Материал: Разработка технологического процесса изготовления трёхслойной втулки
7. Оборудование
.1 Автоматический отрезной станок HVS-400-FADR

Рисунок 6 - Отрезной станок, серия HVS-400-FADR [9]
Отрезные станки с дисковой пилой являются наиболее популярными и востребованными в случаях, когда требуется недорогой станок для качественной резки труб (диаметром до 110мм) и профиля (круглый, прямоугольный, овальный и т.д.). В отличие от любого другого популярного способа резки (ленточнопильным станком, абразивным кругом и т.д.), дисковая пила отрезает трубу / профиль чисто и быстро, что для многих задач очень актуально, т.к. в дальнейшем не требуется производить лишнюю операцию по чистовой обработке торцов отрезанной детали. Однако для распиловки цельного проката или труб большого диаметра (более 120 мм), предпочтительнее использовать ленточнопильные станки вместо дисковых пил, т.к. в этом случае именно ленточнопильная технология обеспечивает наиболее оптимальное соотношение себестоимости и качества распила [9].
Автоматические отрезные станки точны, надёжны и просты в эксплуатации. «Автоматический» означает, что после установки длинной трубы, она автоматически зажимается, автоматически подаётся на заданную длину и отрезается, с последующей подачей и резкой, пока труба не израсходуется. В автоматических отрезных станках регулируются и программируется множество параметров, среди которых: давление и скорость опускания дисковой пилы, величина подачи, счётчик резов с функцией автоматического отключения после выполнения задания и т.д. Станки серии HVS являются станками колонного типа, то есть дисковая пила перемещается вертикально по колонне, что обеспечивает более высокую жёсткость и точность резки, по сравнению с любым станком маятникового типа. Станки HVS оптимально подходят для резки тонкостенных и толстостенных труб/профиля, цельного проката. Более того, станки HVS прекрасно справляются с пакетной резкой (т.е. одновременная резка 2, 4, 6, 9 труб), что значительно увеличивает производительность, без потери качества реза.
Особенности автоматических отрезных станков серии HVS-FADR:
• Прочная станина обеспечивает жёсткость конструкции и отсутствие вибраций при резке заготовки [9].
• Станок колонного типа, что обеспечивает дополнительную жёсткость подвижных узлов, увеличивает срок службы пильного диска.
• Высокая точность и скорость резки. Система балансировки дисковой пилы.
• Автоматическая резка с регулируемыми давлением и скоростью опускания пилы.
• Автоматическая подача СОЖ (Смазочно-Охлаждающей Жидкости) в зону резания.
• Встроенный лоток для сбора стружки.
|
Модели |
|
HVS-400-FADR |
|
Технические характеристики |
||
|
Заготовка |
||
|
Макс. размер квадратной трубы |
|
125x125 мм |
|
Макс. размер круглого проката |
|
100 мм |
|
Макс. размер круглой трубы |
|
125 мм |
|
Макс. размер прямоугольника |
160x100 мм |
|
|
Характеристики отрезных станков |
||
|
Величина подачи трубы мм |
6 - 1845 (спец. заказ: 6 - 3000) |
|
|
Устанавливаемая дисковая пила |
|
275 - 400 мм |
|
Вес кг |
|
1200 |
.2 Фрезерный станок модели 6652
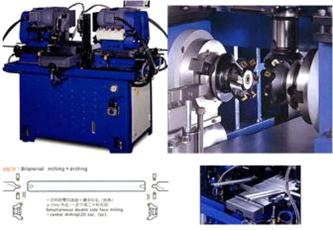
Рисунок 7 - Фрезерный станок модели 6652 [10]
Станок предназначен для сверлильной, фрезерной и расточной обработки
крупногабаритных и длинномерных деталей в замкнутом полуавтоматическом цикле.
