Материал: ПЗ
Министерство науки и высшего образования Российской Федерации
Федеральное государственное бюджетное образовательное учреждение
высшего образования
«Саратовский государственный технический университет имени Гагарина Ю.А.»
Институт машиностроения, материаловедения
Кафедра «Технология и системы управления в машиностроении»
Расчетно-пояснительная записка к курсовой работе по курсу
«Металлорежущие станки» на тему
«Токарно-карусельный станок 1553»
Выполнил:
Форма обучения: Очная
Факультет: ИММ
Группа: б-КТОП
Номер зачетной книжки:
ФИО:
Подпись студента:__________
Проверил ФИО:
Отметка о зачёте:_____________________
Подпись преподавателя ________________
Дата защиты ___.____.2019 г.
Текстовая часть выполнена в текстовом редакторе Microsoft Word 1997-2003.
Графическая часть выполнена в Компас 3DV16.
Саратов – 2019
Министерство науки и высшего образования Российской Федерации
Федеральное государственное бюджетное образовательное учреждение
высшего образования
«Саратовский государственный технический университет имени Гагарина Ю.А.»
Институт электронной техники и машиностроения
Кафедра «Технология и системы управления в машиностроении»
Задание
на курсовую работу по дисциплине “Металлорежущие станки”
Для токарно-карусельного станка:
Проанализировать кинематическую схему станка.
Построить графики главного движения и подач.
Начертить кинематическую и структурную схемы.
Выполнить расчеты и ответить на вопросы, предусмотренные индивидуальным заданием.
Оформить чертежи.
Саратов – 2019
Содержание
Общие сведения о станке………………………………………………………4
Анализ кинематической структуры станка…………………………………..12
Анализ компоновки станка……………………………………………………21
Синтез альтернативной компоновки станка…………………………………25
Список используемой литературы…………………………………………...…28
Общие сведения о станке.
Назначение станка.
Токарно-карусельный двухстоечный станок 1553 предназначен для токарной обработки заготовок различных деталей из черных и цветных металлов в условиях единичного, мелкосерийного и серийного производства. На станке можно производить обтачивание и растачивание цилиндрических и конических поверхностей, протачивание и подрезка торцовых поверхностей, прорезание кольцевых канавок, сверление отверстий, зенкерование и развертывание центральных отверстий в крупногабаритных деталях класса дисков и втулок, высота которых не превышает 1,5—2 диаметров. Протачивание торцовых поверхностей можно производить с постоянной скоростью резания.

Рисунок 1. Двухстоечный токарно-карусельный станок 1553
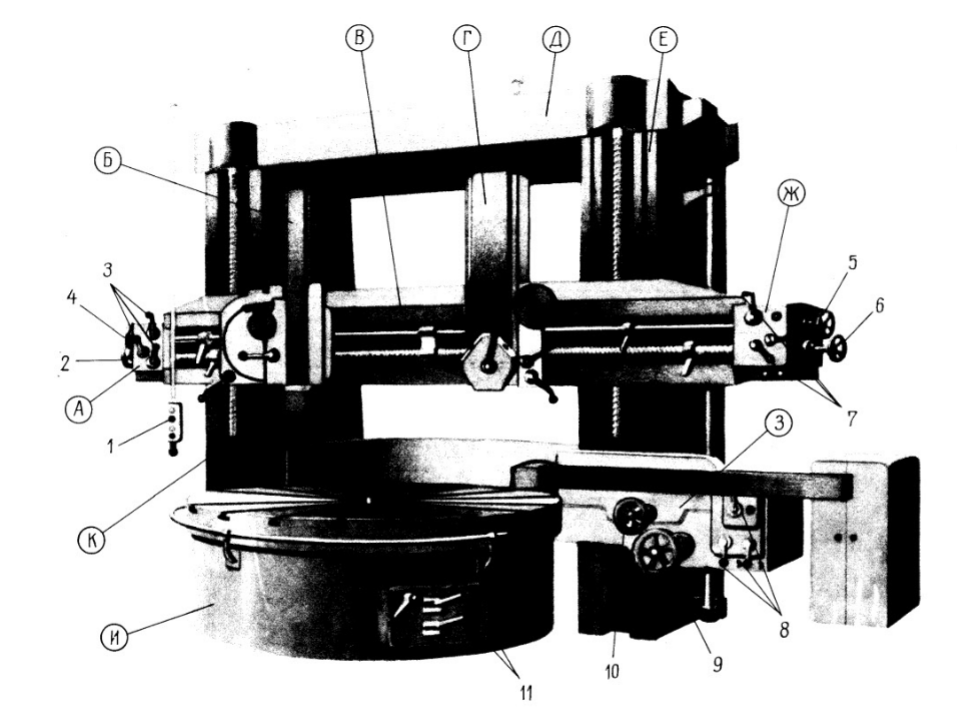
Рисунок 2. Расположение составных частей станка 1553
Перечень составных частей станка 1553.
