Материал: Разработка биговально-фальцевального аппарата
Дальше идет расчет 1-й пары фальцующих валиков.
Поскольку их диаметры соответствуют проводящим
валикам, то длина окружности составляет 94,2 мм (0,0942 м). Задаем время одного
оборота вала: ![]() Тогда, скорость
вращения согласно формуле (3.1) будет такова:
Тогда, скорость
вращения согласно формуле (3.1) будет такова:
![]()
Теперь проведем расчет второй фальцующей пары.
Для получения качественной финишной фальцовки валики этой пары больше, чем
валики 1-й пары. Соответственно, длина окружности будет другой: ![]() При
той же скорости вращения, время одного оборота вала будет таково:
При
той же скорости вращения, время одного оборота вала будет таково:
![]()
Параметры валов укладчика и транспортера такие
же, как и у 1-й фальцующей пары, т.к. их диаметры равны.
Предложения по организации работы, применимых к
разрабатываемому изделию
Вариант 1 (дисковая биговка)
Поскольку чертежи выполнены с учетом определенного формата листов, то все узлы сделаны под этот определенный формат: по требуемому максимальному формату - «А3». Следовательно, известны предварительные габариты проектируемого аппарата: длина - 820 мм, ширина - 590 мм, высота - 700 мм. Если брать в учет последующую «оснастку» аппарата, то длина и ширина аппарата будут увеличены. Высота в дальнейшем может быть скорректирована.
Согласно предварительным данным, площадь
занимаемая аппаратом по формуле (4.1) будет такова:
![]() (4.1)
(4.1)
Данный аппарат можно разместить на столе. Со
стороны самонаклада машины может потребоваться площадь размером ![]() для
стопы листов формата «А3» и меньше, которая будет переложена на самонаклад.
Примерно половина от данной площади (0,0375 м2) потребуется для вывода готовой
продукции в специальный ящик, стоящий под концом ленточного транспортера.
Разметка требуемых площадей указана в рис. 1.10.
для
стопы листов формата «А3» и меньше, которая будет переложена на самонаклад.
Примерно половина от данной площади (0,0375 м2) потребуется для вывода готовой
продукции в специальный ящик, стоящий под концом ленточного транспортера.
Разметка требуемых площадей указана в рис. 1.10.
Рисунок 1.10 - разметка занимаемой площади
Вариант 2 (ножевая биговка (штамп))
Поскольку чертежи 2 варианта также выполнены с учетом определенного формата листов, то все узлы также сделаны под этот определенный формат: по требуемому максимальному формату - «А3». Следовательно, известны предварительные габариты проектируемого биговально-фальцевального аппарата: длина - 1380 мм, ширина - 400 мм, высота - 760 мм. Если брать в учет последующую «оснастку» аппарата, то ширина аппарата будет увеличена. А длина и высота могут быть в дальнейшем немного скорректированы.
Согласно предварительным данным, площадь
занимаемая аппаратом будет такова:
![]()
Данный аппарат можно разместить на столе. Со
стороны самонаклада машины может потребоваться площадь размером ![]() для
стопы листов формата «А3» и меньше, которая будет переложена на самонаклад.
Примерно половина от данной площади (0,0375 м2) потребуется для вывода готовой
продукции в специальный ящик, стоящий под концом ленточного транспортера слева
от аппарата. Разметка требуемых площадей указана в рис. 1.11.
для
стопы листов формата «А3» и меньше, которая будет переложена на самонаклад.
Примерно половина от данной площади (0,0375 м2) потребуется для вывода готовой
продукции в специальный ящик, стоящий под концом ленточного транспортера слева
от аппарата. Разметка требуемых площадей указана в рис. 1.11.
Рисунок 1.11 - Разметка занимаемой площади
варианта 2
Биговка
Биговка - нанесение на тонкий (до 3 мм) листовой материал или фальцуемую тетрадь прямых углубленно-выпуклых линий, облегчающих изгиб полуфабриката на последующих операциях.
Биговка широко применяется в производстве картонной упаковки и тары, при изготовлении поздравительных открыток, пригласительных билетов, временных пропусков, а в брошюровочно-переплетных процессах - при изготовлении обложек для книжных изданий и папок для комплектных изданий, картонных переплетных крышек типа 6, папок для различных документов и др. Она необходима в тех случаях, когда из-за большой толщины и жесткости материала и полуфабриката нельзя получить требуемые точность и внешний вид сгиба.