Фрезеровать можно как с одной, так сразу с двух или трех сторон. В работе могут
принимать участие от одной до четырех шпиндельных бабок. Станок применяется в
индивидуальном и серийном производстве для обработки стали и чугуна
твердосплавными, а также быстрорежущими фрезами.
Таблица 8
Технические характеристики станка 6652 [10].
|
Размеры рабочей поверхности стола в мм |
1250х4250 |
|
Максимальный продольный ход стола в мм |
4500 |
|
Максимальный вес обрабатываемой детали в кг |
8000 |
|
Количество шпиндельных бабок |
4 |
|
Число скоростей вращения шпинделей |
12 |
|
Пределы чисел оборотов шпинделей в минуту |
37,5-475 |
|
Мощность привода каждой из шпиндельных бабок в кВт |
20 |
|
Максимальный диаметр фрезы в мм |
400 |
|
Пределы угла наклона оси шпинделей в град |
|
|
Мощность привода подач в кВт |
10 |
|
Пределы скоростей подач в мм/мин: шпиндельных бабок стола |
11,8-590 23,5-1180 |
|
Мощность привода быстрых перемещений в кВт |
10 |
|
Скорость быстрых перемещений шпиндельных бабок вмм/мин |
1800 |
|
Скорость быстрого перемещения стола в мм/мин |
3500 |
|
Мощность - привода перемещения траверсы в кВт |
14 |
|
Скорость перемещения траверсы в мм/мин |
800 |
|
Габариты, мм |
1350х5600х4420 |
.3 Дефектоскоп ДУК-13ИМ
Дефектоскоп предназначен для выявления внутренних дефектов в изделиях из металлов (трещин, пор, расслоений, непроваров, шлаковых включений и т. д.), определения их координат в сварных и клепаных соединениях.
Прибор является переносным и используется в цеховых и полевых условиях в интервале температуры 0-40°С и относительной влажности не более 80% при 20°С. Работает он на частотах 1,8 и 2,5 МГц как с прямыми, так и с наклонными искательными головками.
Чувствительность прибора регулируется в широких пределах и на частоте 2,5 МГц обеспечивает выявление дефектов, эквивалентных отверстиям в эталоне № 1 при температуре 20°С:
для искательных головок с углами 30 и 40° - отверстия 45 мм;
для искательных головок с углами 50° - отверстия 5 мм.
Минимальная глубина выявления дефектов (мертвая зона прибора) - не более 3 мм для искательных головок с углом падения 50°.
Максимальная глубина прозвучивания - 600 мм (для стали) в режиме «контроль по слоям».
Прибор позволяет вести контроль объекта в двух режимах работы:
контроль по слоям;
контроль от поверхности.
При контроле по слоям задержка развертки по времени плавно регулируется в пределах от 12 до 100 мкс. Длительность развертки регулируется в пределах от 20 до 100 мкс [11].
В приборе ДУК-13ИМ имеется электронный глубиномер со шкалами прямого отсчета координат залегания дефектов и шкалой отсчета времени прохождения ультразвука в микросекундах. Шкала «МКС» используется для определения координат дефектов при контроле изделий из материалов со скоростью ультразвука, отличной от скорости ультразвука в стали СтЗ.
Прибор комплектуется прямой искательной головкой для прозвучивания объектов продольными волнами на частоте 2,5 МГц и призматическими головками с углами падения УЗК 30, 40 и 50° - для прозвучивания объекта питания прибора является сеть переменного тока напряжением 220 В частотой поперечными волнами на частотах 1,8 и 2,5 МГц [11].
Индикация дефектов производится при появлении сигналов в телефоне и
импульса на экране электронно-лучевой трубки (ЭЛТ) и сточником 50 - 60 Гц.