А – коробка подач левого верхнего суппорта;
Б – левый верхний поворотный суппорт с резцедержателем;
В – траверса;
Г – правый верхний суппорт с револьверной головкой;
Д — портал с механизмом перемещения траверсы;
Е, К – стойки;
Ж – коробка подач правого верхнего суппорта;
3– боковой суппорт с коробкой подач;
И – станина с планшайбой и коробкой скоростей.
Перечень органов управления станка 1553.
1.Подвесная кнопочная станция
2.Маховичок ручного горизонтального перемещения верхнего суппорта с резцедержателем
3. Рукоятки переключения коробки подач верхнего суппорта с резцедержателем
4. Маховичок ручного вертикального перемещения верхнего суппорта с резцедержателем
5.Маховичок ручного вертикального перемещения верхнего суппорта с револьверной головкой
6.Маховичок ручного горизонтального перемещения верхнего суппорта с револьверной головкой
7.Рукоятка переключения коробки подач верхнего суппорта с револьверной головкой
8.Рукоятки переключения коробки подач бокового суппорта
9.Маховичок ручного вертикального перемещения бокового суппорта
10.Маховичок ручного горизонтального перемещения суппорта
11.Рукоятки переключения коробки скоростей.
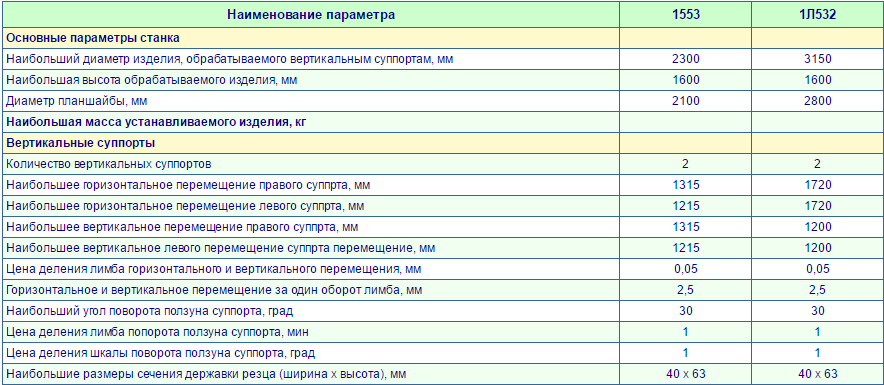
Технические характеристики станка.
