Материал: ПЗ



Где 0,985- коэффициент скольжения ремня в клиноременной передаче
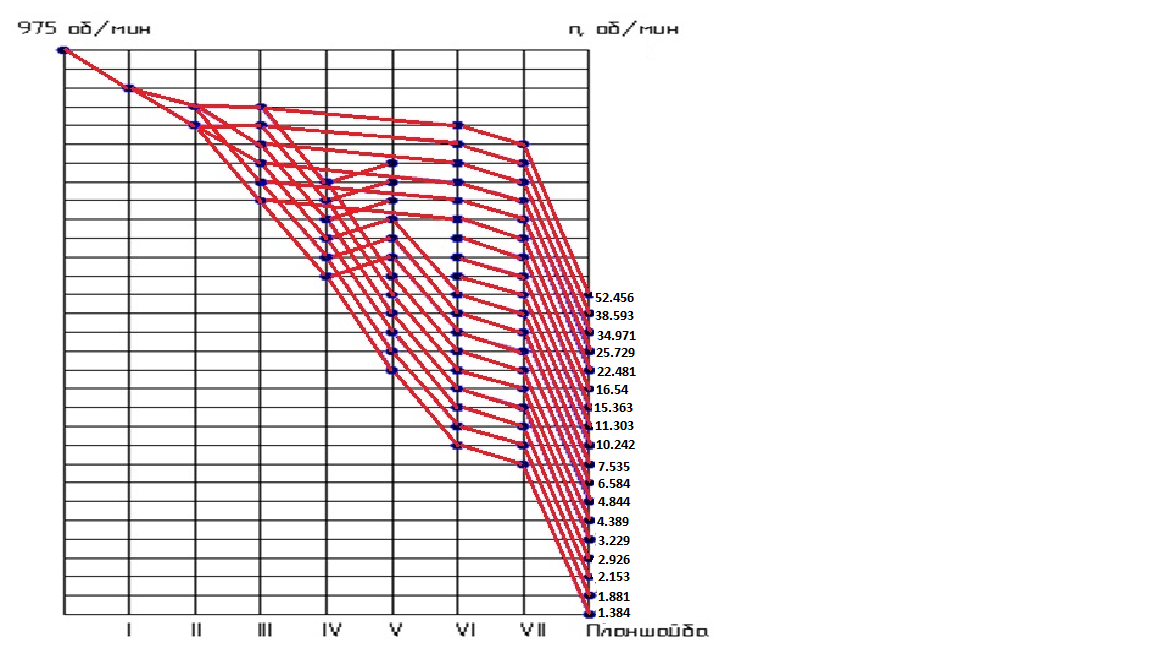
Рисунок 9. График скоростей вращения шпинделя
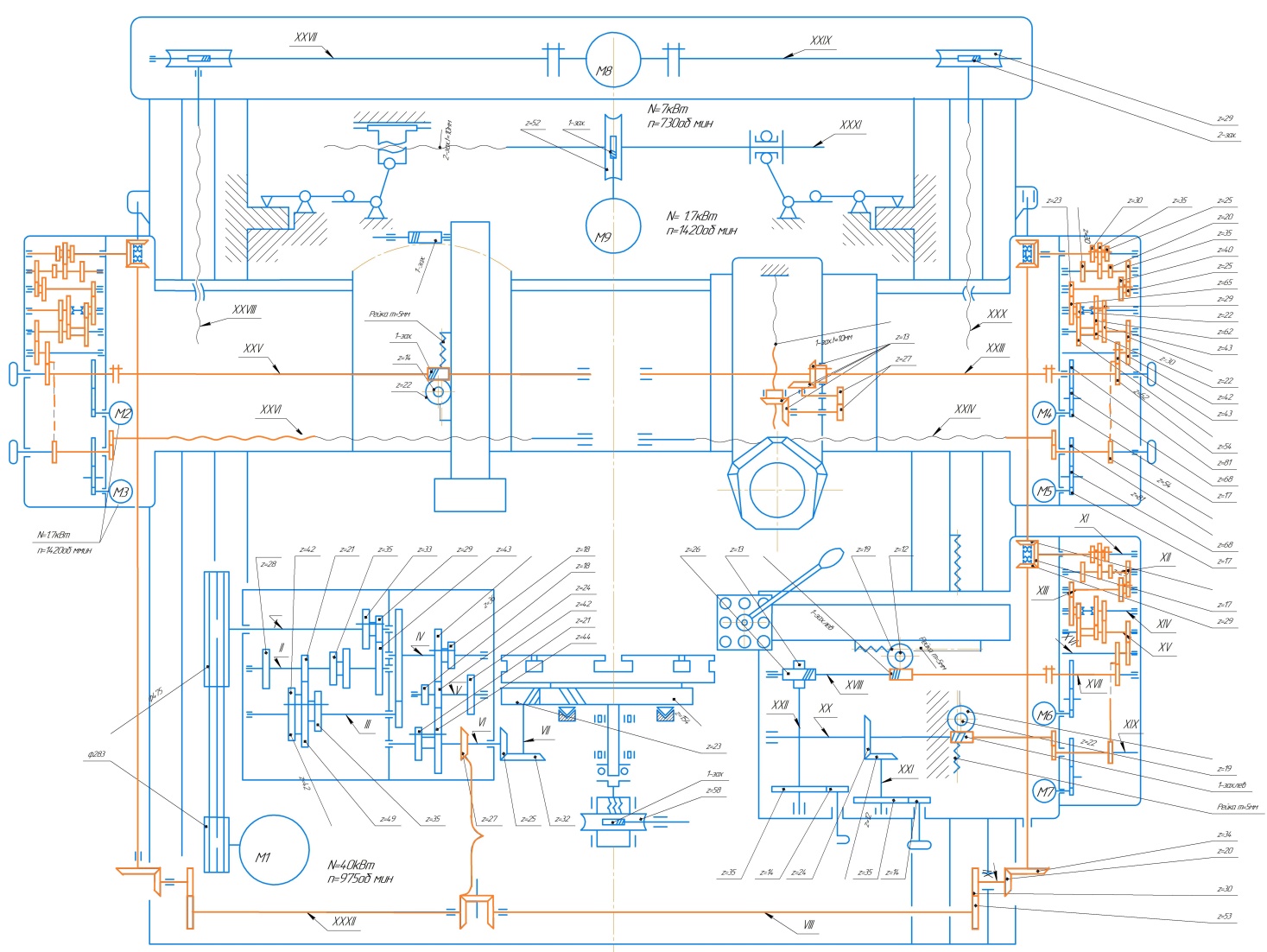
Рисунок 10. Движение подачи
Движение подачи – вертикальное и горизонтальное перемещение верхних суппортов (левый верхний суппорт также может перемещаться под углом к оси вращения детали), вертикальное и горизонтальное перемещения бокового суппорта.
Эти движения заимствуются от конической шестерни 27, находящейся на валу VI, и передаются через конические колеса 27—27—27 валу VIII и валу XXXII. От вала XXXII движение сообщается коробке подач верхнего поворотного суппорта, а от вала VIII приводятся в движение коробки подач правого верхнего и бокового суппортов. От вала VIII движение передается через колеса 53—30, вал IX, конические шестерни 20—34, вал X, конический реверс 29—17—29, управляемый муфтой M1, коробке подач. В коробке подач находятся тройной Б4 и двойной Б5 блоки шестерен и перебор, переключаемый муфтой ЛЬ- Блоки Bi и £5 обеспечивают валу XIII шесть различных чисел оборотов.
При выключенной муфте М2, вал XIV получает вращение через колеса 23—65, 22—62 и 22—62. При перемещении шестерни 62 влево включается кулачковая муфта М2 и вращение валу XIV передается непосредственно шестернями 23—65. От вала XIV через колеса 29—43, вал XV и шестерни 30— 42 приводится во вращение вал XVI. От этого вала через колеса 30—54, вал XVII, соосный с ним вал XVIII, червячную передачу /—19 и реечную передачу боковому суппорту сообщается горизонтальная подача. Вертикальная подача бокового суппорта осуществляется от вала XVI через шестерни 30—54, вал XIX, шестерни 18—18, вал XX, червячную передачу 1—19 и реечную передачу.
