Материал: Реконструкции завода панельного домостроения
Нормы расхода цемента не должны превышать типовые по СНиП 5.01.23-83. Для неармированных сборных изделий минимальная норма расхода цемента должна быть не менее 200 кг/м3, для железобетонных изделий - не менее 220 кг/м3.
![]() кг.
кг.
.
Определяют расход крупного заполнителя Щ, кг/м3, по формуле:
 , (3.3.4)
, (3.3.4)
где
VПУСТ - пустотность щебня в рыхлонасыпанном состоянии, подставляется в формулу
в виде коэффициента, определяемого по формуле (3.3.5); рн.щ - насыпная
плотность щебня , кг/м3; rщ - истинная плотность щебня , кг/м3; a - коэффициент раздвижки зерен щебня.
![]() , (3.3.5)
, (3.3.5)
![]() .
.
 кг.
кг.
.
Определяют расход песка П, кг/м3, по формуле:
 , (3.3.6)
, (3.3.6)
где Ц, В, Щ- расход цемента, воды, щебня в килограммах на 1 м3 бетонной смеси; rц, rв, rщ, rп - истинная плотность материалов, кг/м3.
![]() кг.
кг.
В результате проведенных расчетов получаем следующий ориентировочный номинальный состав бетона, кг/м3:
Цемент…..........................................................213 кг;
Вода………......................................................190 кг;
Песок…………………………………………557 кг;
Щебень……………………………………….1400 кг.
Плотность
бетона:
![]() кг/м3.
кг/м3.
. Корректировка плотности бетона.
В итоге получаем:
Цемент…..........................................................213 кг;
Вода………......................................................190 кг;
Песок…………………………………………583 кг;
Щебень……………………………………….1454 кг.
Плотность
бетона: ![]() кг/м3.
кг/м3.
. Корректировка состава с учётом влажности заполнителей.
Влажность заполнителей составляет 8,5%.
Содержание
воды в щебне:
![]() ;
; ![]() кг.
кг.
Содержание воды в песке:
стеновой панель бетон смесь
![]() ;
; ![]() кг.
кг.
Необходимое
количество воды затворения:
![]() ;
; ![]() кг.
кг.
Но этой воды не достаточно для затворения, по сему необходимо высушить заполнители до влажности 3%.
Содержание
воды в щебне:
![]() ;
; ![]() кг.
кг.
Содержание
воды в песке:
![]() ;
; ![]() кг.
кг.
Необходимое
количество воды затворения:
![]() ;
; ![]() кг.
кг.
Итого:
Цемент…..........................................................213 кг;
Вода………......................................................129 кг;
Песок
583![]() ………………………………..600 кг;
………………………………..600 кг;
Щебень1454![]() ………...………………….1498 кг.
………...………………….1498 кг.
Плотность
бетона:
![]() кг/м3.
кг/м3.
8. Корректировка состава с учётом пластифицирующей добавки [8].
Мелассная упаренная последрожжевая барда УПБ по ОСТ 18-126 добавляется в воду затворения в размере 0,2-0,4 % от массы цемента в пересчете на сухое вещество. Полученный раствор имеет 12% концентрацию.
Расход материалов номинального состава после корректировки состава:
Цемент….........................................................213 кг;
Вода………......................................................190 кг;
Песок…………………………………………583 кг;
Щебень……………………………………….1454 кг.
Необходимое
количество добавки в сухом виде:
![]() ;
; ![]() кг.
кг.
Определяем расход материалов при уменьшении расхода цемента:
Уменьшаем расход цемента на 10% - 21 кг
Уменьшаем расход воды на 10% - 19 кг
Увеличиваем расход песка и щебня до 595 и 1482 соответственно.
Расход материалов на 1 м3 бетона с добавкой:
Цемент….........................................................192 кг;
Вода + добавка................................................171,6 кг;
Песок…………………………………………595 кг;
Щебень……………………………………….1482 кг.
Плотность
бетона:
![]() кг/м3.