Наибольший диаметр обрабатываемой детали в мм:
без бокового суппорта………………...…………….. 2300
с боковым суппортом………………...………………. 2100
Диаметр планшайбы в мм………………...…………….. 2100
Наибольшая высота обрабатываемой детали в мм............ 1600 Наибольшее вертикальное перемещение верхних суппортов в мм:
правого ………………...……………………………….865
левого ………………...……………………………….... 950
Наибольшее горизонтальное перемещение верхних суппортов в мм:
правого ………………...…………….. ……………….1315
левого ………………...…………….. ……………….1215
Наибольшее перемещение бокового суппорта и мм:
вертикальное………………...…………….. ……………1520
горизонтальное ………………...……..…………..…….600
Число скоростей вращения планшайбы…………………18
Пределы чисел оборотов планшайбы в минуту…………1,4—48
Количество величин подач суппортов……………………12
Пределы величин подачи суппортов в мм/об……………0,2—9
Скорость перемещения траверсы в мм/мин ……………..400
Мощность главного электродвигателя в кВт …………..…40
Принцип работы токарно-карусельного станка 1553
Обрабатываемая деталь закрепляется на планшайбе, которой сообщается вращательное движение в горизонтальной плоскости. Режущие инструменты закрепляются в боковом и верхних суппортах. Боковой суппорт З - служит в основном для обточки наружных поверхностей, выточки канавок и подрезки торцов; в его четырехпозиционной головке закрепляются резцы различных типов. Верхний поворотный суппорт Б используется для обработки наружных и внутренних конических поверхностей. Верхний суппорт Г имеет пятипозиционную револьверную головку, в которой закрепляются инструменты, предназначенные главным образом для обработки отверстий.
К основным узлам токарно-карусельного станка 1553 относятся:
-Механизм зажима траверсы
-Подпятник шпинделя
-Механизм управления коробкой скоростей
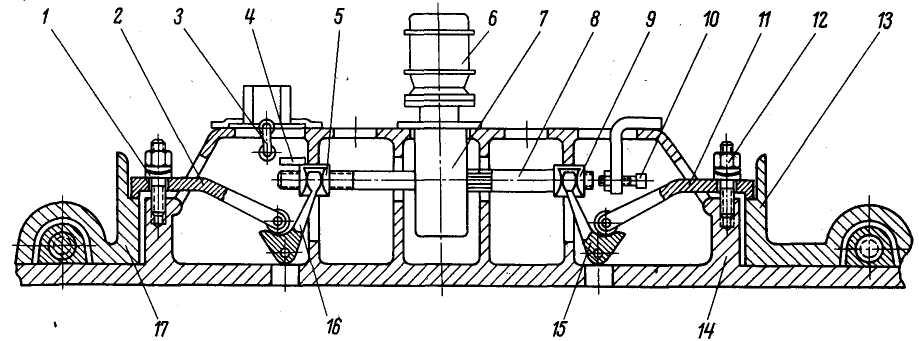
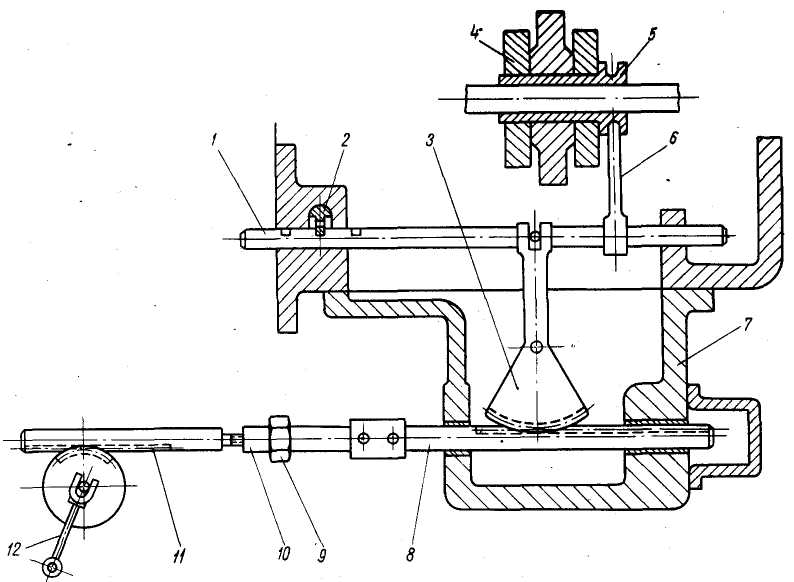
Рисунок 3. Механизм зажима траверсы
Шпилька
Зажимной рычаг
Выключатель
Упор
Подвижная гайка
Электродвигатель
Червячный редуктор
Валик
Неподвижная гайка
Ограничительный винт
Зажимной рычаг
Гайка
Направляющая стойка
Траверса
Рычаг
Рычаг
Направляющая стойка
Во время включения электродвигателя перемещения траверсы включается привод, позволяющий освободить траверсу и переместить её в иное положение. После этого траверса фиксируется в стойках.
