Материал: Разработка технологического процесса изготовления трёхслойной втулки
Разработка технологического процесса изготовления трёхслойной втулки
Содержание
Аннотация
Введение
1. Характеристика изделия и условия его работы. Основные методы и способы производства трехслойной втулки
. Остаточные напряжения в магниево-алюминиевых композитах
3. Проектировка детали
4. Характеристика материалов
4.1 Алюминиевые сплавы АМг6 и АД1
4.2. Магниевый деформируемый сплав МА20
5. Карта раскроя
6. Маршрутная карта
7. Оборудование
7.1 Автоматический отрезной станок HVS-400-FADR
.2 Фрезерный станок модели 6652
.3 Дефектоскоп ДУК-13ИМ
.4 Листоправильная машина UBR 40x3150
.5 Токарно-винторезный станок Jet GH-1840 ZX DRO
7.6. Электрическая камерная печь НКО 8.10.8/7
8. Расчет параметров сварки взрывом
9. Планировка участка
Заключение
Список
использованных источников
Аннотация
Задачей данного курсового проекта является разработка технологии изготовления трехслойной втулки, состоящей из материалов: Амг 6, АД 1 и МА20.
В проекте рассматриваются характеристика изделия, условия его работы и
свойства материалов из которых оно изготовлено, рассматриваются режимы сварки
взрывом, выбирается оборудование для производства заготовок, а также
проектируется цех для изготовления деталей.
Введение
На современном этапе развития материаловедения значительное внимание уделяется вопросам создания, изучения и использования композиционных материалов (КМ) с повышенными физико-механическими и эксплуатационными свойствами, потому что традиционные металлы и сплавы не обладают такими свойствами.
Важное место в данной области занимают металлические слоистые композиционные материалы (СКМ) полученные сваркой взрывом.
Применение металлических композиционных материалов позволяет существенно повысить эффективность производства широкого класса деталей и оборудования для предприятий химического, нефтяного, сельскохозяйственного, транспортного, энергетического и других отраслей машиностроения.
Потребителями таких материалов являются также приборостроение и
радиоэлектроника, инструментальная промышленность, предприятия, производящие
товары культурно-бытового и хозяйственного назначения.
1. Характеристика изделия и условия его работы. Основные методы и способы
производства трехслойной втулки
Основное преимущество металлического магния - его легкость (магний-самый легкий из конструкционных металлов). Технически чистый магний обладает невысокой механической прочностью, однако введение в него в небольшом количестве других элементов (алюминия, цинка, марганца) значительно улучшает его механические свойства почти без увеличения удельного веса. Магниевые сплавы превосходят сталь и алюминий по удельной жесткости и поэтому применяются для изготовления деталей, подвергающихся изгибающим нагрузкам (продольным и поперечным).
Методы сварки плавлением непригодны для соединения магния с алюминием из-за образования между ними хрупких интерметаллидов и химических соединений типа MgnMem, не обладающих металлическими свойствами и делающих конструкцию неработоспособной.
Проблема создания прочно-плотных магниево-алюминиевых плоских плит толщиной 20-40 мм, предназначенных для выточки цилиндрических переходников разнородных конструкций новой техники (трубопроводы, термокомпенсаторы, баллоны и т.п.). Эта задача была решена исследователями, которые предложили 2 типа композитов. Одним из них является трехслойная композиция, исследуемая в моей работе, АМг6-АД1-МА20 - для работы при температурах от -196 до +100°С, требующая при дуговой сварке устранения перегрева границы АД1- МА20 [2].
Трехслойная композиция может применяться в сварных разнородных конструкциях, в частности в качестве переходников, непосредственно после сварки взрывом без промежуточных нагревов при допустимых температурах 100°С, поскольку последние, по существу, не изменяют первоначально возникшее поле остаточных напряжений, а нагрев до более высоких температур является недопустимым из-за падения прочности соединения АД1+МА20.