На универсальных станках биговка выполняется плоским тупым ножом и опорной планкой с пазом, а в фальцмашинах - дисковым инструментом и двумя опорными дисками.
При переналадке биговального станка и
биговальных инструментов секций фальцевальной машины регулируются глубина и
ширина бига в соответствии с толщиной и прочностными свойствами обрабатываемого
материала, а также положение бига или бигов по отношению к его верной кромке. В
фальцмашинах при необходимости меняют и толщину дискового ножа. В биговальных
станках глубина бига может плавно изменяться ограничением нижнего положения
ножа. Параметры указаны в рис. 1.12.

Рисунок 1.12 - Параметры биговки
Глубина бига является важнейшим показателем
настройки оборудования, так как она определяет внешний вид и прочность
полуфабриката и изделия. В процессе биговки биговальный нож с закругленным
лезвием продавливает волокнистый материал в паз колодки или в промежутки между
ножом и опорными дисками на некоторую глубину; при этом происходит растяжение
наружных и сжатие внутренних слоев волокнистого материала. Деформации
растяжения и неизбежные деформации сдвига на краях бига приводят к частичному
разрыву связей между волокнами, а деформации сжатия - к уплотнению материала
(рис. 1.13).
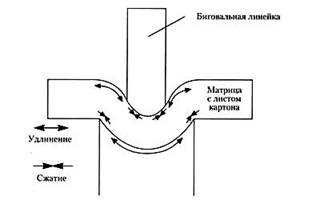
Рисунок 1.13 - Деформации при биговке
Весь процесс биговки протекает в три стадии. На первой стадии плавное нарастание усилия биговки сопровождается пропорциональным увеличением плотности и прочности материала на разрыв и уменьшением прочности на изгиб. На второй стадии при незначительном изменении прилагаемой нагрузки прочность материала на разрыв стабилизируется, а скорость падения прочности на изгиб в 2,5-3 раза уменьшается. Для третьей стадии характерно быстрое падение прочности материала на растяжение при относительно малых нагрузках.
При малой глубине бига изгибание полуфабриката
под прямым углом приводит к разрыву наружных слоев на выпуклой стороне бига, а
при избыточной глубине - к разрывам на внутренней его стороне. Оптимальные
значения глубины бига соответствуют второй стадии биговки, когда разрыва
поверхностных слоев бига при изгибе полуфабриката не происходит, а прочность
материала на разрыв и изгиб стабильна и выше первоначальной. У малопрочного
картона второй стадии биговки может и не быть: если участок стабильной
прочности отсутствует, то получить продукцию без разрушения поверхностных слоев
бига невозможно. Пригодность картона для биговки можно определить по значению
коэффициента ![]()
![]() , (5.1)
, (5.1)
где ![]() -
наибольшая глубина бига, при которой не разрушается его внутренняя поверхность
при изгибе полуфабриката на 900;
-
наибольшая глубина бига, при которой не разрушается его внутренняя поверхность
при изгибе полуфабриката на 900;
![]() - наименьшая
глубина бига, при которой не разрушается его наружная поверхность, мм;
- наименьшая
глубина бига, при которой не разрушается его наружная поверхность, мм;
![]() - толщина
материала, мм;
- толщина
материала, мм;
Продукцию высокого качества можно получить при
значениях ![]() . При меньших его
значениях вероятность выпуска дефектной продукции резко возрастает.
. При меньших его
значениях вероятность выпуска дефектной продукции резко возрастает.
Ширина паза биговальной колодки и расстояние
между опорными дисками ![]() должны быть больше
толщины биговального ножа по крайней мере на толщину материала, если его
пористость не менее 50%. Однако большие сдвиговые деформации на краях бигав
процессе биговки при малых зазорах между ножом и краями опор могут привести к
резкому падению прочности и даже к разрушению полуфабриката. Оптимальным
считается зазор, соответствующий относительной деформации сжатия материала
порядка 25%, поэтому ширину паза и ширину линии бига устанавливают из
соотношения по формуле (6.1):
должны быть больше
толщины биговального ножа по крайней мере на толщину материала, если его
пористость не менее 50%. Однако большие сдвиговые деформации на краях бигав
процессе биговки при малых зазорах между ножом и краями опор могут привести к
резкому падению прочности и даже к разрушению полуфабриката. Оптимальным
считается зазор, соответствующий относительной деформации сжатия материала
порядка 25%, поэтому ширину паза и ширину линии бига устанавливают из
соотношения по формуле (6.1):
![]() , (6.1)
, (6.1)
где ![]() -
толщина ножа, мм;
-
толщина ножа, мм;
![]() - толщина
материала, мм. [3]
- толщина
материала, мм. [3]
Фальцовка
При изготовлении простых тетрадей, форзацев, четырехстраничных листовок и буклетов используются преимущественно простые варианты фальцовки: одно-, двух-, трех- и четырехсгибные перпендикулярные, симметричные или со шлейфом.
