Материал: Разработка биговально-фальцевального аппарата
Объемная масса бумаги. Структура
каландрированной, высококаландрированной и мелованной бумаги с большой объемной
массой (![]() )
многократно и сильно уплотнялась в процессе их производства, поэтому такая
бумага позволяет получать четкий фальц и высокую степень его уплотнения при
одинаковой удельной силе сжатия в фальцваликах.
)
многократно и сильно уплотнялась в процессе их производства, поэтому такая
бумага позволяет получать четкий фальц и высокую степень его уплотнения при
одинаковой удельной силе сжатия в фальцваликах.
Зольность бумаги. В бумаге с большим содержанием наполнителя связь между волокнами целлюлозы ослаблена и значительно нарушается в сгибах, поэтому высокозольная бумага теряет при фальцовке до 80% прочности на разрыв; высокую степень обжатия фальцев у такой бумаги можно получить при малой удельной силе в фальцваликах. При образовании сгибов в бумаге с малым содержанием наполнителей прочность надмолекулярной структуры бумаги изменяется значительно меньше, а прочность на разрыв уменьшается не более чем на 30%. Для получения высокой степени обжатия фальцев у тетрадей из такой бумаги требуется большая удельная сила в фальцваликах.
Влажность бумаги. С увеличением влажности бумаги прочные водородные связи между молекулами целлюлозы в волокнах заменяются относительно слабыми мостиковыми связями через диполи воды, поэтому при сравнительно малом силовом воздействии на бумагу с повышенной до 10-12% влажностью можно получить значительные остаточные деформации в сгибах при малом разрушении надмолекулярной структуры волокон целлюлозы.
Направление раскроя. Сгиб получается ровным, гладким, с минимальной потерей прочности на разрыв, если фальцовка обеспечивает так называемый долевой раскрой, когда машинное направление бумаги совпадает с линией последнего сгиба. Для получения долевого сгиба с высокой степенью обжатия фальцев удельную силу сжатия в фальцваликах следует увеличивать. При поперечном раскрое удельная сила сжатия сгибов в фальцваликах должна быть минимальной, так как высокое давление может вызвать значительное разрушение бумаги на сгибах и снизить тем самым долговечность книжного издания.
Число сгибов и вариант фальцовки. С увеличением
числа сгибов от одного до трех, для получения высокой степени обжатия фальцев
при параллельной фальцовке удельную силу сжатия в фальцваликах необходимо
увеличивать примерно трехкратно. Комбинированная и особенно перпендикулярная
фальцовка требует многократного увеличения удельной силы обжима в
фальцваликах.[3]
Способы фальцовки
Для фальцовки листов/оттисков используют два основных машинных способа - ножевой и кассетный. Оба они имеют общие операции. Вначале производится выравнивание листа относительно фальцевального устройства, затем следует образование бумажной петли, наконец, обжим петли валиками - образование фальца. Выполнение же этих операций производится разными устройствами.
Ножевая фальцовка
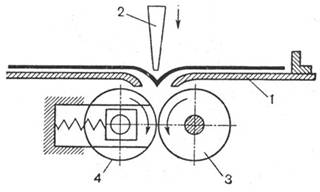
Рисунок 1.15 - Схема ножевой фальцовки
Ножевой способ фальцовки (рис. 1.15) получается при проталкивании листа, выровненного по передним и боковым упорах, подвижным ножом 2 между двумя, вращающихся навстречу друг другу, валиками 3 и 4, которые обжимают место сгиба - фальц. Зазор между валиками регулируется по толщине фальцуемой тетради.
Этот способ имеет ряд преимуществ: высокая точность фальцовки, плотное исполнение фальцев тетрадей, им можно фальцевать бумаги любой толщины и массы. Его недостатки: невысокая скорость работы из-за реверсивного движения механизма ножа, необходимость кратковременной остановки листа для выравнивания перед фальцовкой.
