Материал: Разработка технологического процесса изготовления трёхслойной втулки
Плакированные полуфабрикаты обладают повышенной коррозионной стойкостью.
Неплакированные детали следует защищать анодно-окисными, химическими и лакокрасочными покрытиями.
Все дуралюмины удовлетворительно обрабатываются резанием в закаленном и
состаренном состояниях [6].
Таблица 1
Механические свойства деформируемых сплавов при высоких температурах [5]
|
Сплав |
Полуфабрикат, |
t испытания, °С |
σв |
σ0,2 |
δ |
ψ |
|
|
Толщина |
|
МПа |
% |
||
|
АМц |
Лист отожженный, |
20 |
100 |
- |
30 |
- |
|
|
30 мм |
100 |
95 |
- |
35 |
- |
|
|
|
200 |
70 |
- |
41 |
- |
|
|
|
300 |
45 |
- |
45 |
- |
|
АМг6 |
Лист, 30мм: |
20 |
350 |
165 |
22 |
- |
|
|
Отожженный |
100 |
320 |
160 |
34 |
- |
|
|
|
200 |
195 |
135 |
45 |
- |
|
|
|
300 |
130 |
60 |
55 |
- |
|
|
|
20 |
385 |
290 |
11 |
- |
|
|
нагартованный |
100 |
335 |
285 |
15 |
- |
|
|
|
200 |
250 |
185 |
25 |
- |
|
|
Профиль (все размеры) |
20 |
350 |
180 |
18 |
- |
|
|
отожженный и без |
100 |
310 |
160 |
20 |
- |
|
|
термической обработки |
200 |
200 |
140 |
30 |
- |
|
|
|
250 |
170 |
120 |
35 |
- |
Таблица 2
Химический состав (в %) деформируемых сплавов [7]
|
сплав |
Аl |
Си |
Mg |
Мп |
Ni |
Fe |
Si |
Zn |
Ti |
Сг |
Zr |
Be |
Прочие примеси |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Каждая в отдельности |
сумма |
|
АД1 |
Не менее 99,3 |
До 0,05 |
До 0,05 |
До 0,025 |
- |
До 0,3 |
До 0,3 |
До 0,1 |
До 0,15 |
- |
- |
- |
0,02 |
- |
|
АМгб |
Основа |
До 0,1 |
5,8-6,8 |
0,5-0,8 |
- |
До 0,4 |
До 0,4 |
До 0,2 |
0,02-0,10 |
- |
- |
0,0002-0,005 |
0,05 |
0,1 |
Таблица 3
Физические свойства деформируемых сплавов [5]
|
сплав |
ρ, т/м3 |
ρ1·108, Ом·м, при 20°С в зависимости от состояния полуфабриката |
α·106, °С -1 |
λ, Вт/(м·°С) |
с, кДж/(кг·°С) |
|||
|
|
|
|
при температуре °С |
|||||
|
|
|
|
20-100 |
20-400 |
100 |
400 |
100 |
400 |
|
АД1 |
2,71 |
М-2,92 Н-3,02 |
24 - |
25,6 - |
М - 226 Н - 216 |
- - |
- - |
- - |
|
АМг6 |
2,64 |
М-6,73 |
24,7 |
27,4 |
122 |
138 |
0,922 |
1,09 |
Таблица 4
Механические свойства деформируемых сплавов при температуре 20 °С[7]
|
Марка сплава |
Вид полуфабриката |
Состояние испытуемых образцов |
Толщина или диаметр, мм |
Е |
G |
σ -1на базе 2·107 циклов |
σв |
σ0,2 |
σпц |
δ |
ψ |
σсж |
КС, и |
КС, т |
|
|
|
|
|
ГПа |
МПа |
% |
МПа |
МДж/м2 |
||||||
|
АД1 |
Лист |
Отожженный |
20 |
71 |
27 |
- |
80 |
40 |
- |
35 |
80 |
- |
- |
- |
|
|
Пруток |
Без термической обработки |
20 |
- |
- |
- |
150 |
100 |
- |
6 |
60 |
- |
- |
- |
|
АМг6 |
Лист плакированный |
Отожженный |
30 |
71 |
27 |
100 |
340 |
170 |
130 |
20 |
- |
180 |
- |
- |
|
|
|
Нагартованный 20% |
- |
- |
- |
- |
400 |
300 |
230 |
9 |
320 |
- |
- |
|
|
|
|
То же 30% |
- |
- |
- |
- |
420 |
320 |
- |
10 |
- |
330 |
- |
- |
|
|
Плита |
Нагартованная 16% |
30 |
71 |
27 |
- |
400 |
310 |
240 |
7 |
- |
320 |
0,2 |
0,09 |
|
|
Профиль горяче-катанный |
Отожженный |
6 |
- |
- |
- |
345 |
170 |
100 |
20,5 |
- |
170 |
0,2 |
0,17 |
|
|
|
Без термической обработки |
6 До 2500 кг |
- |
- |
- |
355 |
190 |
- |
19,5 |
- |
190 |
- |
- |
|
|
Поковка |
Отожженная |
|
- |
- |
- |
300 |
150 |
- |
14 |
- |
- |
- |
- |
Таблица 5
Механические свойства деформируемых сплавов при низких температурах [5]
|
Сплав |
Полуфабрикат, толщина |
t испытания, °С |
σв |
σ0,2 |
δ |
ψ |
|
|
|
|
МПа |
% |
||
|
АД1 |
Пруток без термической обработки, 20 мм |
20 |
60 |
40 |
35 |
- |
|
|
|
-70 |
105 |
45 |
45 |
- |
|
|
|
-196 |
160 |
50 |
50 |
- |
|
АМг6 |
Лист отожженный, 2,5 мм |
20 |
365 |
160 |
22 |
- |
|
|
|
-196 |
470 |
185 |
24 |
- |
|
|
Плита, 30 мм: нагартованная, 18% в продольном направлении |
|
|
|
|
|
|
|
|
20 |
395 |
345 |
10 |
22 |
|
|
|
-196 |
505 |
380 |
12 |
32,5 |
|
|
|
20 |
405 |
330 |
9,5 |
14,5 |
|
|
Полунагартованная с повышенным качеством выкатки |
-196 |
515 |
350 |
16,5 |
16 |
|
|
|
20 |
315 |
280 |
3,5 |
5 |
|
|
|
-196 |
360 |
325 |
1,5 |
2 |
|
|
|
|
|
|
|
|
|
|
Профиль отожженный и без термической обработки, все размеры |
20 |
350 |
180 |
18 |
- |
|
|
|
-70 |
360 |
- |
22 |
- |
|
|
|
-196 |
510 |
- |
31 |
- |
Таблица 6
Длительная прочность и ползучесть деформируемых сплавов[5]
|
Сплав |
Полуфабрикаты, толщина или диаметр |
T испытания, °С |
σ10 |
σ100 |
σ1000 |
σ10000 |
σ0,2/10 |
σ0.2/100 |
σ0.2/1000 |
|
|
|
|
МПа |
||||||
|
АМг6 |
Плита отожженный, 30 мм |
20 |
- |
- |
300 |
280 |
- |
155 |
150 |
|
|
|
50 |
- |
290 |
250 |
230 |
- |
150 |
145 |
|
|
|
100 |
- |
220 |
180 |
120 |
- |
130 |
110 |
|
|
|
150 |
- |
140 |
100 |
- |
- |
60 |
20 |
|
|
|
200 |
- |
70 |
45 |
- |
- |
- |
- |
|
|
|
250 |
- |
35 |
25 |
- |
- |
- |
- |
.2 Магниевый деформируемый сплав МА20
Сплав МА20(магниевый деформируемый сплав) применяют для изготовления
полуфабрикатов методом горячей деформации, а также для производства сварных
деталей сложной геометрической формы, длительно работающих до температуры
+150°С и кратковременно - до +200°С.