Наиболее трудоемка эта операция в производстве
книг, журналов и многообъемной рекламной продукции книжного типа, рекламных
буклетов и листовок. При печати изданий на рулонных ротационных
машинахфальцовка отпечатанных листов исключается из схемы
брошюровочно-переплетных процессов, так как выполняется фальцаппаратами этих
машин. В зависимости от вида продукции, поверхностной плотности бумаги, тиража
и объема производства фальцовку бумаги и оттисков производят вручную, на
малоформатных настольных или на стационарных кассетных и комбинированных
фальцевальных машинах.
Оценка качества фальцовки
Качество сфальцованных тетрадей и односгибных деталей книжных изданий оказывает существенное влияние на надежность работы и производительность оборудования на последующих операциях и, в конечном счете - на удобочитаемость, долговечность и товарный вид издания. В процессе работы фальцовщик оценивает качество фальцовки многосгибных тетрадей по следующим показателям: правильной последовательности страниц; точности размеров верхних полей; плотности затяжки фальцев; степени их обжатия; отсутствию складок, морщин, повреждений; ширине шлейфа, точности размеров форзацев и других деталей и листовок по ширине и высоте; точности положения сгиба у форзацев с рисунком и окаймляющими рамками.
Сущность явлений при фальцовке
Деформации при первом сгибе. В любом варианте фальцовки при получении первого сгиба бумага подвергается деформации изгиба. В зависимости от типа фальцевальных аппаратов сгиб образуется или на воронке, или на лезвии ножа, или в кассете, после чего формируется и уплотняется клапаном и колодкой или фальцваликами, для чего зазор в фальцваликах устанавливается несколько меньше суммарной толщины долей фальцуемого листа.
При изгибе листа толщиной ![]() (рис.
1.14, а) по окружности радиусом
(рис.
1.14, а) по окружности радиусом ![]() наружные по
отношению к нейтральной линии слои бумаги подвергаются деформации растяжения, а
внутренние - деформации сжатия. Относительная деформация при этом по формуле
(7.1) будет равна:
наружные по
отношению к нейтральной линии слои бумаги подвергаются деформации растяжения, а
внутренние - деформации сжатия. Относительная деформация при этом по формуле
(7.1) будет равна:
![]() , (7.1)
, (7.1)
где ![]() -
длина нейтральной линии листа;
-
длина нейтральной линии листа; ![]() - длина
деформированных слоев листа.
- длина
деформированных слоев листа.
Относительная деформация сжатия ![]() внутренней
поверхности листа точно такая же по модулю, но имеет отрицательное значение.
внутренней
поверхности листа точно такая же по модулю, но имеет отрицательное значение.
Длина полуокружности нейтральной линии в зоне
деформации ![]() , а деформированных
поверхностных слоев
, а деформированных
поверхностных слоев ![]() . Абсолютная
деформация растяжения и сжатия поверхностных слоев
. Абсолютная
деформация растяжения и сжатия поверхностных слоев ![]() ,
а внутренних слоев понижается до нуля при приближении к нейтральной линии. Это
означает, что при изгибе кроме деформаций растяжения и сжатия, вызывающих в
бумаге повышение пористости и уплотнение, неизбежны значительные деформации
сгиба, сопровождающиеся относительным смещением волокон, нарушением связей
между ними и потерей прочности.
,
а внутренних слоев понижается до нуля при приближении к нейтральной линии. Это
означает, что при изгибе кроме деформаций растяжения и сжатия, вызывающих в
бумаге повышение пористости и уплотнение, неизбежны значительные деформации
сгиба, сопровождающиеся относительным смещением волокон, нарушением связей
между ними и потерей прочности.