Горизонтальная подача правого верхнего суппорта осуществляется ходовым винтом XXIV; вертикальная подача — валом XXIII через конические колеса 13—13, шестерни 27—27, коническую передачу 13—13 и гайку, связанную с ходовым винтом t= 10 мм. Верхнему поворотному суппорту горизонтальная отдельным электродвигателем мощностью 7 кет через валы XXVII и подача сообщается винтом XXVI, а вертикальная подача — валом XXV,червячной передачей 1—22 и реечной передачей.
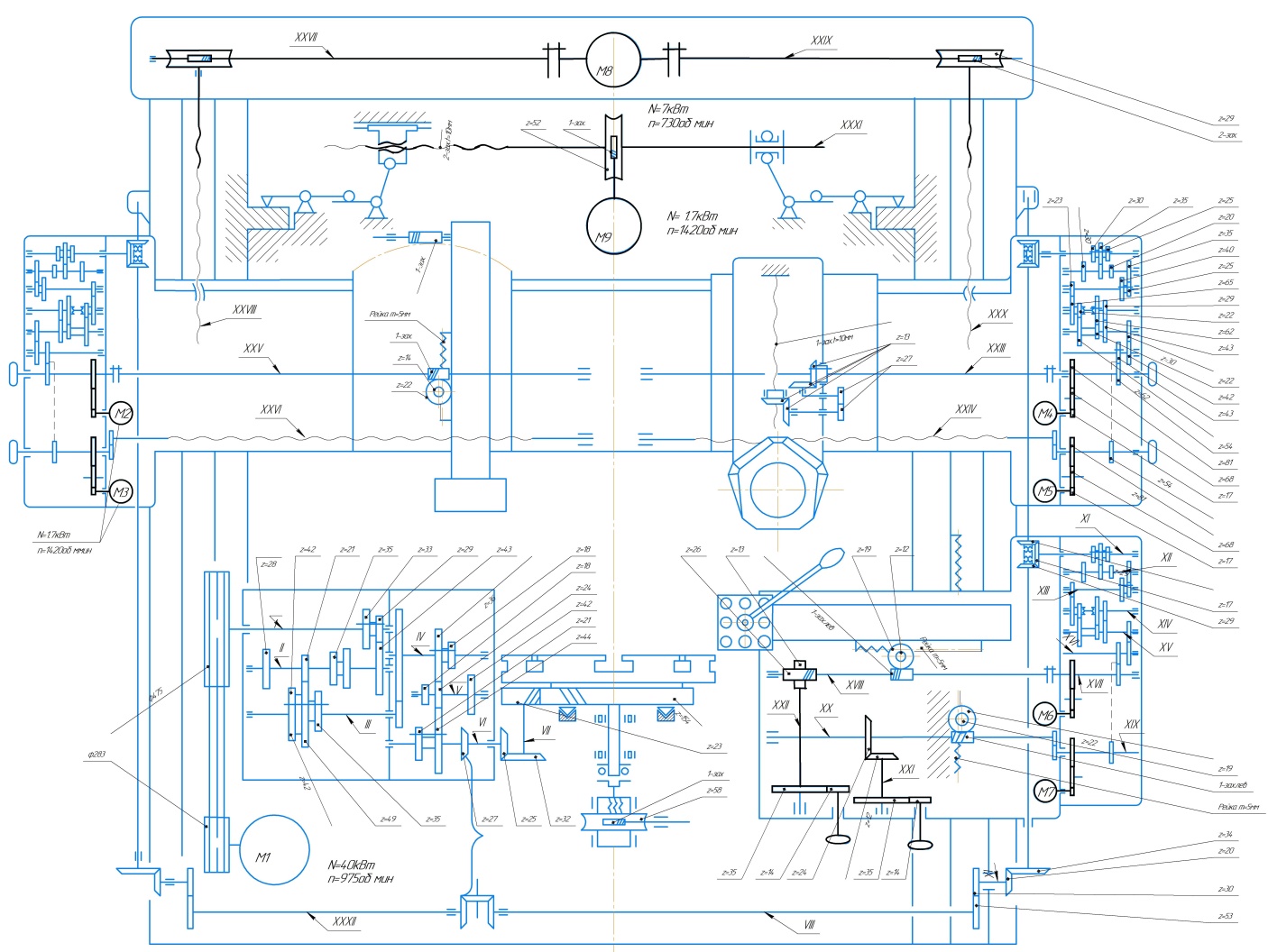
Рисунок 11. Вспомогательное движение
Вспомогательные перемещения - быстрые холостые перемещения суппортов, перемещение траверсы по направляющим стоек, зажим траверсы и поворот револьверной головки.