Рисунок 8 - Дефектоскоп ДУК-13ИМ [11]
7.4 Листоправильная машина UBR 80

Рисунок 8 - Листоправильная машина UBR 80 [12]
Применяется в прокатном производстве для выравнивания поверхности листовой стали. Листоправильные машины разделяют на роликовые (валковые), наиболее распространённые, и растяжные. Роликовые листоправильные машины предназначены для правки тонких и толстых листов в горячем и холодном состоянии, а растяжные - главным образом для правки в холодном состоянии тонких листов (стальных и из цветных металлов), к качеству которых предъявляют повышенные требования. Процесс правки основан на упругопластическом знакопеременном изгибе листа приводными роликами, расположенными в рабочей клети в 2 ряда в шахматном порядке. Точность правки зависит от шага роликов (большой шаг не обеспечивает требуемой точности), размеров и числа их (чем больше роликов, тем выше точность). Обычно число правильных роликов колеблется в пределах 7-23; большинство современных листоправильные машины имеют, кроме правильных, опорные ролики. Скорость правки зависит от толщины листа и составляет 0,1-6 м/сек.
Процесс правки на растяжных листоправильных машинах основан на создании в листе напряжений, близких к пределу текучести, растягивающим усилием. Растяжная листоправильная машина состоит из станины, двух зажимных головок, механизма передвижения рабочей головки и привода. Широкое распространение находит растяжная листоправильная машина с гидравлическим приводом рабочей головки.
Получил применение также комбинированный способ непрерывной правки полос
- изгибом и натяжением. Изгиб осуществляется влистоправильной машине, а
натяжение - в устройствах с роликами большого диаметра, расположенных по обе
стороны листоправильной машины.
Таблица 9
Технические параметры листоправильной машины UBR 80 [12]
|
Модель |
UBR 80 |
|
Главный параметр |
80мм; макс. 3200мм |
|
Производитель |
ERNST THÄLMANN |
|
Оснастка |
Роликовые столы перед и за листоправильной машиной. |
|
Ширина листа максимальная |
3200мм |
|
Скорость правки |
12м/мин |
|
Главный привод |
132квт |
|
Регулировка эксцентрика |
2x0,55квт |
|
Регулировка по высоте |
22квт |
|
Маслянный насос |
0,55квт |
|
Вес машины без принадлежностей |
105 550кг |
7.5 Токарно-винторезный станок Jet GH-1840 ZX DRO
Токарно-винторезный станок Jet GH-1840 ZX DRO - мощное оборудование профессионального класса. Предназначено для проведения сверхточных работ по металлу и дереву [13].
Станок отличается массивностью и повышенной прочностью. Все направляющие выставляются при помощи дисплея цифровой индикации, где минимальная цена деления - 0.005мм. Работает от 380В.
Технические характеристики станка JET GH-1840 ZX DRO
· Основные
· Подробные
|
Напряжение, В |
380 |
Мощность, Вт |
8800 |
|
Max диаметр обработки над станиной, мм |
460 |
Расстояние между центрами, мм |
1015 |
|
Частота вращения шпинделя, об/мин |
25-1800 |
Вес, кг |
2267 |
|
Система подачи СОЖ |
есть |
Max размер державки резца, мм |
25 |
|
Ход пиноли, мм |
124 |
Поперечный ход суппорта, мм |
228 |
|
Продольный ход суппорта, мм |
130 |
Конус шпинделя |
МК-7(МК-5) |
|
Диаметр сквозного отверстия шпинделя, мм |
80 |
Габариты, мм |
2462х1016х1241 |
Комплектация
· 3-х кулачковый патрон Ø250мм с прямыми/обратными кулачками;
· 4-х кулачковый патрон Ø300мм;
· Планшайба Ø300мм;
· 4-х позиционный резцедержатель с фиксатором;

Рисунок 9 - Токарно-винторезный станок Jet GH-1840 ZX DRO [13]
Особенности JET GH-1840 ZX DRO:
Может работать с большими заготовками
Для этого в конструкции предусмотрен патрон Ø250мм с прямыми/обратными кулачками и отверстием шпинделя Ø80мм.
Точная и аккуратная работа. 4-х позиционный резцедержатель с фиксатором надежно закрепит деталь для обработки.
Продуманный механизм. Полноразмерная коробка подач токарно-винторезного станка Jet GH-1840 ZX DRO позволяет нарезать различную резьбу без замены шестерен.
Надежное оборудование. Централизованная система смазки продольного
суппорта значительно продлевает срок службы всей системы.
7.6 Электрическая камерная печь НКО 8.10. 8/7
К наиболее действенным способам борьбы с внутренними напряжениями относятся: подогрев конструкции перед сваркой и отжиг после сварки. Предварительный подогрев конструкций уменьшает в металле разность температур, и замедляет скорость охлаждения металла после сварки.
При горячей сварке изделие подогревается до температуры перехода металла в пластическое состояние. При этом почти полностью предотвращается появление внутренних термических напряжений.
Вторым наиболее существенным средством уменьшения внутренних напряжений
является отжиг сварных конструкций после окончания сварки. Отжигом устраняются
также напряжения, образовавшиеся в процессе прокатки, вальцовки, гибки. Отжиг
осуществляется в печи или горне. Изделие при отжиге следует охлаждать медленно
(вместе с печью). При достижении температуры отжига изделие выдерживается в
печи определенное время в зависимости от его толщины. На каждые 25 мм толщины
выдержка составляет 1 час.
Таблица 10
Температурные режимы отжига [5]
|
Операции |
Температура отжига заготовок, °С |
|
До сварки взрывом |
из АД 1и АМг 6 - 280-300°С* из МА 20 -220-300°С |
|
После сварки взрывом |
200°С |
Примечание:* Для сплава АМг 6 после отжига проводят выдержку при
температуре 250-260°С в течении часа
Охлаждение проводится на воздухе, вместе с печью.
Для проведения термической операции была выбрана электрическая камерная печь НКО 8.10.8/7.
Отличительной особенностью данных печей является: равномерное распределение температуры в зоне нагрева 5 град. °С, точная цифровая регулировка и установка параметров термообработки.
Загрузка материалов осуществляется фронтально (камерная печь).
Камерные печи поставляются также и с механизированным выдвижным подом
[14].

Рисунок 10 - Камерная печь НКО 8.10.8/7 [14]
Характеристики:
Размер рабочей камеры, мм длина-ширина-высота, (D-E-F)