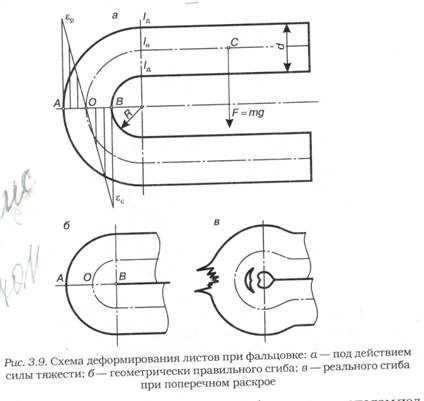
Рисунок 1.14 - Схема деформирования листов при
фальцовке
Чтобы получить четкий и стойкий сгиб, в процессе фальцовки необходимо приложить давление около 5 МПа перпендикулярно поверхности сложенного листа в зоне фальца. Если бы удалось получить геометрически правильный сгиб, как показано на рис., б, то при первом сгибе относительные деформации растяжения и сжатия оказались бы равными 100%. Такие деформации, особенно деформации сжатия, нереальны даже теоретически, так как материя в точке В (рис. 1.14, б) не может исчезнуть.
В реальных условиях фальцовки падение прочности разных ыидов печатной бумаги по сгибу в зависимости от направления не превышает 30%, ожидаемого 2-3 кратного уменьшения прочности не происходит. При этом концы соседних волокон у наружного сгиба расходятся на значительные расстояния лишь близ поверхности бумаги поперечного раскроя, а во внутренней части сгиба волокна набегают друг на друга, образуя утолщения и многочисленные мелкие складки вдоль линии сгиба (рис. 1.14, в), которые при фальцовке толстой бумаги заметны даже невооруженным глазом.
Характер и величина разрушения связей между волокнами в сгибе различны в тетрадях с долевым и поперечным раскроем. Если сгиб происходит по машинному направлению бумаги, то в зону перегиба попадают в основном боковые разветвления волокон целлюлозы и древесной массы и небольшое количество волокон, оказавшихся под каким либо углом к машинному направлению из-за сотрясательного движения сетки бумагоделательной машины. Сгиб в этом случае получается довольно четким, стойким, со сравнительно гладким фальцем, без изломов и искривлений.
Если же сгиб перпендикулярен машинному
направлению бумаги, то в зону перегиба попадает основная масса целлюлозных
волокон, ориентированных по машинному направлению. Наружная поверхность фальца
при этом получается шероховатой, так как концы волокон освобождаются от
молекулярных связей друг с другом, внутреннее утолщение бывает заметно большим,
а линия сгиба - неровной. Сам фальц, несмотря на разрушения около 30% толщины
листа, стремится вернуть свою первоначальную форму.
Факторы, влияющие на качество и
производительность фальцовки
На основные показатели качества сфальцованных (точность фальцовки, степень обжатия фальцев и отсутствие морщин) оказывают влияние режимы фальцовки и технологические факторы. Под режимами фальцовки подразумевается величина зазора между фальцваликами и скорость работы фальмашины, определяющие величину, время и энергию силового воздействия на фальцуемую бумагу. К технологическим факторам относятся толщина, объемная масса, зольность и влажность бумаги, направление раскроя, число сгибов и вариант фальцовки тетради, определяющие деформационные свойства бумаги и полуфабриката. На производительность фальцовки оказывают влияние в основном формат (длина) и толщина бумаги и вариант фальцовки.
Режимы фальцовки. Величина зазора между фальцваликами, предварительно устанавливаемая при подготовке фальцмашины к работе, определяет удельную силу обжима фальцев; в процессе фальцовки она должна дополнительно регулироваться с учетом числа сгибов и варианта фальцовки. Технологически необходимая удельная сила сжатия фальцуемой тетради в фальцваликах должна возрастать с увеличением суммарной толщины и числа обжимаемых фальцев. Чтобы получить высокую степень обжатия фальцев, при 1-3-сгибной параллельной фальцовке она должна возрастать от 0,12до 0,40 кН/м, а при 2-4-сгибной перпендикулярной фальцовке - от 0,20 до 2,5 кН/м.
Скорость работы фальцмашины существенно влияет на точность фальцовки тонкой бумаги с малой объемной массой и, следовательно, жесткостью, так как такая бумага легко деформируется в момент равнения листа по упорам кассет и ножевых фальцсекций. Чтобы получить точность фальцовки высокого уровня тонкой бумаги, скорость работы машины приходится снижать.
Технологические факторы.
Толщина бумаги. При фальцовке тонкой бумаги уже меньше абсолютные деформации растяжения и сжатия в сгибах и высокоэластические восстановительные силы, поэтому степень обжатия фальцев у тетрадей из тонкой бумаги при одинаковой удельной силе в фальцваликах всегда выше, чем при фальцовке толстой бумаги. Высокая точность фальцовки тонкой бумаги достигается за счет снижения инерционных нагрузок при снижении скорости работы оборудования.