кг/м3.
3.4 Основные положения проектирования технологии БСЦ
Принимаем смесительный цех циклического действия - одноступенчатый; по схеме расположения смесительных машин в плане - гнездовой; по способу управления - механизированный.
Общий объем одного замеса:
VЗ=Q·KП.СМ/tР·NCM·tCM·n3·KЧ.Н),
где Q - производительность предприятия, м3;
KП.СМ - коэффициент, учитывающий потери бетонной смеси;
tр - расчетное число рабочих суток в году;
NCM - число рабочих смен в сутки;
tсм - длительность рабочей смены, ч;
nЗ - нормативное число замесов в час;
Кч.н. - коэффициент часовой неравномерности выдачи бетонной смеси.
Принимаем для тяжелого конструкционного бетона KП.СМ=0,67 и KЧ.Н.=0,8, для бетоносмесителя принудительного действия nЗ=30, tр=249 дней [1, стр. 13], NCM=2, tсм=8 ч.
![]() м3.
м3.
Принимаем 4 смесителя.
Объем
смесителя по загрузке:
Vсм =VЗ/(nсмbб),
где VЗ - общий объем одного замеса, м3;
nсм - число смесителей;
bб - коэффициент выхода бетонной смеси, bб=0,67 [4, c.13];
Vсм=0,981/4×0,67=0,366 м3.
Принимаем 4 бетоносмесителя типа СБ-141 со следующими техническими характеристиками [10, cтр. 56]:
Объём смесителя:
· по загрузке 375 л;
· по выходу 250 л;
Мощность двигателя 11 кВт.
Дозаторы принимаем циклического действия.
Принимаем для расчета дозаторов и складов заполнителя и цемента по ОНТП-7-80:
· расход цемента 250 кг/м3 [1, стр. 5];
· расход песка максимальный для тяжелого бетона 675 кг/м3 [1, стр. 6, 7];
· расход щебня максимальный 1350 кг/м3 [1, стр. 6, 7].
Определяем расход компонентов на 1 замес.
Коэффициент выхода бетона Кс=0,8 м3;
Емкость смесителя 375 л;
Объем одного замеса 0,375×0,8=0,3 м3
Ц=192×0,3=57,6 кг/замес;
В=129×0,3=38,7 кг/замес;
Щ=1498×0,3=449,4 кг/замес;
П=600×0,3=200,0 кг/замес.
Плотность песка и щебня 1500 кг/м3 [1, стр. 7].
Плотность цемента 1000 кг/м3 [1, стр. 11].
Принимаем следующие дозаторы (таблица 3.4.1) [12, стр 184; 10, стр. 62].
Таблица 3.4.1 - Технические характеристики автоматических дозаторов циклического действия.
|
Наименование показателей |
Для цемента |
Для щебня |
Для песка |
Для воды |
|
|
АВДЦ-1200М |
2ДБП-1600 |
ДБП-800 |
АВДЖ-2400М |
|
Пределы взвешивания, кг Вместимость бункера, м3 Цикл дозирования, с Габариты, мм: длина ширина высота Масса, кг |
100÷300 0,18 60 1810 960 2070 490 |
400÷1600 1,27 45 2150 1280 2945 770 |
200÷800 0,78 30 1710 1040 2895 555 |
50÷500 0,54 90 1860 1100 2750 540 |
|
Примечание. Все дозаторы имеют пневматический привод, обслуживаемый пневмосистемой с величиной давления равной 0,5÷0,6 МПа. |
||||
Вместимость складов заполнителей и цемента определяем по формуле:
VСКЛ=nсм∙Vсм∙bб nз∙Qсм ∙tсм ∙Nсм ∙зс,
где nсм - число смесителей;
Vсм - объем смесителя;
bб - коэффициент выхода бетонной смеси;
Qсм - расход материала на 1 м3 бетона, м3;
зс - запас заполнителей или цемента на заводских складах, расчетные рабочие сутки.