Механизм зажима траверсы(рис. 3) включает в себя червячный редуктор с электродвигателем, два рычажно-эксцентриковых зажимных устройства с винтовым приводом и выключатель.
Червячный редуктор 7 передаёт вращение плавающему шлицевому валику 8. Валик по резьбе сопрягается с подвижной гайкой 5. С другой стороны на валике зафиксирована неподвижная гайка 9. Эти гайки в свою очередь сопряжены с эксцентриковыми рычагами 15 и 16, благодаря имеющимся у них пазам по бокам. Также в соединение с этими рычагами входят зажимные рычаги 2 и 11. С другой стороны они упираются в направляющие стойки 13 и 17. На траверсе зажимные рычаги зафиксированы гайкой 12 и шпилькой 1. Когда вращение передаётся от редуктора к валику 8, происходит сближение гаек 5 и 9, а рычаги 15 и 16 в свою очередь поворачиваются к середине траверсы и приподнимают рычаги 2 и 11 с помощью роликов. Таким образом происходит зажим траверсу 14 рычагами 2 и 11 к направляющим стойкам. После закрепления траверсы электродвигатель автоматически отключается благодаря реле максимального тока.
При разжиме траверсы валик 8 сдвигается в сторону ограничительного винта 10 до упора в него. В свою очередь гайка 5 и упор 4 сдвигаются в сторону выключателя. Упор 4 предназначен для оказания воздействия на выключатель и соответственно отключения электродвигателя.
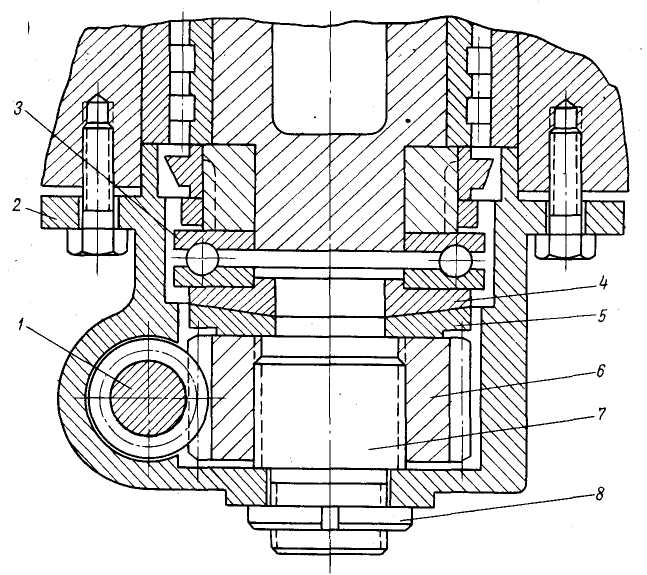
Рисунок 4. Подпятник шпинделя.
Червяк
Корпус
Упорный подшипник
Шайба
Шайба
Колесо
Винт
Гайка
Подпятник шпинделя служит для частичной разгрузки направляющих планшайбы и уменьшения момента трения.
В верхнее кольцо шарикового упорного подшипника 3 упирается шпиндель планшайбы. На сферических шайбах 4 и 5 установлено нижнее кольцо подшипника. Шайба 5 поджимается торцом косозубого колеса 6, который навинчен на резьбу винта 7. Винт закреплен в корпусе 2 гайкой 8. Для регулировки подпятника в корпусе предусмотрен червяк 1.
При вращении червяка 1 косозубое колесо 6 перемещается по резьбе винта 7 и тем самым приподнимает шпиндель планшайбы либо опускает его, в зависимости от того, в какую сторону вращается червяк.