Технологии сварки взрывом заключается в плакировании отожженного
магниевого сплава МА20 алюминием АД1 и приварке к последнему пластин из сплавов
АМг6. Одновременная сварка из-за высокой кинетической энергии W приводит к
образованию микротрещин и хрупких расплавов на границе АД1-МА20 в трехслойной
композиции. Предварительный отжиг сплавов магния при температуре 450оС
устранял его структурную неоднородность и повышал пластичность (твердость
понижалась до 0,50 - 0,55 ГПа по сравнению с 0,70 - 0,78 ГПа в состоянии
поставки) [2].
2. Остаточные напряжения в магниево-алюминиевых композитах
Остаточные напряжения были исследованы в композициях, состав которых
приведен в таблице 1. Сварку взрывом во всех случаях производили на оптимальных
режимах, обеспечивающих разрушение образцов при испытаниях на отрыв слоев по
наиболее слабому основному металлу композиции. Остаточные напряжения определяли
механическим методом на призматических образцах размерами 25х60 мм [2].
Таблица 1
Состав и состояние исследованных композиций
|
Опыт |
Состав композиции |
Состояние, в котором исследовались остаточные напряжения |
|
1 |
АД1-МА20 |
После сварки взрывом (СВ) |
|
2 |
АД1-МА20 |
СВ и нагрев 100 °С в течении 1 ч |
|
3 |
АМг6-АД1-МА20 |
СВ АМгб с заготовкой из опыта 1 |
|
4 |
АМг6-АД1-МА20 |
СВ АМгб с заготовкой из опыта 2 |
|
5 |
АМг6-АД1-МА20 |
СВ и нагрев 300 °С в течении 1 ч |
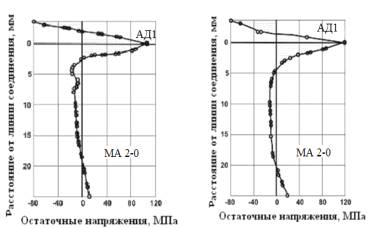
Распределение напряжений в биметалле МА20-АД1 после сварки взрывом и его
нагрева в течении часа до 100°С практически одинаково (рисунок 1). В
околошовных зонах возникли высокие напряжения растяжения (σmax=100-115 МПа), которые при удалении
от границы раздела резко убывают и меняют знак. В слое АД 1 действуют
остаточные напряжения сжатия величиной до 80-90 МПа, а в большей части
магниевого слоя - до 10 МПа, которые вблизи свободной поверхности МА20
переходят в растягивающие.
а) б)
Рисунок 1 - Эпюра остаточных напряжений в композиции АД 1 сварки взрывом
(а) и последующего нагрева в течение 1 часа (б).
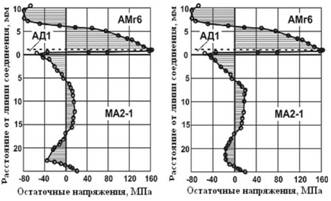
Последующая приварка АМг6 к композициям АД1+ МА20 со стороны АД1 привела к появлению в трехслойных соединениях (рисунке 2) новых, близких (опыт 3 и 4) по характеру распределения полей остаточных напряжений. Вследствие термопластических деформаций в зоне соединения образовались остаточные напряжения растяжения с пиковым значением вблизи границы АМг6+ АД1 до 130-160 МПа. Большее тепловыделение при сварке на границе АМг6 - АД1 по сравнению с границей АМг 6+ МА20 вызвало образование общей зоны растягивающих напряжений в значительной части слоев АМг6 и АД1. С приближением к свободной поверхности напряжения в АМг6 меняют знак и на свободной поверхности достигают 80-100 МПа. В АД1 действуют напряжения растяжения и лишь на границе с МА20 переходят в напряжения сжатия. В МА20 остаточные напряжения не превышают 50 МПа и трижды меняют знак [2].
