Материал: Проектирование продукта, стоимостной анализ при проектировании продукта
Потребительская стоимость товара - полезность вещи (способность удовлетворять ту или иную человеческую потребность), соотнеснная к затратам на эту полезность.
ФСА конкретного объекта на предприятии проводит так называемая временная рабочая группа. В ее состав входят: конструктор, технолог, инженер-исследователь, опытные рационализаторы, а также изобретатели со стороны. Руководит группой инженер-организатор ФСА, прошедший специальнцю подготовку по применению метода. Работа ведется по определенному плану, включающему 7 этапов.
1. Подготовительный этап
Выбор объекта ФСА, утверждение состава временной рабочей группы, сроки проведения работ. ФСА - метод универсальный. Его можно использовать для решения самых разнообразных задач: снижения себестоимости продукции, транспортных расходов, повышения производительности труда, замены дефицитных и дорогостоящих материалов, сокращение и ликвидация брака.
2. Информационный этап
Основной задачей этапа является сбор, систематизация и всестороннее изучение информации об объекте и его аналогах. Сбор данных: о рекламациях, браке, рассмотрение отклоненных рациональных предложений, перечень основных потребителей, составление опросных листов для запроса данных у них.
. Аналитический этап
Анализ функций объекта, узлов, деталей, распределение их по значимости: основные, вспомогательные, ненужные. Здесь вскрываются резервы исследуемой конструкции или технологии. Для сложных объектов после выявления всех функций и разделения их на указанный выше группы, строится функциональная модель и определяется значимость каждой функции.
. Творческий этап
Главная цель - выявить возможно большее количество идей для технического решения поставленных задач. Используют: конференцию идей, метод вопросов и ответов, аналогию, поэлементный экономический анализ, инверсию и т.п. На этом этапе получают список решений.
На последующих этапах ФСА последовательно отбираются и внедряются наиболее эффективные решения.
. Исследовательский этап
Конструкторская и технологическая проработка большинства идей и предложений. Выполнение расчетов ориентировочной стоимостной оценки этих идей.
. Рекомендательный этап
Рассмотрение рекомендаций и предложений временной группы на административно-техническом уровне (тех. совет, НТС предприятия, совещание у главного инженера и т.п.).
. Этап внедрения
Выпуск и утверждение сетевого графика, составление плана мероприятий, выпуск приказа директора и т.п.
Заканчиваются работы по ФСА оценкой экономической эффективности внесенных предложений.
Пример. Изготовление корпуса электронного прибора. Первоначально он изготавливался фрезерованием из прямоугольной заготовки сплава алюминия. Такой способ связан с большим расходом металла и длительным временем обработки. Список решений: 1 - изготовление корпуса точным литьем, 2 - сварка корпуса из плоских элементов, 3 - изготовление заготовки с технологическим припуском, например, методом жидкой штамповки с последующим фрезерованием. Внедрен последний метод, дающий наибольший технический эффект при высоком качестве изделия.
Раздел 2. Расчетная часть
. Выполнить календарное планирование технической подготовки к выпуску нового изделия с использованием сетевого графика.
Исходные данные.
Изделие состоит из трех узлов, которые предполагается изготовить своими
силами: Генератор (Г), Коробка передач (КП) и Система запуска (СЗ), и одного
покупного комплектующего узла, который предполагается закупать у сторонней
организации (время поставки - 7 недель).
Табл.1
|
Название работ |
Продолжительность этапов, (недель) |
||
|
|
Г |
КП |
СЗ |
|
Разработка технического задания и составление эскизного проекта |
6 |
||
|
Составление технического проекта |
5 |
6 |
7 |
|
Составление рабочего проекта |
5,9 |
8,9 |
4,4 |
|
Составление проекта оснастки |
5 |
7,4 |
2,5 |
|
Изготовление оснастки |
3,3 |
4,9 |
2,5 |
|
Изготовление опытного образца |
6 |
4 |
7 |
|
Испытание опытного образца |
7 |
9 |
3 |
|
Подготовка к сборке |
5 |
4 |
6 |
|
Сборка опытного образца изделия |
4 |
||
|
Испытание опытного образца изделия |
7 |
||
|
Внесение изменений по результатам испытаний |
4 |
||
|
Освоение массового производства |
10 |
||
Трудоемкость работ по узлам Г, КП и СЗ на этапах РП, ПО, ИО соотносятся как 2:3:1,5. Численность каждого подразделения в пределах 2÷20 человек.
