Материал: Разработка технологического процесса изготовления трёхслойной втулки
-800-800
Температура максимальная, oС 700
Мощность, кВт 62
8. Расчет параметров сварки взрывом
Расчет режимов сварки взрывом
. АД1+МА20 и
. АМг6+(АД1+МА20)
Расчет ведем по методике, основанной на энергетическом подходе [15].
Таблица 11
Исходные данные для расчета параметров СВ
|
Материал |
Исходные данные |
|||||
|
|
Толщина |
Плотность |
Скорость звука |
Удельная теплоёмкость |
Тпл |
Предел текучести |
|
|
δ |
ρ |
С0 |
С |
|
σ0,2 |
|
|
мм |
г/см3 |
м/с |
Дж/(кг*град) |
°С |
МПа |
|
АМг6 |
20 |
2,6 |
5000 |
0,922 |
635 |
130 |
|
АД1 |
30 |
2,7 |
4972 |
0,9 |
667 |
30 |
|
МА20 |
20 |
1,8 |
5000 |
1,13 |
625 |
160 |
Свариваем АД1+МА20
. Определим скорость точки контакта
Vk=(0.4-0.5)Co
Vk=0.5*4972=2486
. Определим необходимую для получения соединения скорость соударения
Vc=0.5(Vc1+Vc2)
Vc=0.5(172,17+485,97)=329,072


![]()
![]()
![]()
![]()
![]() -активный объем
-активный объем
????T=0.8Tпл
![]()
![]()
![]()
![]()
![]()
![]()
![]()
3. Определить высоту заряда ВВ, способную разогнать метаемую пластину до
требуемой скорости соударения
![]()
![]()
Нmin=48мм
Выбираем тип ВВ Аммонит 6 ЖВ 50% + аммичная селитра.
Н=60мм
D=3060 м/с
Pвв=910 кг/м3
4. Определяем зазор между пластинами
![]()
![]()
![]()
![]() 87041
87041

![]()
Свариваем АМг6+(АД1+МА20)
Определяем приведенную толщину (АД1+МА20)
![]()
![]()
1. Определим скорость точки контакта
Vk = (0.4-0.5)Co
Vk = 0.5*4972 = 2486
. Определим необходимую для получения соединения скорость соударения
Vc=0.5(Vc1+Vc2)
Vc=0.5(364,48172,17)=268,32


![]()
![]()
![]()
![]()
![]() -активный объем
-активный объем
????T=0.8Tпл
![]()
![]()
![]()
![]()
![]()
![]()
![]()
3. Определить высоту заряда ВВ, способную разогнать метаемую пластину до требуемой скорости соударения
![]()
![]()
Нmin=24мм
Выбираем тип ВВ Аммонит 6 ЖВ 50% + аммичная селитра.
Н=30мм
D=2550 м/с
Pвв=910 кг/м3
4. Определяем зазор между пластинами
![]()
![]()
![]()

![]()
Таблица 12
Результаты расчётов режима СВ
|
Скорость точки контакта Vkl |
3060м/с |
|
Vk2 |
2550 м/с |
|
Скорость соударения VC1 |
330 м/с |
|
VC2 |
270 м/с |
|
Высота заряда Н1 Н2 |
60 мм 30 мм |
|
Тип взрывчатки 1 Тип взрывчатки 2 |
Тип ВВ Аммонит 6 ЖВ 50% + аммиачная селитра. Тип ВВ Аммонит 6 ЖВ 50% + аммиачная селитра. |
|
Высота зазора h1 h2 |
2 мм 2 мм |
Определим размеры листов
. Определение размера неподвижной пластины из сплава МА20
Прокат МА20 выпускается в виде листов шириной 1200 мм и длиной 2000 мм
при толщине 20мм [8].