Кассетная фальцовка
Рисунок 1.16 - Схема кассетной фальцовки
Кассетный способ (рис. 1.16) формирует сгиб за счет взаимного расположения кассеты 3 и трех фальцевальных валиков, которые способствуют образованию в листе петли, обжимаемой затем по месту сгиба, как и при ножевом способе, вращающимися валиками.
Лист бумаги после выравнивания по боковой линейке на транспортере попадает в подающие валики 1 и 2, которые расположенные один над другим с некоторым смещением для лучшего вхождения листа в кассету. Кассета 3 имеет передвижной упор 4, который регулируется в зависимости от формата и схемы фальцовки тетради. Поданный валиками 1 и 2 лист доходит до упора 4, сначала останавливается, потом начинает деформироваться, образуя волнообразную линию сгиба, которая заполняет всю полость кассеты. В нижней части кассеты образуется петля, которая захватывается и обжимается фальцевальными валиками 2, 5, вращающимися навстречу друг другу.
Лист бумаги подается в первую пару валиков 1,2, расположенных по вертикали, являются подающими, поэтому они регулируются по толщине листа. Вторая пара валиков 2, 5, расположенных по горизонтали, являются фальцующими (понятно, что нижний валик одновременно является подающим) и поэтому они регулируются по толщине сфальцованного листа. Петля в листе образуется благодаря его изгибу в зоне валиков из-за остановки передней кромки у упора 4 в кассете 3, представляющей собой узкую полость для входа листа.
Этот способ имеет такие достоинства, как высокая
скорость работы, отсутствие механизмов реверсивного действия, выравнивание
листа выполняется во время транспортировки. К недостаткам кассетного способа
относятся чувствительность к толщине, жесткости и гладкости бумаг, невысокая
точность фальцовки.
Прочая техническая информация
Готовые изделия
Двигатели:
Асинхронный электродвигатель ДАТ 75-40-3,0 40 Вт - (масса 1,8 кг)
Шаговые двигатели со своими параметрами:
Массой 1,7 кг (без вала) - для 2-й фальцующей пары валиков
Масса 0,45 кг (без вала) - для 1-й фальцующей пары валиков, укладчика, ленточного транспортера, проводящих валиков, биговочного валика, валика самонаклада (7 шт)
Соленоиды:
Со своими параметрами (ход до 5 мм)
Isliker Magnete UG -130.35 (ход до 35 мм)
Наружные концентрические кольца ГОСТ 13940-86 - 52 шт:
Масса 1000 колец диаметром 20 мм (для 2-й фальцующей пары (8 шт)) - 1,85 кг, диаметром 10 мм (для остального (42 шт)) - 0,42 кг, диаметром 6 мм (для вала самонаклада с резьбой (2 шт)) - 0,13 кг.
Подшипники:
ГОСТ 26 легкая серия (масса 0,0080 кг) - 2 шт. (вал самонаклада с резьбой)
ГОСТ 200 легкая серия (масса 0,031 кг) - 17 шт.
ГОСТ 204 легкая серия (масса 0,108 кг) - 4 шт. (2-е фальцующие валики)
Расчет зубчатых колес
Рассчитаем параметры зубчатых колес, необходимых для начертания в сборочном чертеже шестерен зубчатых колес реальных размеров.
Найдем число зубьев шестерен 1-й и 2-й
фальцующих пар валиков, проводящих валиков и биговочных валиков по формуле
(8.1):
![]() , (8.1)
, (8.1)
где: z - число зубьев, d - делительный диаметр, m - модуль зацепления.
Делительный диаметр для 1-й фальцующей пары, проводящих и биговочных валиков равен 30 мм, а модуль зацепления принят за 1,5. А для 2-й фальцующей пары валиков делительный диаметр равен 50 мм, модуль зацепления - 2.