Нагрев композиции АМг6+АД1 + МА20 до 300°С с выдержкой в течении 1 часа
(опыт 5) привел к образованию на границе раздела интерметаллидной прослойки,
снизил прочность соединения до 20-30 МПа и вызвал полное перераспределение
остаточных напряжений (рисунок 3). Новое поле напряжений с их резким скачком
вблизи границы раздела возникло вследствие различия в коэффициентах линейного
расширения магния и алюминия. При этом в слое МА20 (а = 27,9х10-6
град-1) действуют напряжения растяжения, а в слое алюминия (а =
25,4х10-6 град-1) - напряжения сжатия. Их максимальные
значения достигают 55 МПа [3].
а) б)
Рисунок 2 - Эпюра остаточных напряжений в композиции АМг6+АД1+МА20 после
сварки взрывом без промежуточного нагрева (а) и с промежуточным нагревом до 100оС
перед приваркой слоя АМг 6 (б)
Рисунок 3 - Эпюра остаточных напряжений в композиции АМг6+АД1+МА20 после
сварки взрывом и последующего нагрева до 300 оС.
Таким образом, трехслойная композиция алюминиевый сплав АМг6 - алюминий АД1 - магниевый сплав МА20 может применяться в сварных разнородных конструкциях, в частности в качестве переходников, непосредственно после сварки взрывом без промежуточных нагревов при допустимых температурах 100°С, поскольку последние, по существу, не изменяют первоначально возникшее поле остаточных напряжений, а нагрев до более высоких температур является недопустимым из-за падения прочности соединения АД1+МА20.
Для повышения работоспособности магниево-алюминиевой композиции
целесообразно вводить между слоями АМг6 и МА20 биметаллическую прослойку
ВТ1-0-АД1, которая за счет титана, имеющего наименьший температурный
коэффициент линейного расширения, обеспечивает после отпуска при 300°С наиболее
благоприятное распределение остаточных напряжений при сохранении прочности
композиционного соединения [4].
3. Проектировка детали
Трехслойная втулка изготавливается методом сварки взрывом из листовых заготовок металлов Амг6, АД 1 и МА 20.
Листовой прокат из Амг6 и АД1. Плиты изготовляют в соответствии с
требованиями стандарта [5]. АД1 с химическим составом по [7]; для алюминиевого
сплава марок: Амг6 с химическим составом по [7]. Плиты толщиной более 60 мм
изготовляют прокаткой из целого слитка без разрезки на мерные длины и без
обрезки концов. Длина плит не нормируется. Плиты изготовляют без
термообработки. Плиты изготовляют без обрезки боковых кромок. На кромках и на
концах, выходящих за номинальные размеры плит, допускаются вмятины, забоины, трещины
и другие дефекты, обусловленные способом производства. Поверхность плит должна
быть без трещин, расслоений, пятен коррозионного происхождения, диффузионных
пятен (на плитах с нормальной плакировкой), шлаковых включений и обнаженных от
плакировки участков (на плитах с нормальной плакировкой).
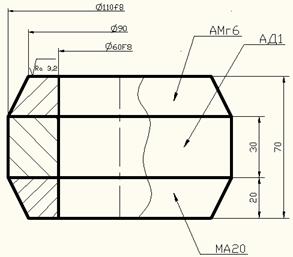
Рисунок 4 - Трехслойная втулка
Допуски на внутренний диаметр и внешний равны F8 и f8 соответственно. В виду того, что деталь планируется применять как переходник при сварке разнородных труб, то деталь можно отнести к 5му классу шероховатости, Ra не задаётся, задаётся только высота неровностей Rz=20-10мкм
Листовой прокат из сплава МА20. Плиты изготовляют в соответствии с требованиями стандарта [7] по технологической документации, утвержденной в установленном порядке, из магниевого сплава МА20 с химическим составом по [8]. Плиты толщиной до 32 мм изготовляются с обрезанными кромками и торцами, без заусенцев. Поверхность плит должна быть подвергнута антикоррозионной обработке. Поверхность плит должна быть без плен, трещин, рванин, расслоений, а также шлаковых флюсовых включений и железной окалины.
На поверхности плит допускаются надрывы, задиры, царапины, вмятины и
выпуклости, риски, рябизна и единичные металлические и неметаллические
включения в виде точек, если глубина их залегания, определяемая контрольной
зачисткой, не превышает нижнего предельного отклонения по толщине.