Для цемента Qсм=250 кг/м3=0,25 м3/м3;
зс =10 суток [1, стр. 10].
Для песка Qсм=675 кг/м3=0,45 м3/м3;
зс = 7 суток [1, стр. 9].
Для щебня Qсм = 1350 кг/м3=0,9 м3/м3;
зс =10 суток [1, стр. 9].
Vскл.цем=4×0,375×0,67×30×0,25×8×2×10=1206 м3.
С учетом коэффициента заполнения емкостей 0,9 [1, стр. 10]
Vскл.цем=1206/0,9=1340 м3 = 1340 т.
Vскл.песка=4×0,375×0,67×30×0,45×8×2×7=1520 м3.
С учетом коэффициента заполнения: Vскл.песка=1689 м3.
Vскл.щебня=4×0,375×0,67×30×0,9×8×2×10/0,9=4342 м3.
С учетом коэффициента заполнения: Vскл.щебня=4824 м3.
На большинстве действующих заводах действует схема склада цемента,
приведенная на рисунке 3.4.1 [11, стр. 189].
Рисунок 3.4.1 - Схема разгрузки-погрузки транспортных средств на складе цемента.
1 - маневровая лебедка; 2 - вакуумный разгрузчик; 3 - винтовой конвейер с
очистной секцией; 4 - пневматический подъемник; 5 - пневматический винтовой
насос; 6 - аэрожелоб; 7 - донный разгружатель; 8 - восемь силосов; 9 - камера
осаждения с фильтром.
Принятые типы складов материалов и их характеристики приведены в таблице
3.4.2:
Таблица 3.4.2 - Технические характеристики складов материалов.
|
Материал |
Тип склада |
Вместимость |
Число силосов (отсеков) |
Годовой грузооборот |
Площадь (длина×ширина) |
|
Цемент |
Прирельсовый, силосный |
1700 т |
6 |
102 тыс. т |
- |
|
Песок |
Прирельсовый, закрытый штабельно-полубункерный |
3 |
2 |
85 тыс. м3 |
116×30 м |
|
Щебень |
|
6 |
4 |
170 тыс. м3 |
146×30 м |
Заполнители подаются в расходные бункера БСЦ ленточным конвейером ТК-3 с шириной ленты 650 мм и производительностью горизонтального 90 т/ч, наклонного под углом 180 - 45 т/ч.
Число отсеков расходных бункеров принимаем равным по ОНТП-7-80 для: цемента -2, для песка - 2, для щебня - 4 (2 секции БСУ) [1, стр. 14].
Объем отсеков расходных бункеров для заполнителей и цемента определяется
по формуле:
Vотс=2∙Vсм ∙bб ∙nз ∙зч ∙Qсм/nотс,
где Vсм - объем смесителя по загрузке, м3;
bб - коэффициент выхода бетонной смеси;
nз - нормативное число замесов в час;
зч - запас материалов в расходных бункерах, ч;
Qсм - расход материала на 1 м3 бетона, м3;
nотс - число отсеков.
Для цемента запас - 3 ч, для заполнителей - 2 ч [1, стр. 14].
Для цемента:
Vотс=2×0,375×0,67×30×3×0,25/2=9,42 м3.
Для песка:
Vотс=2×0,375×0,67×30×2×0,45/2=6,78 м3.
Для щебня:
Vотс=2×0,375×0,67×30×2×0,9/4=6,78 м3.
Транспортируется бетонная смесь из БСЦ в формовочный цех по бетоновозной эстакаде, оборудованной тремя тележками.
Общая технологическая схема приготовления бетонной смеси приведена на
рисунке 3.4.2.
Рисунок 3.4.2 - Технологическая схема приготовления бетонной смеси.