Оптимальная величина разгрузки направляющих планшайбы при использовании подпятников механического типа не зависит от нагрузки на планшайбу и числа оборотов шпинделя, является постоянной величиной для каждого станка. Для двухстоечного токарно-карусельного станка 1553 эта величина составляет 0,04—0,05 мм. Разгрузку направляющих проводят следующим образом:
Устанавливают планшайбу, предварительно протерев направляющие станины и планшайбы. Устанавливают индикаторную стойку в суппорт и приводят в соприкосновение с центром планшайбы измерительный штифт. На малом числе оборотов проворачивают планшайбу и, регулируя подпятник, поднимают планшайбу на нужную величину.
Механизм управления подвижными блоками шестерен коробки скоростей действует следующим образом:
Рукоятка 12, поворачиваясь, перемещает рейки 8 и 11, которые связаны друг с другом резьбовой муфтой 10 с контргайкой 9. Рейка 8 перемещается в подшипниках крышки 7 и находится в зацеплении с секторным рычагом 3, обратная сторона которого соединена со штангой 1. С правой стороны штанги 1 присутствует вилка 6, контактирующая с втулкой 5 блока шестерен 4. Левый конец штанги имеет три прорези для фиксации рабочих положений подвижного блока шестерен 4. В приливе корпуса коробки скоростей установлен фиксатор 2.
Анализ кинематической структуры станка.
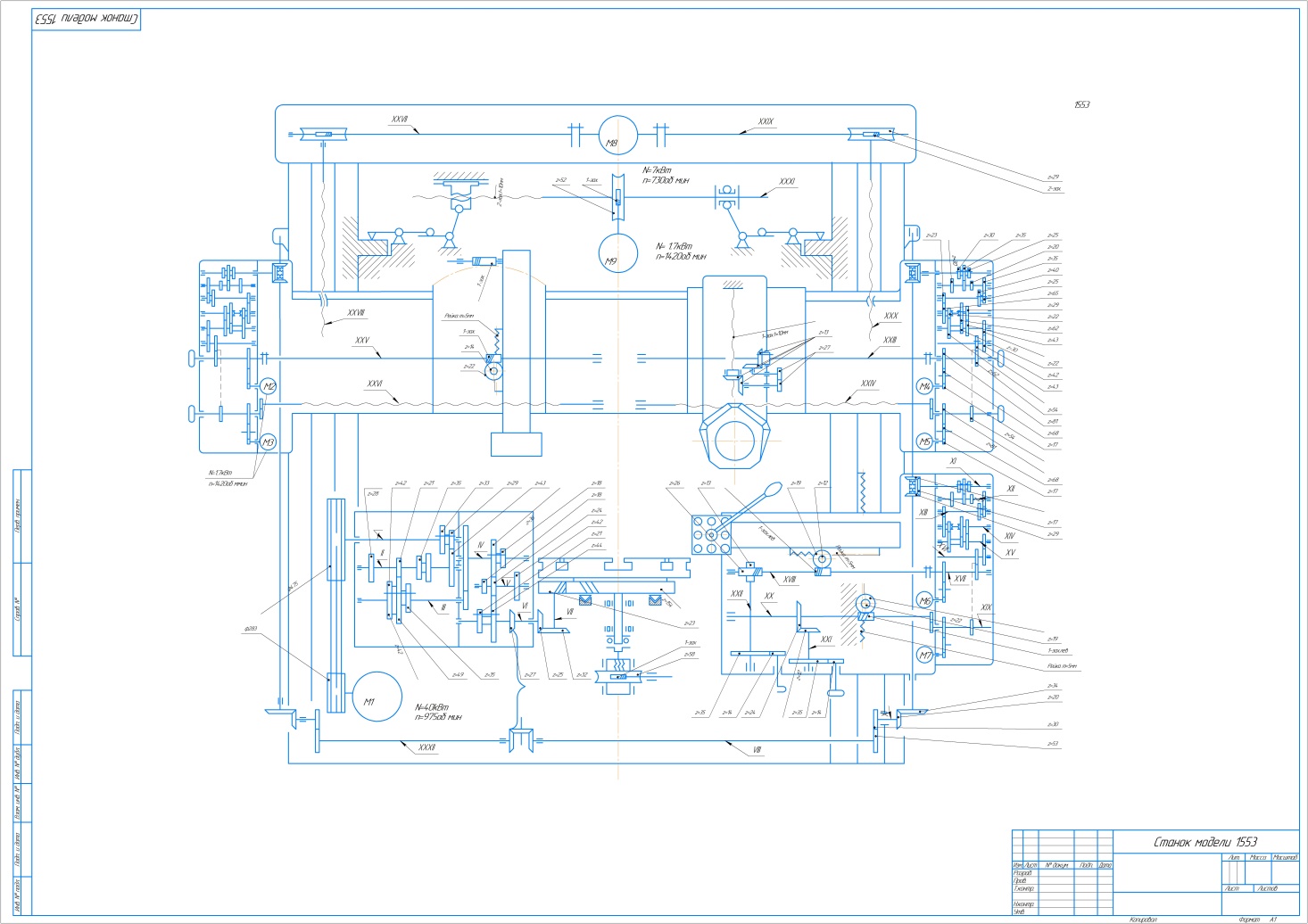
Рисунок 7. Кинематическая схема станка.
Рассмотрим движения в станке 1553.
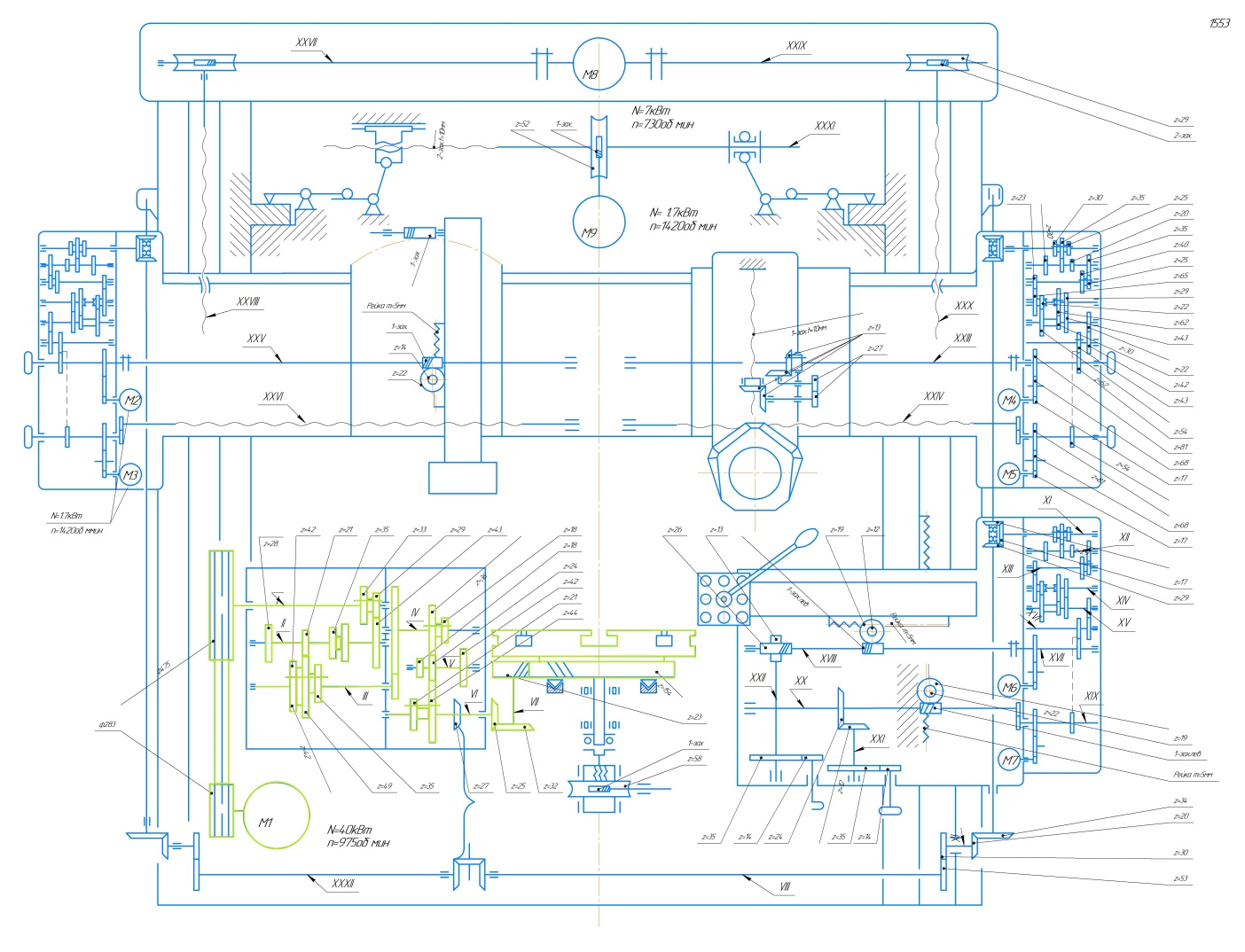
Рисунок 8. Главное движение
Главное движение – вращение планшайбы с заготовкой. Планшайба станка приводится в движение электродвигателем через клиноременную передачу 283—475, коробку скоростей, переборное устройство, коническую