Количество деталей в одном изделии:
Табл.2
|
Вариант |
Количество деталей в изделии, (шт.) |
||
|
|
Крупные |
Средние |
Мелкие |
|
13 |
80 |
115 |
150 |
Общие затраты времени на выполнение указанных видов работ, в пересчете на
одну деталь, при условии, что изделие разделено условно на крупные (К), средние
(С) и мелкие (М) детали.
Табл.3
|
Название работ |
Затраты времени на деталь, (час.) |
|||||
|
|
Инженеры |
Техники (для 3 этапа-рабочие) |
||||
|
|
К |
С |
М |
К |
С |
М |
|
1. Составление рабочего проекта |
14 |
11 |
8 |
13 |
7,5 |
6,2 |
|
2. Составление проекта оснастки |
12 |
10 |
6 |
12 |
11 |
5 |
|
3. Изготовление оснастки |
7 |
6 |
5 |
18 |
15 |
10 |
1. Составление рабочего проекта.
ИТР расчет трудоёмкости.
Титр=∑ni*ti=80*14+115*11+150*8=3585н-ч=
=3585*4/8,5*22=76,7нед.
Г=76,7*2/(2+3+1,5)=23,6нед.
КП=76,7*3/(2+3+1,5)=35,4нед.
СЗ=76,7*1,5/(2+3+1,5)=17,7нед.
Инженеры-конструкторы:
Тг=23,6нед., Числ=2÷20чел.
Численность=4 человека.
Дитр= 23,6/4=5,9нед.
Ткп=35,4нед., Числ=2÷20чел. (=4 чел.)
Дитр= 35,4/4=8,9нед.
Тсз=17,7нед., Числ=2÷20чел. (=4 чел.)
Дитр= 17,7/4=4,4нед.
Расчет трудоемкости техников
Ттех = ∑ni * ti = 80 * 13 + 115 * 7,5 + 150*6,2 =
2832,5 н-ч = 2832,5 * 4/8,5 * 22=60,6нед.
Г=60,6*2/6,5=18,6 нед
КП=60,6*3/6,5=28 нед
СЗ=60,6*1,5/6,5=14 нед
Численность техников=18,6/5,9=3,2 чел
Численность техников принятая = 4 чел
Кзагрузки тех = 3,2/4=0,8
2. Составление проекта оснастки
Расчет трудоемкости ИТР
ТИТР = ∑ni*ti = 80*12+115*10+150*6= 3010 н-ч
ТИТР = 3010*4/ 8,5*22=64,4 нед
Г=64,4*2/ 6,5=19,8 нед
КП=64,4*3/6,5=29,7 нед
СЗ=64,4*1,5/6,5=14,9 нед
Инженеры-конструкторы:
Тг=19,8нед., Числ=2÷20чел. (=4 чел.)
Дитр= 19,8/4=5нед.
Ткп=29,7нед., Числ=2÷20чел. (=4 чел.)
Дитр= 29,7/4=7,4нед.
Тсз=14,9нед., Числ=2÷20чел. (=4 чел.)
Дитр=14,9/4=3,7нед.
Расчет трудоемкости техников
Ттех=80*12+115*11+150*5=2975н-ч
Ттех=2975*4/8,5*22=63,6нед.
Г=63,6*2/(2+3+1,5)= 19,6нед.
КП=63,6*3/(2+3+1,5)=29,3нед.
СЗ=63,6*1,5/(2+3+1,5)=14,7нед.
Чтех=19,6/5=3,92чел.
Чтех.прин=4чел.; Кз.тех=3,92/4=0,98
3. Изготовление оснастки
ИТР расчет трудоёмкости.
Титр=∑ni*ti=80*7+115*6+150*5=2000н-ч
Титр =2000*4/8,5*22=42,8нед.
Г=42,8*2/(2+3+1,5)=13,2нед.
КП=42,8*3/(2+3+1,5)=19,7нед.
СЗ=42,8*1,5/(2+3+1,5)=9,9нед.
Инженеры-конструкторы:
Тг=13,2нед., Числ=2÷20чел. (=4 чел.)
Дитр= 13,2/4=3,3нед.
Ткп=19,7нед., Числ=2÷20чел. (=4 чел.)
Дитр= 19,7/4=4,9нед.
Тсз=9,9нед., Числ=2÷20чел. (=4 чел.)
Дитр= 9,9/4=2,5нед.
Расчет трудоемкости рабочих
Траб=80*18+115*15+150*10=4665н-ч
Траб =4665*4/8,5*22=99,8 нед.
Г=99,8*2/(2+3+1,5)=30,7нед.
КП=99,8*3/(2+3+1,5)=46,1нед.