Быстрые перемещения суппортов осуществляется от отдельных электродвигателей М2,М3,М4,М5,М6,М7,М8,М9 мощностью 1,7 кВт через колёса 17-68-81 по тем же кинематическим цепям, по которым передаются рабочие подачи. Вертикальное перемещение траверсы осуществляется двумя ходовыми винтами XXVIII и XXX, которые одновременно приводятся в движение электродвигателем мощностью 7 кВт через валы XXVII и XXIX и червячные передачи 2—29. Зажим траверсы на стойках производится рычажно-винтовым устройством, приводимым в движение электродвигателем мощностью 1,7 кет через червячный редуктор 1-52. Поворот левого вертикального суппорта осуществляется вручную червячной передачей 1—300.
Расчет величин подач горизонтального перемещения левого верхнего суппорта

Расчетные значения:






Рисунок 12. График величин подач суппортов.
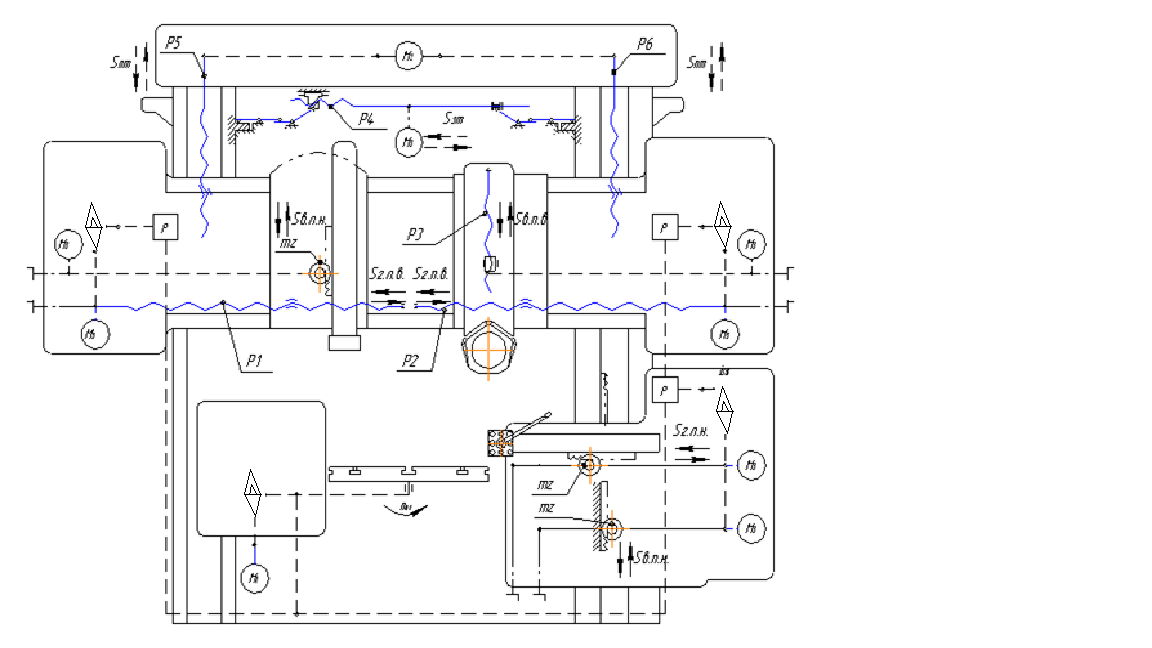
Рисунок 13. Структурная схема
Уравнения баланса, рабочие перемещения и формулы настроек.