![]() - длина неподвижной пластины
- длина неподвижной пластины
![]() - ширина неподвижной пластины,
- ширина неподвижной пластины,
где ![]() = 40-50мм - начальный участок
= 40-50мм - начальный участок
бок= ![]() = 2
= 2![]() 20=40 мм - ширина боковых участков
20=40 мм - ширина боковых участков
Размеры конечно сваренного образца:oбp= 116 мм
Вобр= 116 ммH = 50 + 116 + 40 = 216 мм,H =
116+ 2![]() 40= 196 мм,
40= 196 мм,
Величина нависании:
Переднее Нп=3Н=3![]() 60=180 мм
60=180 мм
Боковое Нб=Н=60 мм
Заднее Нз=Н= 60 мм
Где Н- высота заряда
. Определение размера метаемой пластины (сплав АД1)
Прокат АД1 выпускается в виде листов шириной 1200 мм и длиной 2000 мм при
толщине 30мм [7].
![]() мм - длина метаемой пластины
мм - длина метаемой пластины
![]() - ширина метаемой пластины
- ширина метаемой пластины
. Определение размера метаемой пластины (сплав Амг 6)
Величина нависания:
Переднее НП=3Н=3![]() 30=90 мм
30=90 мм
Боковое Нб=Н=30 мм
Заднее Нз=Н=30 мм
Где Н- высота заряда
M
= Lh + 4![]() Н = 2000 + 4
Н = 2000 + 4![]() 30=2120 мм - длина метаемой пластины
30=2120 мм - длина метаемой пластины
Вм = Вн + 2![]() Н=1200+2
Н=1200+2![]() 30=1260 мм - ширина метаемой пластины
30=1260 мм - ширина метаемой пластины
Прокат АМг6 выпускается в виде листов шириной 1200 мм и длиной 2000 мм
при толщине 20мм [7].
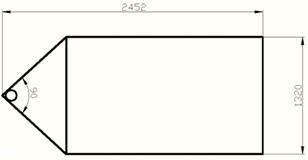
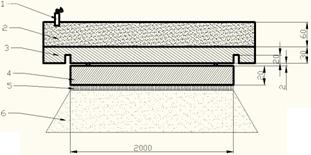
Рисунок 11- Пакет под сварку взрывом: 1 - электродетонатор, 2 - взрывчатое вещество, 3 - лист из АД1, 4 - лист из МА20
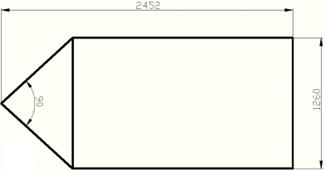
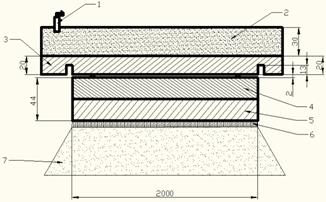
Рисунок 12 - Пакет под сварку взрывом: 1 - электродетонатор, 2 -
взрывчатое вещество, 3 - лист из АМг 6, 4 - лист из АД1, 5 - лист из МА 20.
9. Планировка участка
При детальном проектировании участка основным методом уточнения служит последовательное расположение оборудования в зависимости о выполнения технологического процесса изготовления изделия.
Для боле удобного размещения оборудования в пространстве цеха выбираем следующие значения основных параметров цеха, исходя из габаритов оборудования.
Принимаем: шаг колонн 6 м; ширину пролета 25м; проезд 4м.
Состав производственных отделений и участков механических цехов определяется характером изготовляемых изделий, технологическим процессом, объемом и организацией производства. Основным принципом при составлении плана расположения оборудования в цехе является обеспечение прямоточного движения детали в процессе их обработки в соответствии с технологическим процессом. Металлорежущие станки участков могут быть расположены одним из двух способов: по типам оборудования или по ходу технологического процесса, т.е. в порядке выполнения операции. По типам оборудования станки располагаются только в небольших цехах единичного и мелкосерийного производства при малых массах и габаритах обрабатываемых деталей, а также для обработки отдельных деталей в серийном производстве. В этих случаях создаются участки однородных станков: токарных, сверлильных, фрезерных, шлифовальных и т.д. [16]. По ходу технологического процесса располагают станки в цехах массового и серийного производства [16].
При размещении станков руководствуются следующими правилами:
Участки, занятые станками, должны быть наиболее короткими. В машиностроении длина участков составляет 40-80 м. Зоны заготовок и готовых деталей включаются в длину участка.
Технологические линии могут располагаться как вдоль пролетов, так и поперек их.