СЗ=99,8*1,5/(2+3+1,5)=23нед.
Чраб=30,7/(5÷8,5)=30,7/6,75 = 4,5 чел.
Чраб.прин=5чел.; Д=30,7/5=6,1нед.
Табл.4. Продолжительность, нед.
|
|
Г |
КП |
СЗ |
|
Составление рабочего проекта |
5,9 |
8,9 |
4,4 |
|
Составление проекта оснастки |
5 |
7,4 |
3,7 |
|
Изготовление оснастки |
3,3 |
4,9 |
2,5 |
2. Провести оптимизацию сетевого графика. Рассчитать резервы времени для выполнения всех видов работ. Нанести их на сетевой график и в отдельную таблицу.
Сетевой график показывает последовательность работ, которые должны быть выполнены в рамках любого проекта, в том числе и проекта перехода на новую продукцию.
В таблице 5 содержатся необходимые для построения сетевого графика
исходные данные.
Табл.5
|
Операция (работа) |
Обозначения |
Ближайший предыдущий элемент |
Продолжительность в неделях |
|
1. Разработка ТЗ и составление ЭП |
A |
─ |
6 |
|
2. Составление технического проекта -Г -КП -СЗ |
B C D |
A A A |
5 6 7 |
|
3. Составление рабочего проекта -Г -КП -СЗ |
E F G |
B C D |
5,9 8,9 4,4 |
|
4. Составление проекта оснастки -Г -КП -СЗ |
H I J |
E F G |
5 7,4 3,7 |
|
5. Изготовление оснастки -Г -КП -СЗ |
K L M |
H I J |
3,3 4,9 2,5 |
|
6. Изготовление опытного образца -Г -КП -СЗ |
N O P |
K L M |
6 4 7 |
|
7. Испытание опытного образца -Г -КП -СЗ |
Q R S |
N O P |
7 9 3 |
|
8. Подготовка к сборке -Г -КП -СЗ |
T U V |
Q R S |
5 4 6 |
|
9.Сборка ОО изделия |
W |
T,U,V |
4 |
|
10.Испытание ОО изделия |
X |
W |
7 |
|
11.Внесение изменений в результате испытаний |
Y |
X |
4 |
|
12.Освоение массового производства |
Z |
Y |
10 |
Сетевой график
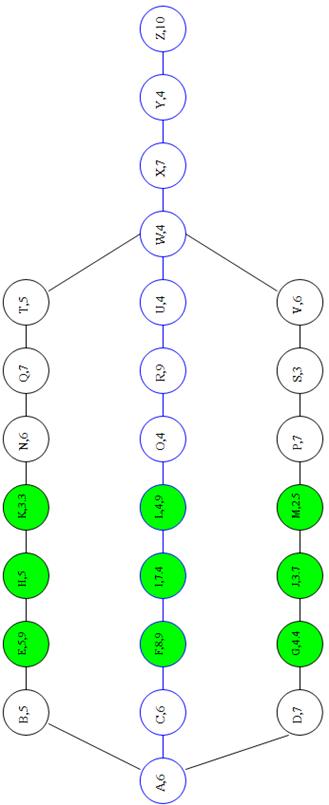
S1=6+5+5,9+5+3,3+6+7+5+4+7+4+10=68,2 нед.=6+6+8,9+7,4+4,9+4+9+4+4+7+4+10=75,2 нед.=6+7+4,4+3,7+2,5+7+3+6+4+7+4+10=64,6 нед.ср=(68,2+75,2+64,6)/3=69,3нед
Резерв S1=1,1нед
Резерв S3=4,7нед
Анализ сетевого графика
Для каждой работы проекта рассчитывается резерв времени ее выполнения,
рассчитанный по зависимости (LF-LS-длительность). Расчет оформляем в
таблице.