Цепь главного движения
Рабочее перемещение (Один оборот шпинделя-Sмм продольного перемещения резца)

Уравнение баланса (один оборот шпинделя-Pмм продольного перемещения резца)

Формула настройки ,
,
Где С1-общее передаточное число двигателя
 -
передаточное отношение ременной передачи
-
передаточное отношение ременной передачи
 -передаточное
отношение цепи от коробки подач до
суппорта,
-передаточное
отношение цепи от коробки подач до
суппорта,
 -передаточное
отношение между планшайбой и двигателем
-передаточное
отношение между планшайбой и двигателем
 -количество
оборотов планшайбы
-количество
оборотов планшайбы
Движения подач
Вертикальная подача левого верхнего поворотного суппорта.
Рабочее перемещение
Уравнение баланса ,
где m - модуль зацепления, мм; z - число
зубьев реечного колеса
,
где m - модуль зацепления, мм; z - число
зубьев реечного колеса
Формула настройки
Горизонтальная подача левого верхнего поворотного суппорта.
Рабочее перемещение
Уравнение баланса
Формула настройки
Вертикальная подача правого верхнего поворотного суппорта.
Рабочее перемещение
Уравнение баланса
Формула настройки
Горизонтальная подача правого верхнего поворотного суппорта.
Рабочее перемещение
Уравнение баланса
Формула настройки
Вертикальная подача бокового суппорта.
Рабочее перемещение
Уравнение баланса
Формула настройки
Горизонтальная подача бокового суппорта.
Рабочее перемещение
Уравнение баланса
Формула настройки
Быстрые перемещения
Рабочее перемещение
Уравнение баланса
Формула настройки
Дополнительные задания
Выполнить расчеты, произвести настройку, построить схемы, графики.
Построить график частот вращения валов XI – XVII считая, что вал XI совершил 1 оборот.
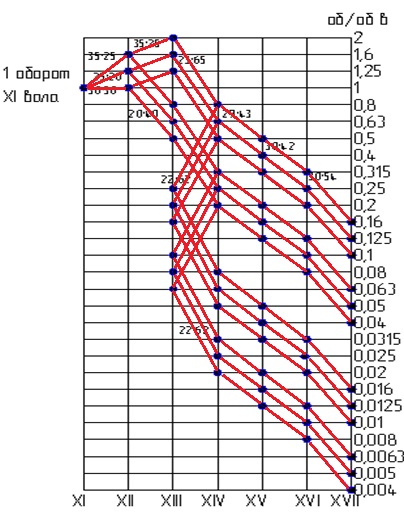
Рисунок 14. График частот вращения валов XI – XVII.
Рассчитать скорость быстрого перемещения ползуна левого верхнего суппорта.

Ответить на вопросы
С помощью какого механизма, и вокруг какой оси происходит поворот левого верхнего суппорта
Поворот левого верхнего суппорта осуществляется вручную червячной передачей 1-300. Вспомогательные движения – ускоренное перемещение салазок и суппортов автоматически и вручную, поворот верхнего левого суппорта на требуемый угол для обработки конуса вручную.
Ускоренные перемещения суппорта и салазкам осуществляются при помощи отдельных асинхронных двигателей или вручную при помощи маховичков. Верхний поворотный суппорт используется для обработки наружных и внутренних конических поверхностей. Левый верхний суппорт, кроме того, может перемещаться под углом к оси вращения детали.Происходит вокруг горизонтальной оси.
Как обрабатываются конические поверхности без поворота левого верхнего суппорта.
Думаю, можно отнести обработку конических поверхностей с применением копирных устройств, но там у суппорта продольное движение при этом способе
Существуют четыре способа обработки конических поверхностей на токарных станках: а) поворотом верхней части суппорта; б) поперечным смещением корпуса задней бабки; в) с помощью конусной линейки; г) с помощью широкого резца.