1 - воронка выдачи готовой смеси; 2 - бетоносмеситель; 3 - сборная воронка; 4, 21, 22 - двухфракционные дозаторы цемента, заполнителей, жидкости соответственно; 5, 17, 18, 19 - расходные бункера заполнителей, воды, добавок и цемента соответственно; 6 - фильтры; 7 - указатель уровня; 8 - вентиляторы; 9 - свободообрушители песка; 10 - вибраторы; 11 - поворотная воронка; 12 - двухрукавная течка; 13 - ленточный конвейер; 14 - передаточный ленточный конвейер; 15 - циклон; 16 - улавливатель цемента; 20 - аспирационная система.
Механизмами дозировочного управления отделения и бетоносмесительного
отделения управляет оператор с центрального пульта, дозирование осуществляется
автоматическими циферблатными дозаторами. Они работают в паре с вторичными
приборами, установленными в помещении оператора. Управление выпускными
затворами дозаторов и бетоносмесителей осуществляется пневмоприводами с
электромагнитными клапанами. Всеми производственными процессами управляет
оператор из центрального пульта, в котором кроме пульта управления размещен щит
технологической световой сигнализации.
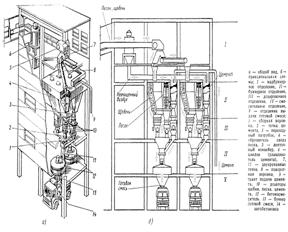
Рисунок 3.4.3 - Принципиальная схема расположения оборудования и движения материалов на БСЦ
![]() - движение цемента;
- движение цемента; ![]() - движение песка;
- движение песка; ![]() - движение щебня;
- движение щебня; ![]() - движение готовой бетонной смеси.
- движение готовой бетонной смеси.
3.5 Основные положения технологии арматурного цеха
Арматурная сталь Вр1 (Ø 5 мм) поступает в бухтах, АII (Ø10, Ø12) и АIII (Ø10, Ø12, Ø16) поступает в прутках. Для правки арматуры, поступающей в мотках, принимаем правильно-отрезные станки, которые одновременно проводят чистку стали.
Разрезать стержневую арматуру класса АIII в следует в холодном состоянии с помощью механических или гидравлических ножниц. Резка стержней электрической дугой не допускается. Принимаем правильно-отрезной станок СМЖ-357 [12, стр.25], имеющий следующие характеристики:
диаметр арматуры гладкой 4-10 мм, периодического профиля 6-8 мм;
длина прутков 1000-9000 мм;
точность +3; -2;
скорость подачи и правки арматуры 31 м/мин;
мощность электродвигателя 12,6 кВт.
А также правильно-отрезной станок И-6118 [12, стр.25]:
диаметр гладкой арматуры 2,5 - 6,3 мм;
точность ±2;
скорость подачи и правки арматуры 25 м/мин;
мощность электродвигателя 6,9 кВт,
Для резки арматурной стали, поставляемой в прутках, принимаем станок СМЖ-1725 [12, стр.32], имеющий следующие характеристики:
наибольший диаметр арматуры класса А-I - 40 мм; А-II - 36 мм; АIII-25мм;
число ходов ножа в мин 33;
ход ножа 45 мм;
мощность электродвигателя 3 кВт,
Для гибки стержневой арматуры принимаем станок СМЖ-173А [12, стр.37];
максимальный диаметр изгибаемого прутка из стали класса А-1- 40мм, А-3-32мм;
мощность электродвигателя 3 кВт;
габаритные размеры 760x780x780 мм.
Для резки коротких стержней принимаем станок АРС-М [12, стр.27]:
диаметр отрезаемых стержней 3-55 мм;
класс арматуры В-I, Вр-I:
длина отрезаемых стержней, наименьшая - 50 мм, наибольшая - 1000 мм;
число резов в мин - 42,
мощность электродвигателя 4 кВт;
габаритные размеры 1160x1040x665 мм.
Для сварки сеток и каркасов прижимаем крестообразный тип сварных соединений, выполняемых контактной точечной сваркой. Этот способ позволяет механизировать и автоматизировать процесс изготовления плоских сварных изделий. Для сварки сеток принимаем одноточечную сварочную машину МТ-2102 [12, стр.45]: