Материал: Разработка конструкции промышленной вибрационной мельницы с кантуемым размольным сосудом
Дебалансный узел изображен на рисунке 2.2. Вал дебалансного узла посредством двух шариковых радиальных сферических подшипников 2 устанавливается на бобышках 3, которые ввариваются в швеллера 4. Осевые перемещения вала исключаются пружинными кольцами 5. Подшипниковые узлы закрыты крышками 6 и снабжены манжетами 7 для предотвращения утечки смазки. Для возбуждения вынужденных колебаний служит один (или несколько) дебалансов 8, установленных на валу и закрепленных Т-образным
пазом и болтом. Вращение вала происходит через шкив 9 и шпонку 10.
Рессора изображена на рисунке 2.3. средняя 1, внешняя 2, внутренняя 3
пластины скрепляются скобами 4. Посредствам
болтов 5 и пластин 6 рессора крепится опорами. Болтами 8 и гайками 9 рессоры
крепятся к раме и станине.
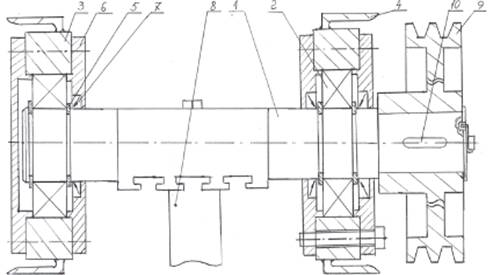
Рисунок 2.2 - Дебалансный узел
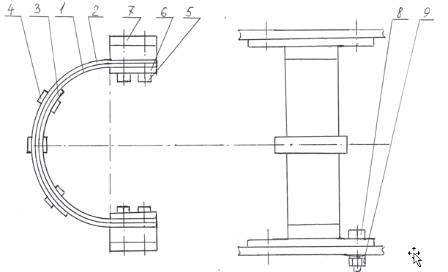
Рисунок 2.3 - Рессора
Рама размольная представлена на рисунке 2.4. Стропила 1 свариваются с перекладинами 2 и укрепляются пластинками 3, которые одновременно служат подошвами рессорам. Для крепления на раме узлов служат держатели 4, усиленные пластинами 5 и 6. Для крепления червячного редуктора служат подставки 7 и пластинки 8, которые предназначены для выдерживания межосевого расстояния (соосности) редуктора и механизма поворота.
Станина показана на рисунке 2.5. к ногам 1 привариваются пяты 2 и
производится обвязка перекладинами 3 и стропилами 4. Укосина 5 служат для предотвращения изгибов.
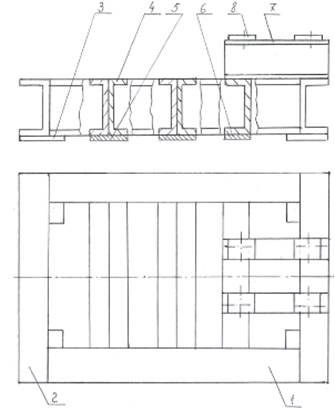
Рисунок 2.4 - Рама размольная
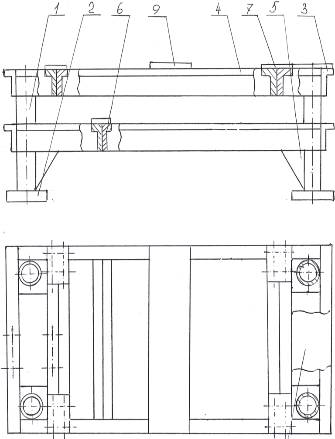
Рисунок 2.5 - Станина
Сборочные единицы на станине устанавливаются посредствам держателей 6, усиленных пластинками 7. Площадка 8 предназначена для нахождения на ней оператора во время обслуживания мельницы. Столик 9 служит для установки сливной емкости под пульпу.
Механизм поворота сосуда изображен на рисунке
2.6.
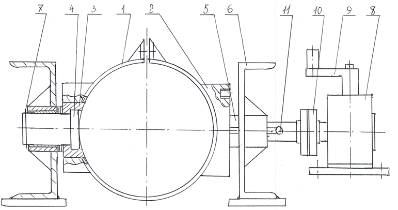
Рисунок 2.6 - Механизм поворота сосуда
Хомут 1 с бобышками 2 и втулками 3 посредствам полуосей 4 и 5 крепится к швеллерам 6 и стопорится пружинными кольцами 7.
Для поворота хомута, а вместе с ними и сосуда служит червячный редуктор 8 с вертикальным расположением червяка. Ручка 9 служит для вращения входного вала редуктора. Редуктор с муфтой 10 соединен с одной из полуосей. Фиксация крайних положений хомута производится фиксаторами 11.
Сосуду придана веретенообразная форма цилиндрической 1, двумя коническими 2 гильзами и крышками 3. Крышки и гильзы надежно крепятся, герметично закрывая полость сосуда при помощи уплотнений 4 и 5 из вакуумной резины.
Отвод газов, адсорбированных на поверхности исходных порошков выделяющихся в процессе размола, осуществляется после окончания процесса размола. Для этого предусмотрены выпускные обратные клапаны 6. Гайки 7 ослабляются, и после постукивания по клапану в образовавшийся зазор, исключающий мгновенный выброс всего скопившегося газа, между клапаном и крышкой вытравливается газ.
Сосуд для уменьшения изнашивания, попадания продуктов его износа в размольный порошок изнутри футеруется пластинками 8 из твердого сплава, припаянных мягким припоем. Для удобства перемещения крышек они снабжены ручками 9. Пружины 10 предназначены для монтажа сосуда и одновременно служат ребрами жесткости. Одним из самых ответственных элементов вибрационной мельницы является размольный сосуд, изображенный на рисунке 2.7.
Промывка размольного сосуда выполняется достаточно легко, так как рабочая полость сосуда гладкая, промывочная жидкость протекает в рабочую полость сосуда сверху вниз "на проход". Именно с этой целью размольный сосуд снабжен двумя идентичными съемными крышками.
Для проведения ремонта предусмотрена возможность
полной разборки сосуда с разделением его на детали.
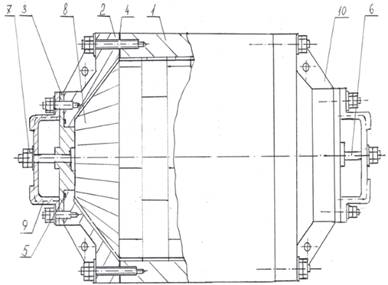
Рисунок 2.7 - Размольный сосуд
Слив пульпы облегчается благодаря воронкообразной форме фланцев сосуда и специальной сливной насадке рисунок 2.8, снабженной сеткой 1, благодаря которой размольные шары остаются в сосуде.
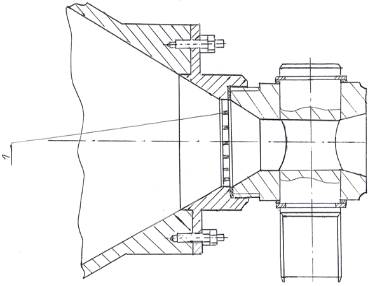
Рисунок 2.8 - Насадка сливная
4.3 Расчеты при конструировании
Расчет мощности электродвигателя
Мощность электродвигателя рассчитывается по
приближенной формуле:
![]() (2.1)
(2.1)
где V-объем сосуда, в литрах.
![]()
По справочнику ![]() выбираем
электродвигатель 4А200М4У3 мощностью 37 кВт и числом оборотов n=1450
мин-1.
выбираем
электродвигатель 4А200М4У3 мощностью 37 кВт и числом оборотов n=1450
мин-1.
Расчет параметров размольного сосуда
Внутренняя полость сосуда изображена на рисунке 2.9.
Примем объем цилиндрической части Vц
равным 200 л, а конических Vц
по 25 литров. r=0,1м.
Vk=π/3(R3+r3), м3, (2.2)
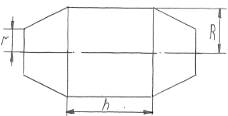
Рисунок 2.9 - Внутренняя полость размольного
сосуда
где r-радиус малого основания усеченного конуса, м;
R-радиус цилиндрической части, м;
h-длина цилиндрической части, м;
Объем всего сосуда задан;
V=250 литров.
Из формулы 2.2. выразим R и получим выражение:
![]()
Объем цилиндрической части определяется по
формуле:
![]() , м3. (2.3)
, м3. (2.3)
Из формулы (2.4) следует, что h определяется выражением:
![]()
Объем конусной части определяется по формуле (2.2):
![]()
Полный объем сосуда определяется по формуле:
Ошибка ![]() составляет
1 литр.
составляет
1 литр.
V=Vц+V,м3,
(2.4)
V=0,2+0,049=0,249![]() =250
литров.
=250
литров.
3 Расчет клиноременных передач
Передачу, соединяющую электродвигатель с натяжным устройством называют приводной, а оставшуюся - разгрузочной l1=0,57 м - межосевое расстояние приводной передачи; l2=1,5 м - межосевое расстояние разгрузочной передачи.
Длина ремня рассчитывается по формуле:
=3l+W+Y/l, м, (2.5)
W=(dр.б-dр.м)/2π,
м,
(2.6)
где dр.б - расчетный диаметр большого шкива, м;
dр.м - расчетный диаметр малого шкива, м.
=(dр.б-dр.м)/2,
м. (2.7)
Результаты расчета для обеих клиноременных передач приведены и заполнены в таблице 2.1.
Выбираем тип клиновых ремней по ГОСТу 1284-68 обусловленным определённым регламентом:
) ремень Г-2120 Т ГОСТ 1284-68;
) ремень Г-4250 Т ГОСТ 1284-68.
Шкив клиноременной передачи изображен на рисунке 2.10 , а значения параметров приведены в таблице 2.2.
Для клиноременной передачи немаловажным обстоятельством, сильно сказывающимся на долговечности ремня, является параллельность осей вращения шкивов.
Полученные значения округляются до стандартных.
Таблица 2.1 - Расчеты клиноременных передач
|
Наименование параметра |
передача |
|
|
|
приводная |
разгрузочная |
|
Диаметр ведущего шкива, мм |
200 |
400 |
|
диаметр ведомого шкива, мм |
400 |
400 |
|
Вид сечения ремня |
Г |
Г |
|
Количество ремней |
2 |
2 |
|
Длина ремня, м |
2,1 |
4,256 |
|
Уточненная длина ремня, м |
2,12 |
4,25 |
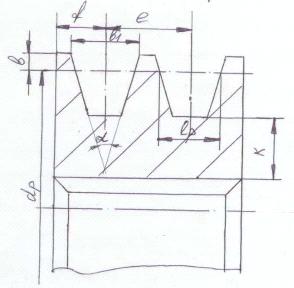
Рисунок 2.10 - Шкив
Таблица 2.2 - Значения параметров шкивов
|
Значение расчетного диаметра d, мм |
Параметр |
||||||
|
|
β, мм |
d, мм |
l,мм |
K,мм |
lp,мм |
α,мм |
β1,мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
200 |
81 |
24 |
37 |
10 |
27 |
36 |
32,5 |
|
400 |
8,1 |
24 |
37 |
12 |
27 |
36 |
32,5 |
5. Разработка технологического процесса изготовления дебалансного вала
.1 Назначение, конструкция и анализ
технологичности детали
Дебалансный вал представлен на рисунке 3.1, предназначен для возбуждения механических колебаний в системе, посредствам одного или нескольких закрепленных на нем дебалансов, для чего служат Т-образные пазы и отверстия Ø10 мм, в количестве 3 штук.
Первая ступень имеет шпоночный паз и предназначена для установки шкива клиноременной передачи, которая служит для передачи вращательного момента от шкива к валу. Также вал имеет посадочные места для подшипников и канавки, для установки в них пружинных (стопорных) колец. Материал который служит для изготовления рассматриваемой детали типа "дебалансный вал": Сталь 40Х (ГОСТ 4543-71). Предназначение этой стали: улучшаемые и цементируемые детали, от которых требуется высокая прочность и вязкость сердцевины, а также высокая поверхностная твердость, работающая при больших скоростях и повышенных удельных давлениях под действием ударных нагрузок, поэтому требования к материалу для изготовления данной детали достаточно жесткие.
Химический состав в таблице 3.1, механические
свойства в таблице 3.2.
Таблица 3.1 - Химический состав стали 40Х
|
C |
Si |
Mn |
Ni |
S |
P |
Сr |
Cu |
|
0,46 - 0,44 |
0,17 - 0,37 |
0,5 - 0,8 |
до 0,3 |
до 0,35 |
до 0,35 |
0,8 - 1,1 |
до 0,3 |
Таблица 3.2 - Механические свойства стали 40Х
|
σт МПа |
σвр МПа |
σ5 % |
ψ % |
αн Дж/см2 |
НВ не более |
|
|
не менее |
|
горячекатаная |
отожжённая |
|||
|
780 |
980 |
10 |
45 |
59 |
806 |
- |
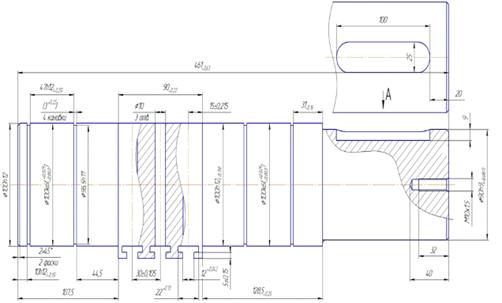
Рисунок 3.1 - Дебалансный вал
ТЕХНОЛОГИЧЕСКИЙ КОНТРОЛЬ ЧЕРТЕЖА ДЕТАЛИ
Чертеж детали выполнен по нормам ЕСКД. Точность, обозначение всех посадок, отклонений, шероховатостей поверхности, составляющих детали дают возможность получить все необходимые данные для разработки техпроцесса изготовления.
В качестве установочной базы на первых операциях может быть использована наружная поверхность заготовки. В качестве чистовой установочной базы на последующих операциях - наружная поверхность.
Материал, выбранный для изготовления детали, соответствует всем требованиям, предъявляемым по прочности и износостойкости к рассматриваемой детали.
В соответствии с установленными эксплуатационными требованиями деталь имеет в разных местах разную степень точности.
Требования к детали типа "дебалансный вал":
1) точность поверхности;
2) концентрированность изготовления;
3) соосность (высокая точность).
Описание конструкции:
Класс валов (к валам относят круглые стержни длиной более трех диаметров).
В состав детали входят следующие поверхности:
) наружные цилиндрические поверхности вала: Ø90h9, Ø100k7, Ø96,5h12, Ø100h12;
) шпоночный участок;
) Т-образные пазы (3штуки);
) канавки для установки стопорных колец (4 штуки);
) центральное отверстие с резьбой ![]() ;
;
) центровочное отверстие.
Исходя из выше перечисленного, способы
дальнейшего упрощения конструкции детали отсутствуют.
5.2 Выбор типа производства
Исходные данные:
) годовая программа - 2000 шт.;
2) режим работы предприятия - двухсменный.
Действующий годовой фонд времени работы оборудования определим по формуле:
=(D-d)h-SKp,
ч, (3.1)
Где
Fd - действующий годовой фонд времени работы оборудования, час;
D - количество календарных дней в году, D=365 дней;
d - количество нерабочих дней, d=113 дней; h- продолжительность смены,
h=8 часов;
S - количество смен в сутки (режим работы предприятия), S=2;
Кр - коэффициент планируемых потерь рабочего времени, Кр=0,98.
Тогда: Fd=3912
час.
5.3 Выбор типа заготовки
При выборе заготовки для заданной детали главным критерием является обеспечение заданного качества готового изделия при его минимальной себестоимости.
Исходные данные необходимые для выбора вида заготовки и способа ее получения:
1) материал заготовки - Сталь 40Х ГОСТ 4543-71;
) плотность материала, кг/м3 - 7850;
) масса детали, кг - 42 кг;
) годовая программа, шт. - 2000 шт.
Масса заготовки равна 60 кг (расчет произведен в
САПР "КОМПАС"). Q= 60 кг.
5.4 Себестоимость заготовки из
проката
Для заготовки выбираем прокат сортовой круглый горячекатаный диаметром 145 мм по ГОСТ 2590-71.
Себестоимость заготовки из проката найдем по формуле:
заг.=M+ΣCо.з,
руб.,
(3.2)
где М - затраты на материал, руб.;
ΣCо.з- технологическая себестоимость операций правки, калибрования прутков, разрезки их на штучные заготовки найдем по формуле:
о.з= (Cп.з ∙Тшт(ш-к))/60, руб, (3.3)
где Cп.з - приведенные затраты на рабочем месте, руб/ч.
Примем 340 руб/ч.
Тшт(ш-к) - штучное или штучно калькуляционное
время выполнения заготовительной операции (правки, калибрования, разгрузки и
др.) мин.
М=((Q∙S-(Q-q)Sотх))./1000,
руб., (3.4)
где: Q - масса заготовки, кг;
S - цена 1 кг. Материала заготовки, руб.;
q - масса готовой детали, кг;
Sотх - цена 1 т. отходов, руб.
М=(60∙38-(60-42)∙90)/1000=2118 руб.
Со.з=35,12 руб., Тшт= 6,2 мин - штучное время при отрезке.
Sзаг1=2118+35,12=2153,12
руб.