а)При первом способе работы подачу можно производить только от руки, вращая рукоятку ходового винта верхней части суппорта, и лишь в наиболее современных токарных станках имеется механическая подача верхней части суппорта. б)Второй же способ является наиболее простым способом получения угла между осью центров и направлением подачи. Сместить линию центров, сдвинув задний центр в поперечном направлении. Путем смещения заднего центра в сторону резца (на себя) в результате обтачивания получают конус, у которого большее основание направлено в сторону передней бабки; при смещении заднего центра в противоположную сторону, т. е. от резца (от себя), большее основание конуса окажется со стороны задней бабки в) Для обработки конических поверхностей с углом уклона а до 10—12° современные токарные станки обычно имеют особое приспособление, называемое конусной линейкой. Недостатком конусной линейки является необходимость отсоединять салазки суппорта от винта поперечной подачи. Этот недостаток устранен в конструкции некоторых токарных станков, у которых винт не связан жестко со своим маховичком и зубчатыми колесами поперечного самохода. г) Обработку конических поверхностей (наружных и внутренних) с небольшой длиной конуса можно производить широким резцом с углом в плане, соответствующим углу α уклона конуса . Подача резца может быть продольная и поперечная. Однако использование широкого резца на обычных станках возможно только при длине конуса, не превышающей примерно 20 мм. Применять более широкие резцы можно лишь на особо жестких станках и деталях, если это не вызывает вибрации резца и обрабатываемой детали.
Анализ компоновки станка.
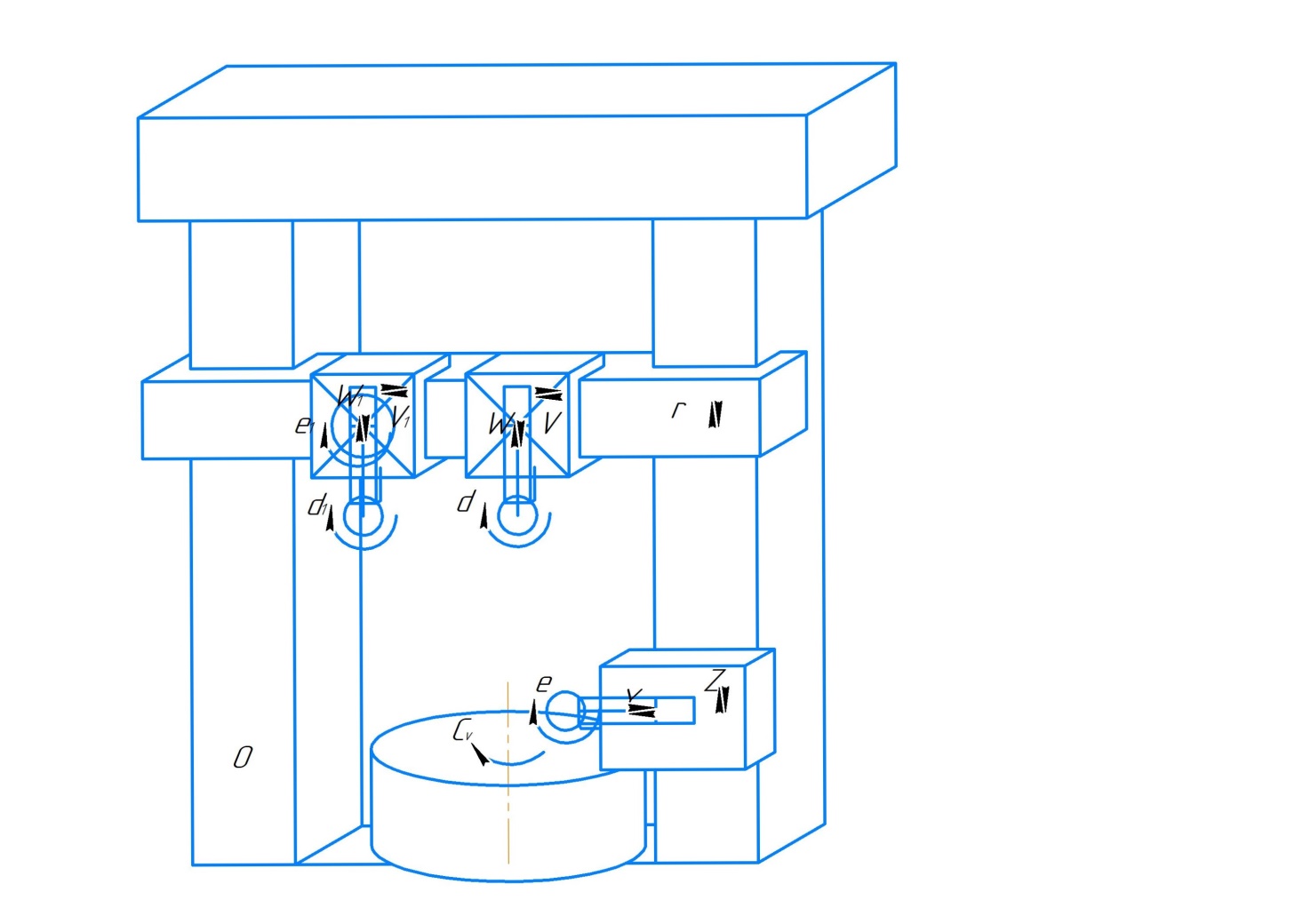
Рисунок 15. Компоновочная схема
Формула компоновки имеет вид
CvO(ZYe + r(WVd + W1V1e1d1))
Блоки компоновки обозначаются по системе координат, рекомендованной международным стандартом ISO R841. Ось z расположена параллельно оси главного шпинделя, независимо от пространственного расположения шпинделя. От заготовки к инструменту ось z расположена положительно. Ось x должна располагаться горизонтально, а оси y расположена так, чтобы система координат была бы правой. Начало системы координат произвольное. Прямолинейные движения блоков вдоль осей координат обозначены так же, как и сами оси - X, Y, Z. Дополнительные движения, параллельные осям x, y, z, обозначают U, V, W (вторичные) и P, Q, R (третьей очереди).