Согласно формуле (8.1) число зубьев шестерен 1-й
фальцующий пары валиков, проводящих валиков и биговочных валиков равен:
![]()
Согласно формуле (8.1) число зубьев шестерен 2-й фальцующей пары валиков равен:
![]()
Также, по формулам (9.1) и (10.1), вычислим
диаметры вершины ![]() и впадин
и впадин ![]() зубьев
шестерни:
зубьев
шестерни:
![]() (9.1)
(9.1)
![]() (10.1)
(10.1)
Для 1-й фальцующей пары валиков, проводящих
валиков и биговочных валиков данные диаметры таковы:
![]()
![]()
Для 2-й фальцующей пары валиков диаметры таковы:
![]()
![]()
Для 1-й фальцующей пары валиков, проводящих
валиков и биговочных валиков межосевое расстояние ![]() равно
30 мм, а для 2-й фальцующей пары валиков оно равно 50 мм. Возьмем коэффициент
равно
30 мм, а для 2-й фальцующей пары валиков оно равно 50 мм. Возьмем коэффициент ![]() равным
0,2. Тогда по формуле (11.1) рассчитаем ширину зубчатого венца.
равным
0,2. Тогда по формуле (11.1) рассчитаем ширину зубчатого венца.
![]() (11.1)
(11.1)
![]()
![]()
Согласно сборочному чертежу помимо стенок корпуса указаны следующие детали и узлы:
Станина самонаклада
Упор самонаклада (4 шт)
Соленоид (шаг до 5 мм)
«Сухарь» (10 шт)
Подающий откидной валик самонаклада
Упор-отсекатель
Кронштейн (4 шт)
Пружина (10 шт)
Проводящий валик (4 шт)
Подшипник ГОСТ 200 легкая серия (17 шт)
Биговочный валик (2 шт)
Биговочное кольцо (3 шт)
Винт регулирующий (6 шт)
Винт закрепляющий (6 шт)
Соленоид Isliker Magnete UG -130.35
Станина съемного ножа
Ролик (12 шт)
Съемный нож для фальцевания (2 шт)
Шаговый двигатель (ход до 35 мм) (7 шт)
Шаговый двигатель (ход до 5 мм)
Винт (23 шт)
Шестерня (z=20) (8 шт)
Шестерня (z=25) (2 шт)
Фальцующий валик (4 шт)
Наружное концентрическое кольцо (52 шт)
Подшипник ГОСТ 204 легкая серия (4 шт)
Болт с широкой шляпкой (36 шт)
Укладчик
Вал ленточного транспортера (2 шт)
Двигатель ДАТ 75-40-3,0 40 Вт
Болт (4 шт)
Муфта
Уголок (2 шт)
Гайка с резьбой
Вал с резьбой
Подшипник ГОСТ 26 легкая серия (2 шт)
Боковой упор (2 шт)
Вентиль (4 шт)
Фиксатор (6 шт)
Направляющая (4 шт)
ГЛАВА 2. ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ
Структура управления типографии. Организация
планирования типографии
Рисунок 1.17 - Схема структуры управления
производством
В РИО работают:
Заведующая издательством (контролирует процесс редакционно-издательской подготовки)
Ведущий экономист (проводит расчет экономической составляющей производства)
Ведущий редактор (ответственен за оформление, читабельность и соответствие издания нормам и правилам оформления)
В ведении учебно-производственного комплекса находятся:
Заведующий лабораторией (офсетная листовая машина). Является главным механиком и наладчиком офсетной машины.
Заведующий лабораторией (цифровая техника, допечатное и послепечатное оборудование). Контактирует с РИО и другими отделами института. Отвечает за вверенное оборудование. Исполняет функции главного механика и наладчика. Выполняет работы на этом оборудовании.
Ведущий электроник (заместитель зав. лабораторией). Выполняет те же функции, что и заведующий лабораторией во время отсутствия начальника или ввиду повышенной загрузки. Работает с программами персонального компьютера, которые необходимы для обработки/работы с изданием.
Также ежемесячно приходит представитель из сервиса, который поставляет необходимые комплектующие и расходные материалы для оборудования.
