Материал: ПЗ
Матрицу компоновки строится для следующего набора блоков:
Cv, O, ZYe, r, WVd, W1V1e1d1
Поскольку присутствуют дублирующие блоки, для упрощения записи они не учитываются - W1V1
Блоки e, d, и d1 не учитываются потому, что они не могут быть отделены от головных блоков и могут учитываться только в совокупности с ними – ZYe, WVd,W1V1e1d1.
Получен следующий набор блоков:
Cv, O, ZY, WV, r
ZY и WV не выносятся за скобки, так как мы не сможем их продублировать:
CvO(ZY+rWV) rCvO(ZY+WV) rOCv(ZY+WV) OrCv(ZY+WV)
CvO(rWV+ZY) rCvO(WV+ZY) rOCv(WV+ZY) OrCv(WV+ZY)
OCv(ZY+rWV) CvrO(ZY+WV) CvOr(ZY+WV) OCvr(ZY+WV)
OCv(rWV+ZY) CvrO(WV+ZY) CvOr(WV+ZY) OCvr(WV+ZY)
3.4 Разработка условий отбора наиболее рациональной компоновки.
Условие отбора компоновки:
Для уменьшения габаритов станка и увеличения его технологических возможностей, ставим блок, который перемещается в горизонтальном и вертикальном направлении, перед блоком, который перемещается в горизонтальном.
CvO(Ō+ŌŌ)
где Ō – не стационарный блок, то есть любой подвижный из имеющихся в наборе блоков.
Заготовка не перемещается в вертикальном направлении, и это движение перемещено на траверсу.
где «+» означает «или».
CvO(Ō+rŌ)+ CvO(rŌ+Ō)
Поскольку станок 1553 предназначается для обработки крупногабаритных деталей типа дисков и втулок, высота которых не превышает 1.5 – 2 диаметров, деталь нерационально обрабатывать в вертикальном и наклонном состоянии.
CvO(Ō+rŌ)+CvO(rŌ+Ō)+OCv(Ō+rŌ)+ OCv(rŌ+Ō)
3.5 Отбор наиболее рациональной компоновки.
Используя условия отбора и пользуясь матрицей возможных компоновок можно выбрать наиболее рациональную компоновку:
1.CvO(Ō+ŌŌ)
2. CvO(Ō+rŌ)+ CvO(rŌ+Ō)
3.CvO(Ō+rŌ)+CvO(rŌ+Ō)+OCv(Ō+rŌ)+ OCv(rŌ+Ō)
__________________________________________
CvO(ZY+rWV)
Условиям отбора удовлетворяет компоновка CvO(ZY+rWV), которая и является заводской для станка 1553.
Проектирование альтернативной компоновки
Проектируя альтернативную компоновку станка, были произведены следующие изменения – резцедержатель и револьверная головка лишены формообразующих движений. Эти движения выполняет сама заготовка с помощью траверсы и суппорта на ней.
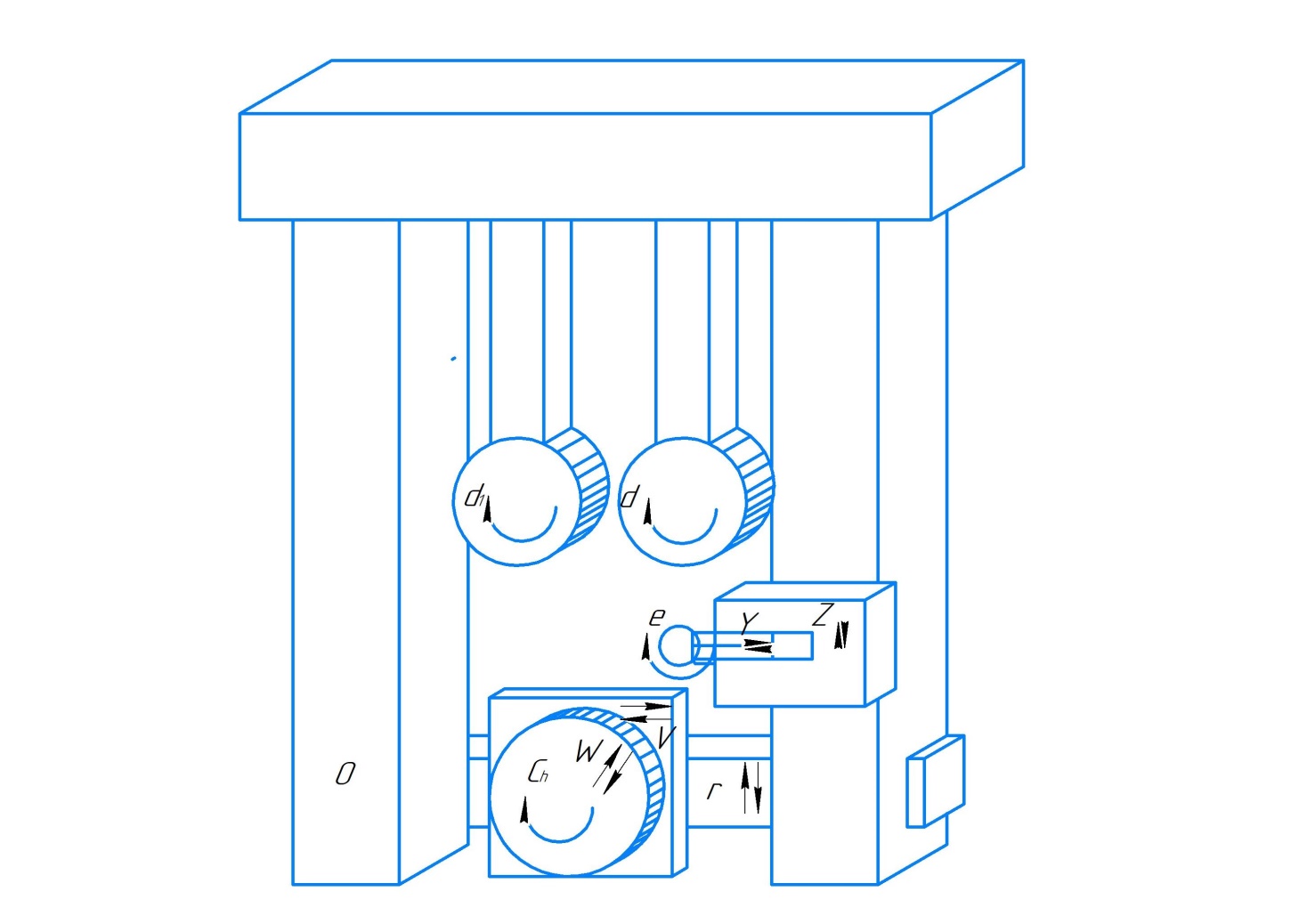
Рисунок 17. Компоновочная схема
Тогда формула компоновки будет иметь вид
CvO(ZYe + rWV+dd1)
4.1 Технологическая компоновка.