Вращательные движения вокруг осей x, y, z, обозначаются буквами A, B, C, а дополнительные вращательные движения – D, E.
Стационарный блок неподвижен и обозначается буквой O.
При дублировании координатных перемещений в качестве первичных движений принимаются те движения блоков, которые ближе всего расположены к шпинделю. Вращение главного шпинделя обозначается буквой C.
Те блоки, которые выполняют формообразующие движения, обозначаются заглавными буквами. Строчными же обозначены блоки, выполняющие установочные и другие вспомогательные движения.
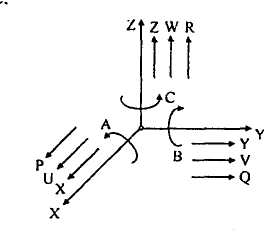
Рисунок 16. Система координат ISO при вертикальном расположении оси вращения главного шпинделя.
3.1 Технологическая компоновка.
Формообразующие движения – вращение планшайбы вокруг своей оси; вертикальное и горизонтальное перемещение двух верхних суппортов; вертикальное и горизонтальное перемещение бокового суппорта.
Установочные движения – перемещение траверсы с находящимися на ней двумя суппортами; поворот револьверной головки; перемещение верхнего левого суппорта под углом к оси вращения детали; поворот резцедержателя у верхнего левого суппорта; поворот резцедержателя у бокового суппорта.
Число планшайб – одна.
Число рабочих и загрузочных позиций – одна.
3.2 Определение набора блоков.
Набор блоков, используемых при данной компоновке станка
а) станина (неподвижный блок)
б) два блока, перемещающиеся в одной плоскости
в) один блок, находящийся в плоскости перпендикулярной первой
г) блок, содержащий 2 блока, перемещающихся в одной плоскости
д) блок, вращающийся вокруг своей оси для обеспечения резания
Обозначения блоков:
Станина неподвижная - О
Планшайба, выполняющая вращательное движение вокруг оси Z - Cv.
Боковой суппорт, перемещающийся по осям Z и Y, и поворот резцедержателя – e. Обозначается Z и Y
Правый верхний суппорт, перемещающийся по осям Z и Y, обозначается W и V, а левый верхний суппорт (дублирующий) - W1 и V1. Установочные движения верхнего левого суппорта - поворот вокруг оси детали - e1, и поворот резцедержателя – d1. Поворот револьверной головки у верхнего правого суппорта - d.
Траверса, выполняющая установочное перемещение по оси Z обозначается – r.