Станки вдоль участка могут быть расположены в два, три и более рядов. При
расположении станков в два ряда между ними оставляется проход для транспорта.
При трехрядном расположении станков могут быть два или один проход. В последнем
случае продольный проход образуется между одинарными и сдвоенными рядами
станков. При расположении станков в четыре ряда вдоль участка устраивают два
прохода: у колонн станки располагают в один ряд, а сдвоенный ряд - посредине.
Таблица 13
Нормы расстояний между станками и от станков до стен и колонн зданий [16]
|
Расстояния |
Нормы расстояний между станками при их размерах в мм |
|||||||||||
|
|
До 1800 Х 800 |
До 4000 Х 2000 |
До 8000 Х 4000 |
До 1600 Х 6000 |
||||||||
|
Между станками по фронту (а) |
700 |
900 |
1500 |
2000 |
||||||||
|
Между тыльными сторонами станков (б) |
700 |
800 |
1200 |
1500 |
||||||||
|
Между станками при поперечном расположении к проезду |
При расположении станков в «затылок» (в) |
1300 |
1500 |
2000 |
- |
|||||||
|
|
При расположении станков фронтом друг к другу и обслуживании одним рабочим |
Одного станка (г) |
2000 |
2500 |
3000 |
- |
||||||
|
|
|
Двух станков (д) |
1300 |
1500 |
- |
- |
Тыльной или боковой стороны станка (е) |
700 |
800 |
900 |
1000 |
|
|
|
Фронта станка (ж) |
1300 |
1500 |
2000 |
- |
|||||||
Станки могут располагаться по отношению к проезду вдоль поперек и под углом. Наиболее удобное расположение - вдоль проезда и при обращении станков к проезду фронтом. Станки для прутковой работы располагают загрузочной стороной к проезду, а другие станки так, чтобы сторона с приводом была обращена к стене или колоннам.
Станки по отношению друг к другу могут располагаться фронтом, «в затылок» и тыльными сторонами.
Крупные станки не должны стоять у окон, так как это приводит к затемнению цеха.
При определении расстояний между станками, от станков до стен и колонн здания (таблица 17) нужно учитывать следующее:
расстояния берутся от наружных габаритных размеров станков, включающих крайние положения движущихся частей, открывающихся дверок и постоянных ограждении станков.
для тяжелых и уникальных станков (габаритом свыше 16000 х 6000 мм) необходимые расстояния устанавливаются применительно к каждому конкретному случаю.
при установке станков на индивидуальные фундаменты расстояние станков от колонн, стен и между станками принимаются с учетом конфигурации и глубины фундаментов станков, колонн и стен.
при разных размерах двух рядом стоящих станков расстояние между ними принимается по большему из этих станков.
при монтаже станки устанавливают в линию по выступающим деталям, что не
только эстетично, но и целесообразно. При такой планировке облегчается уборка
помещения, вывоз любого станка с участка, а также доступ к станкам для
обслуживания.
Таблица 14
Нормы ширины магистральных проездов в механических и сборочных цехах [16]
|
Схема |
Вид транспорта |
Грузоподъемность, т. |
А, мм |
Б, мм |
|
Проезд продольный |
Электротележки (электрокары) |
До 1 До 3 До 5 |
3000 3500 4000 |
3400 4000 4500 |
|
|
Электропогрузчики с подъемными вилами |
До 0,5 До1 До 3 |
3500 4000 5000 |
4000 4500 5500 |
|
|
Грузовые автомашины |
До 1 До 5 |
4500 5500 |
5000 6000 |
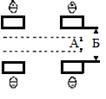 Проезд поперечный
Проезд поперечный 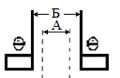
В поточных линиях станки также могут устанавливаться в один ряд или в два ряда; в последнем случае деталь в процессе обработки переходит с одного ряда на другой. Поточная линия может быть и с двумя параллельными потоками деталей. При обработке деталей с большим количеством операций поточной линии придают зигзагообразную форму с тем, чтобы длина каждого участка должна быть равна длине других участков, т.е. равнялась 40-80 м., и чтобы выход готовых деталей был в том же направлении, что и для других поточных линий. Цифры на рисунках указывают последовательность прохождения детали через станки линии.