Формообразующие движения – вращение планшайбы вокруг своей оси; горизонтальное и вертикальное перемещение бокового суппорта, горизонтальное и вертикальное перемещение нижнего суппорта.
Установочные движения – перемещение траверсы с находящимся на ней суппортом; поворот револьверной головки; поворот резцедержателя; поворот резцедержателя у бокового суппорта.
Число планшайб – одна.
Число рабочих и загрузочных позиций – одна
4.2 Определение набора блоков.
Набор блоков, используемых при данной компоновке станка
а) станина (неподвижный блок)
б) два неподвижных блока
в) один блок, находящийся в плоскости перпендикулярной первой
г) блок, содержащий блок перемещающийся в одной плоскости
д) блок, вращающийся вокруг своей оси для обеспечения резания
Дадим обозначение блокам:
Станина неподвижная - О
Планшайба, выполняющая вращательное движение вокруг оси Z - Cv.
Боковой суппорт, перемещающийся по осям Z и Y, и поворот резцедержателя – e. Обозначается Z и Y
Нижний суппорт перемещается вдоль оси Z и Y, обозначим W и V, Также присутствуют движения -поворот резцедержателя – d1 и поворот револьверной головки - d.
Траверса, выполняющая установочное перемещение по оси Z обозначается – r.
4.3 Определение матрицы возможных компоновок.
Матрицу компоновки строится для следующего набора блоков:
Cv, O, ZYe, WV, r, d, d1
Блоки e, d, и d1 не учитываются потому, что они не могут быть отделены от головных блоков и могут учитываться только в совокупности с ними. В итоге мы получаем следующий набор блоков:
Cv, O, ZY, WV, r
ZY и WV не выносятся за скобки, так как мы не сможем их продублировать:
CvO(ZY+rWV) rCvO(ZY+WV) rOCv(ZY+WV) OrCv(ZY+WV)
CvO(rWV+ZY) rCvO(WV+ZY) rOCv(WV+ZY) OrCv(WV+ZY)
OCv(ZY+rWV) CvrO(ZY+WV) CvOr(ZY+WV) OCvr(ZY+WV)
OCv(rWV+ZY) CvrO(WV+ZY) CvOr(WV+ZY) OCvr(WV+ZY)
4.4 Разработка условий отбора наиболее рациональной компоновки.
Условие отбора компоновки:
При обработке недлинных деталей большого диаметра на токарно-карусельном станке 1553 рационально использовать данную альтернативную компоновку, позволяющую заготовке перемещаться как вертикально, так и горизонтально.
CvO(Ō+ŌŌ)
где Ō – не стационарный блок, то есть любой подвижный из имеющихся в наборе блоков.
Заготовка перемещается в горизонтальном и вертикальном направлении.
«+» означает «или».
CvO(Ō+rŌ)+ CvO(rŌ+Ō)
Поскольку станок 1553 предназначается для обработки крупногабаритных деталей типа дисков и втулок, высота которых не превышает 1.5 – 2 диаметров, деталь не обрабатывают в наклонном состоянии.
CvO(Ō+rŌ)+CvO(rŌ+Ō)+OCv(Ō+rŌ)+ OCv(rŌ+Ō)
4.5 Отбор наиболее рациональной компоновки.
Используя условия отбора и пользуясь матрицей возможных компоновок можно выбрать наиболее рациональную компоновку:
1.CvO(Ō+ŌŌ)
2. CvO(Ō+rŌ)+ CvO(rŌ+Ō)
3.CvO(Ō+rŌ)+CvO(rŌ+Ō)+OCv(Ō+rŌ)+ OCv(rŌ+Ō)
__________________________________________
CvO(ZY+rWV)
Условиям отбора удовлетворяет альтернативная компоновка CvO(ZYe + rWV+dd1)
Список используемой литературы
Кучер, А.М. Металлорежущие станки (альбом общих видов, кинематических схем и узлов)/ А.М. Кучер, М.М. Киватитский, А.А. Покровский. Под общ ред. А.М. Кучера. – Л.:1979. Машиностроение, 1971.308с.
Кочергин,. Металлообрабатывающие станки, линии и инструменты/ А. И. Пикус М. Ю. Шагун В. И – Минск: Высшая школа, 1979г.
Металлорежущие станки: Учебное пособие для вузов/ Н. С. Никулин и др. издание пер. и доп. М. : Машиностроение – 1980г.
Изучение кинематики металлорежущих станков. Методические указания. СГТУ – 1994г.
Лист замечаний