Немного о планировании организации типографии (рис. 1.17):
В учебно-производственный комплекс приносят оригинал-макет издания, которое выражается либо в электронном виде (чаще всего), либо в бумажном. Далее посредством имеющейся техники производится размножение продукции, посредством печатания на ризографе. При очень малых тиражах используется профессиональное МФУ (многофункциональное устройство), т.е. ксерокопирование оригинал-макета. Затем происходит подборка листов в блоки путем работы на полу-автоматическом листоподборочном аппарате. Заключительным этапом является скрепления блока нитью и приклейка к обложке на термоклеевой машине. Финишная операция - это обрезка издания с трех сторон на одноножевой резальной гидравлической машине гильотинного типа.
Слабой стороной планирования является то, что операции бигования (нанесение биговочной канавки с целью облегчения сгиба и сохранения презентабельного вида издания) и фальцевания (сгибание по биговочной канавке) обложки издания выполняются вручную, т.е. требуется достаточное количество времени на изготовление обложки. Что достаточно ощутимо при малочисленном штате организации. Поэтому дипломный проект связан со следующим направлением: «автоматический биговально-фальцевальный аппарат», т.е. обновление послепечатного парка оборудования предприятия.
Суть и задачи экономики
Экономика - наука об использовании ограниченных ресурсов в целях удовлетворения неограниченных потребностей человека.
Ресурсы, которые участвуют в производстве товаров и услуг, называются факторами производства. Они включают природные, человеческие и информационные ресурсы, а также капитал. Каждый фактор занимает свое место в системе и выполняет свою конкретную функцию.
Главная задача экономики - выбрать наиболее эффективный способ распределения факторов производства. При этом общество должно найти ответы на следующие три вопроса:
Что из товаров и услуг должно быть произведено и в каком количестве?
Как должны быть произведены эти товары и услуги? Применение каких технологий и методов организации производства, использование каких ресурсов даст максимальный экономический и социальный эффект?
Кто потребитель?
Производимые товары могут быть проданы и принести прибыль, которая заставляет производителей изготовлять товары и поставлять на рынок по той цене, по которой их могут купить. Прибыль заставляет продавцов производить продукт с наименьшими затратами. Наименьшие затраты, в свою очередь, позволяют:
Повысить прибыль, т.е. разницу между продажной ценой и затратами;
Снизить цены в борьбе с конкурентами;
Реализовать оба подхода;
Предприятие - экономическая единица, которая самостоятельно принимает решения, использует факторы производства для изготовления и продажи товаров другим предприятиям, домохозяйствам и государству, стремится к максимизации прибыли. Предприятие - организационная основа любой экономики. На данном уровне совершаются все основные микроэкономические процессы рыночного хозяйства. Домохозяйства и предприятия образуют частный сектор, а государство - государственный.
Издержки производства - затраты на приобретение вводимых факторов производства или экономических ресурсов. Следовательно, способ производства какого-либо товара, при котором лучше всего осуществляется минимизация издержек производства, будет наиболее экономически эффективным.
Налог - принудительная выплата государству
юридическими и физическими лицами денежных средств в целях финансового
обеспечения деятельности государства и муниципальных образований. [5]
Пример эффективности внедрения разрабатываемого
аппарата
Для того чтобы ясно представлять себе экономическую выгоду, введем ряд данных:
стоимость окончательного изготовления одной обложки - 1 рубль. Другими словами, в контексте работы на данной организации работник доводит каждую обложку до требуемого вида: производит операции биговки (три раза) и фальцовки (два раза), за 1 рубль.
возьмем средний тираж заказываемых книг числом в 200 экземпляров. Следовательно, нужно изготовить 200 обложек.
Согласно наблюдениям и опыту, выяснено, что работник может полностью довести 200 обложек до требуемого по технологическим соображениям вида за 7 часов, не тратя времени на выполнение других операций, необходимых для создания книги.