности в большинстве случаев подвергают закалке токами высокой частоты или цементации с последующей закалкой и низкотемпературным отпуском.
ГРМ является одной из двух главных систем двигателя, для его ремонта используется метод комплексных бригад. Метод комплексных бригад характеризуется тем, что за определенной группой техники предприятия автомобильного транспорта закрепляется комплексная бригада, выполняющая по этой группе деталей ремонт. Такая бригада укомплектовывается исполнителями различных специальностей, необходимых для выполнения всех работ. Основным преимуществом метода комплексных бригад является бригадная ответственность за качество работ по ремонту закрепленных за бригадой деталей.
При нормальных условиях эксплуатации основной дефект деталей этого класса — износ. Перегрузка и усталость металла, нарушение смазки трущихся поверхностей вызывают нагрев и деформацию детали, интенсивный износ, задиры и схватывание на поверхностях трения. Следствием усталости материала детали может быть их поломка. Большое разнообразие внешних факторов, воздействующих на условия работы деталей, приводит к изменению скорости изнашивания их поверхностей и случайному сочетанию дефектов. Характерные дефекты — это износ шеек, повреждение или износ резьбовых поверхностей, неплоскостность, биение привалочных поверхностей фланцев, износ гнезд под подшипники, износ эксцентриков и кулачков, износ шлицов, повреждения установочных поверхностей, износ зубьев.
Трещины на шейках деталей являются одной из основных причин их выбраковки. Износ поверхностей детали устраняется различными способами — обработкой под ремонтный размер, пластической деформацией, установкой дополнительной ремонтной детали, накаткой, наплавкой, напылением металлов и полимеров и др. На выбор способа восстановления поверхностей деталей влияют условия работы детали, качество ее поверхности, производственная программа и экономическая целесообразность. Последовательность операций типового технологического процесса ремонтного восстановления деталей класса «круглые стержни» приведена в Таблица 1.
Таблица 1 - Последовательность операций типового технологического процесса ремонтного восстановления деталей класса «круглые стержни»
|
Операция |
Оборудование |
|
Исправление центровых отверстий |
Токарный или центровочный станок |
|
Устранение радиального биения |
Пресс |
|
Устранение поврежденной или изношенной резьбы |
Токарный станок |
|
Наплавка резьбовых и шлицевых поверхностей, заварка шпоночных пазов |
Установка для наплавки |
|
Правка деталей после наплавки (по потребности) |
Пресс, Токарный станок |
|
Механическая обработка наплавленных поверхностей (резьбовых, шлицевых, шпоночных пазов и гладких отверстий) |
Токарный, фрезерный, сверлильный станки |
|
Предварительная и окончательная обработка поверхностей, подлежащих сопряжению с ДРД |
Токарный станок |
|
Наплавка шеек |
Установка для наплавки |
|
Правка деталей после наплавки (по потребности) |
Пресс, Токарный станок |
Неисправности распределительного вала. Поводом для того, чтобы осуществить полноценную проверку распредвала, может являться стук данной детали. Конечно, допускать подобного не стоит. Однако если стук все-таки начал проявляться, необходимо понимать, какие именно причины могут за ним скрываться.
Ниже список типичных неисправностей:
1. Износ кулачков распределительного вала. Если причиной стука действительно являются кулачки, то в начале непривычный звук вы будете слышать лишь во время запуска двигателя. Но чем больше они будут изнашиваться, тем чаще и интенсивнее будет проявляться звук, в том числе и во время работы прогретого двигателя.
2. Износ подшипников распределительного вала.
3. Неисправности постели детали, которые чаще всего бывают механическими.
4. Не отрегулирован процесс подачи топлива, что при очень быстром включении зажигания будет вызывать стуки пальцев распредвала.
5. Деформация детали в результате детонационного сгорания топливной смеси – будет происходить осевое биение.
6. Перелом шейки распредвала.
7. Трещина на опоре детали.
8. Использование некачественного моторного масла, которое содержит в себе примеси.
9. Выход из строя сальник распредвала.
Большинство изношенных валов имеют прогиб, значение которого контролируют при установки их крайними коренными шейками на призмы индикатором, который закреплен на штативе. Вал поворачивают в призмах вручную, наблюдая за показаниями индикатора. Разность между крайними показаниями индикатора за один оборот коленчатого вала представляет собой значение прогиба. Если прогиб превышает значение, указанное в технических условиях, то его устраняют правкой. Если значение прогиба меньше, то вал не правят, а шлифуют под ремонтный размер.
Проверка технического состояния детали. Поверхности опорных шеек распределительного вала, кулачков и эксцентрика должны быть хорошо отполированы и не должны иметь повреждений.
Установить распределительный вал крайними шейками на две призмы, помещенные на поверочной плите, и замерить индикатором радиальное биение остальных шеек, которое не должно превышать 0,02 мм.
Корпусы подшипников распределительного вала не должны иметь трещин. На опорных поверхностях под шейки распределительного вала не должно быть задиров и царапин. Проверить зазор между шейками распределительного вала и отверстиями опор. Зазор определяется расчетом после промера шеек и отверстий в опорах на головке цилиндров с установленными корпусами подшипников.
Для определения зазора также можно воспользоваться калиброванной пластмассовой проволокой следующим образом:
– тщательно очистить шейки распределительного вала и опорные поверхности головки цилиндров и корпусов подшипников. Удалить толкатели клапанов из головки цилиндров;
– уложить распределительный вал в опоры головки цилиндров и поместите на шейки отрезки пластмассовой проволоки;
– установить корпусы подшипников и затяните гайки их крепления в два приема моментом 21,6 Н·м (2,2 кгс·м); – снять корпусы подшипников и в зависимости от величины сплющивания проволоки по шкале на упаковке определите величину зазора.
Расчетный зазор для новых деталей – 0,069–0,11 мкм, а максимально допустимый (износ) должен быть не более 0,2 мкм. Зубчатый ремень. Поверхность зубчатой части должна быть с четким профилем зубьев без износа, без складок, трещин, подрезов и отслоений ткани от резины. На любой поверхности ремня не допускаются следы попадания масла. На торцевых поверхностях не должно наблюдаться расслоения и разлохмачивания, но незначительное выступание бахромы ткани допускается. Поверхность плоской наружной части должна быть ровной без складок, трещин, углублений и выпуклостей.
Правка вала методом статического изгиба. При данном методе правку проводят на гидравлических прессах путем нагружения и разгружения вала. В зависимости от прогиба и опыта правильщиков зависит число нагружений, их величина и направление. Процесс нагружения повторяют до тех пор, пока прогиб оси вала не станет меньше допустимого. Недостаток данного метода — это снижение усталостной прочности и пластичности вала, так как в зоне галтелей шатунных шеек могут развиваться старые и зарождаться новые микро- и макротрещины, а также возможен возврат прогиба.