Таблица 7
Химический состав сплава МА20 в % [8].
|
Fe |
Si |
Mn |
Ni |
Al |
Cu |
Be |
Mg |
Zn |
Примесей |
|
до 0.05 |
до 0.1 |
0.15-0.5 |
до 0.005 |
3-4 |
до 0.05 |
до 0.02 |
94.4-97.65 |
0.2-0.8 |
всего 0.3 |
Сплав относится к системе Mg-Zn-Zr, то есть отличается высокими механическими свойствами благодаря повышенному содержанию цинка в сочетании с модифицирующим действием циркония. Сплав дополнительно легирован редкоземельным металлом, церием, который улучшает механические свойства, особенно при повышенных температурах.
Сплав марки МА20 обладает средней прочностью, высокой пластичностью,
хорошей свариваемостью и коррозионной стойкостью, не склонен к коррозионному
растрескиванию
5. Карта раскроя
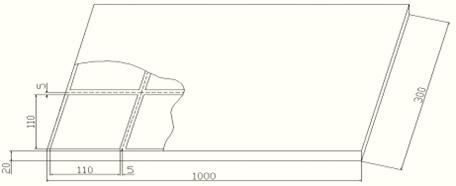
а)
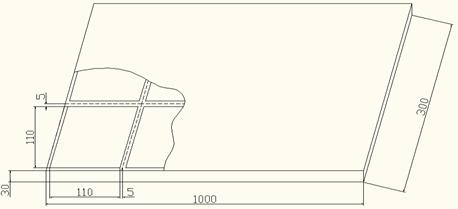
б)
Рисунок 5 - Карта раскроя: а - Для АМг6 и МА20, б - Для АД1
После получения основных материалов в заготовительном отделении цеха металлы подвергают предварительной обработке: правке, зачистке и вырезке заготовок из тяжелых и громоздких кусков листового проката. Резку производят в целях облегчения транспортировки и дальнейших операций по изготовлению деталей. При этом размеры заготовок под сварку взрывом, должны быть кратными размеру деталей [8].
Коэффициент использования материала = 80%.
Для изготовления заготовки 1 используем лист из алюминиевого сплава АМг 6 толщиной 20 мм, шириной 1200 мм, длинной 2000 мм [7].
Для изготовления заготовки 2 используем лист из алюминиевого сплава АД1 толщиной 30 мм, шириной 1200 мм, длинной 2000 мм [7].
Для изготовления заготовки 3 используем лист из сплава МА20 толщиной 20
мм, шириной 1200 мм, длинной 2000 мм [8].
6. Маршрутная карта
) Входной контроль качества. Контроль - визуальный, измерительный инструмент
) Разметка листов - разметочный стол, измерительный инструмент, чертилка (мел)
) Контроль - измерительный инструмент
) Резка листов - гильотинные ножницы
) Контроль - визуальный, измерительный инструмент
) Подготовка свариваемых поверхностей - металлическая щетка, ацетон, спирт, безворсовая ткань
) Контроль - визуальный
) Изготовление пазов в метаемой пластине - станок фрезерный
) Контроль-визуальный
) Изготовление оснастки для СВ - проволока, картон, ножницы, вспомогательный инструмент
) Контроль - визуальный
) Сборка пакета под СВ
) Контроль - визуальный
) Сварка взрывом
) Контроль - визуальный
) Подготовка свариваемых поверхностей - металлическая щетка, ацетон, спирт, безворсовая ткань
) Контроль - визуальный
) Изготовление пазов в метаемой пластине - станок фрезерный.
) Контроль-визуальный
) Изготовление оснастки для СВ - проволока, картон, ножницы, вспомогательный инструмент
) Контроль - визуальный
) Сборка пакета под СВ
) Контроль - визуальный
) Сварка взрывом
) Контроль - визуальный
) Контроль сварного соединения - дефектоскопия
) Термическая операция (отжиг) заготовок - электрическая камерная печь НКО 8.10.8/7
) Контроль - измерение твердости
) Правка листа - машина листоправильная
) Контроль - визуальный
) Резка листов на заготовки - Станок ленточнопильный вертикальный
) Контроль - визуальный, измерительный инструмент
) Токарная обработка детали - станок токарный
) Контроль - измерительный инструмент
) Выходной контроль
втулка магниевый алюминиевый слоистый композит