передачу 25—32, вал VII и колеса 23—154. В коробке скоростей находятся тройной и двойной передвижные блоки шестерен Б1 и Б2, обеспечивающие валу III шесть скоростей вращения. От вала III вращение передается валу VI либо непосредственно колесами 18—21, либо через двухступенчатый перебор. В последнем случае вал VI получает вращение от вала III через колеса 18—44, вал IV. двойной подвижный блок Б3, вал V и шестерни 18—44.
Расчет скоростей вращения вращение планшайбы.

Расчетные значения















Штанга
Фиксатор
Рычаг
Шестерни
Втулка
Вилка
Крышка
Рейка
Контргайка
10-Муфта
11-Рейка
12-Рукоятка
Аналогичные модели станков.
Как аналог рассмотрим двухстоечный токарно-карусельный станок модели 1Л532.
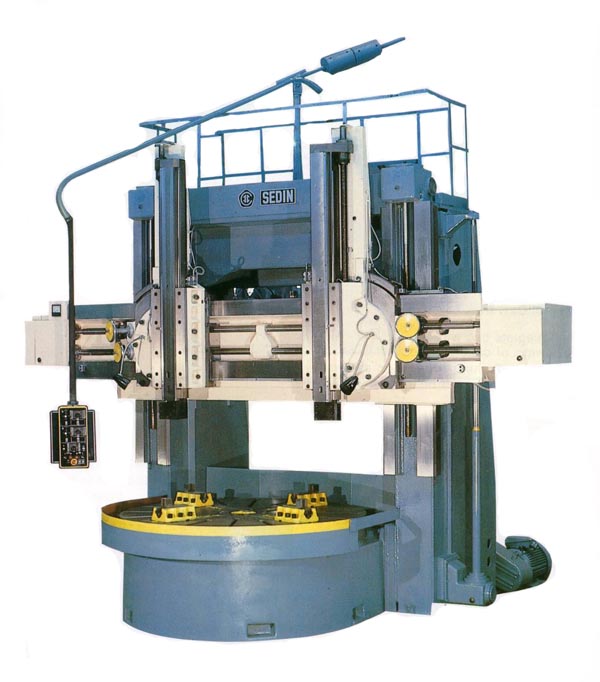
Рисунок 6. Токарно-карусельный станок 1Л532.
Сравним характеристики станков 1553 и 1Л532