4. Характеристика материалов
.1 Алюминиевые сплавы АМг6 и АД1
Алюминий не имеет полиморфных превращений, обладает решеткой гранецентрированного куба с периодом а =0,4041 нм. Атомный номер алюминия 13, атомная масса 26,9815, температура плавления 660°С, температура кипения 2270°С, плотность 2,7 т/мЗ, модуль упругости 71 ГПа, удельное электросопротивление p1 = 2,6-108 Ом-м, коэффициент линейного расширения в интервале температур 20-100°С составляет а = 23,9 -10 -6 °С-1.
Алюминий и его сплавы хорошо поддаются горячей и холодной деформации - прокатке, ковке, прессованию, волочению, гибке, листовой штамповке и другим операциям.
Все алюминиевые сплавы можно соединять точечной сваркой, а специальные сплавы можно сваривать плавлением и другими видами сварки.
Деформируемые алюминиевые сплавы разделяются на упрочняемые и неупрочняемые термической обработкой. Все свойства сплавов определяют не только способом получения полуфабриката заготовки и термической обработкой, но главным образом химическим составом и особенно природой фаз - упрочнителей каждого сплава.
Свойства стареющих алюминиевых сплавов зависят от видов старения: зонного, фазового или коагуляционного.
На стадии коагуляционного старения значительно повышается коррозионная стойкость, причем обеспечивается наиболее оптимальное сочетание характеристик прочности, сопротивления коррозии под напряжением, расслаивающей коррозии, вязкости разрушения (K1C) и пластичности (особенно в высотном направлении).
Химический состав, физические и механические свойства деформируемых сплавов на основе алюминия приведены в табл. 1-6. Для массивных полуфабрикатов основными характеристиками разрушения при однократном нагружении являются характеристики К1С и КСТ [5].
Коррозионно-стойкие сплавы на основе систем А1-Мn и Al-Mg. Сплавы типа АМц, АМг2, АМг6 не упрочняются термической обработкой. Они отличаются высокой пластичностью, хорошей свариваемостью и высокой коррозионной стойкостью. Обрабатываемость резанием улучшается с увеличением степени легированности сплавов. Сплавы используются в отожженном, нагартованном и полунагартованном состояниях.
Применяются для изделий, получаемых глубокой вытяжкой, сваркой, от которых требуется высокая коррозионная стойкость (трубопроводы для масла и бензина, радиаторы тракторов и автомобилей, сварные бензобаки), а также для заклепок, корпусов и мачт судов, узлов лифтов и подъемных кранов, рам транспортных средств и др. [5].
Сплавы системы Al-Cu-Mg. Дуралюмины Д1, Д16, Д18, Д19, ВД17 упрочняются термической обработкой; характеризуются хорошим сочетанием прочности и пластичности.
Применяются: Д1 - для лопастей воздушных винтов, узлов креплений, строительных конструкций и др.; Д16 - для силовых элементов конструкций самолетов (тяги управлений, лонжероны), кузовов грузовых автомобилей, буровых труб и др.; Д19 - для тех же деталей, что и из сплава Д16, но работающих при нагреве до 200-250°С; В65, Д18- для заклепок; ВД17 - для лопаток компрессора двигателей, работающих при температуре до 250°С. Дуралюмины хорошо свариваются точечной сваркой и практически не свариваются плавлением из-за высокой склонности к трещинообразованию.
Сплавы Д1, Д16 в искусственно состаренном состоянии имеют улучшенную коррозионную стойкость, которая не снижается при повышенных температурах эксплуатации деталей, и более высокие значения σ0,2 и σв.
Появление склонности к межкристаллитной коррозии у закаленных и естественно состаренных сплавов системы Al-Cu-Mg при нагреве зависит от их фазового состава. Сплавы Д19, ВД17 менее склонны к межкристаллитной коррозии после нагрева, чем сплавы В65, Д18, Д1 и Д16.