Табл.6 Расчет резерва времени выполнения работ
|
Работа |
Длительность, недель |
ES |
EF |
LS |
LF |
Резерв, недель |
|
A |
6 |
0 |
6 |
0 |
6 |
0 |
|
B |
5 |
6 |
11 |
13 |
18 |
7 |
|
C |
6 |
6 |
12 |
6 |
12 |
0 |
|
D |
7 |
6 |
13 |
16,6 |
23,6 |
10,6 |
|
E |
5,9 |
11 |
16,9 |
18 |
23,9 |
7 |
|
F |
8,9 |
12 |
20,9 |
20,9 |
0 |
|
|
G |
4,4 |
13 |
17,4 |
23,6 |
28 |
10,6 |
|
H |
5 |
16,9 |
21,9 |
23,9 |
28,9 |
7 |
|
I |
7,4 |
20,9 |
28,3 |
20,9 |
28,3 |
0 |
|
J |
3,7 |
17,4 |
21,1 |
28 |
31,7 |
10,6 |
|
K |
3,3 |
21,9 |
25,2 |
28,9 |
32,2 |
7 |
|
L |
4,9 |
28,3 |
33,2 |
28,3 |
33,2 |
0 |
|
M |
2,5 |
21,1 |
23,6 |
31,7 |
34,2 |
10,6 |
|
N |
6 |
25,2 |
31,2 |
32,2 |
38,2 |
7 |
|
O |
4 |
33,2 |
37,2 |
33,2 |
37,2 |
0 |
|
P |
7 |
23,6 |
30,6 |
34,2 |
41,2 |
10,6 |
|
Q |
7 |
31,2 |
38,2 |
38,2 |
45,2 |
7 |
|
R |
9 |
37,2 |
46,2 |
37,2 |
46,2 |
0 |
|
S |
3 |
30,6 |
33,6 |
41,2 |
44,2 |
10,6 |
|
T |
5 |
38,2 |
43,2 |
45,2 |
50,2 |
7 |
|
U |
4 |
46,2 |
50,2 |
46,2 |
50,2 |
0 |
|
V |
6 |
33,6 |
39,6 |
44,2 |
50,2 |
10,6 |
|
W |
4 |
50,2 |
54,2 |
50,2 |
54,2 |
0 |
|
X |
7 |
54,2 |
61,2 |
54,2 |
61,2 |
0 |
|
Y |
4 |
61,2 |
65,2 |
61,2 |
65,2 |
0 |
|
Z |
10 |
65,2 |
75,2 |
65,2 |
75,2 |
0 |
Сетевой график
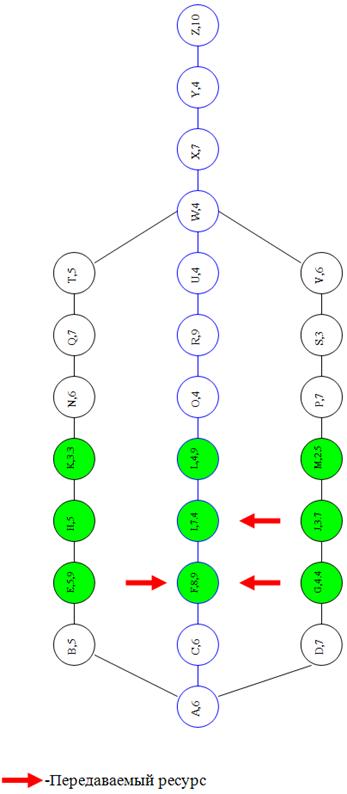
Оптимизация сетевого графика.
Оптимизация сетевого графика состоит в устранении следующих противоречий:
критический путь, который создает риск невыполнения проекта в срок;
относительно избыточные ресурсы, принятые для использования на работах, не относящихся к критическому пути, и имеющих соответствующий резерв времени.
Оптимизация, таким образом, исключает использование дополнительных резервов, и базируется на перераспределении ресурсов, уже запланированных к использованию в работах первого варианта сетевого графика.
Цели оптимизации:
1. Сокращение продолжительности всего проекта при сохранении критического пути (прежнего или вновь возникшего).
2. Сохранение продолжительности проекта без изменения или его незначительное сокращение, и одновременное исключение критического пути (создание резерва времени для работ, ранее относящихся к критическому пути).
1. Составление рабочего графика(СЗ)
Читр=4-1=3чел.
Дитр=17,7/3=5,9нед
Для работ параллельно выполняемых техниками.
Чтех=СЗтех/5,9=14/5,9=2,4 чел.
Чтех.прин=3чел.; Кз.тех=2,4/3=0,8
2. Составление рабочего графика(КП)
Читр=4+1+1=6чел.
Дитр=35,4/6=5,9нед
Для работ параллельно выполняемых техниками.
Чтех=КПтех/5,9=28/5,9=4,7чел
Чтех.прин=5чел.; Кз.тех=4,7/5=0,94
3. Составление рабочего графика(Г)
Читр=4-1=3чел.
Дитр=23,6/3=7,9нед
Для работ параллельно выполняемых техниками.
Чтех=Гтех/7,9=18,6/7,9=2,4чел
Чтех.прин=3чел.; Кз.тех=2,4/3=0,8
4.Составление проекта оснастки(СЗ)
Читр=4-2=2чел.
Дитр=14,9/2=7,5нед
Для работ параллельно выполняемых техниками.
Чтех=СЗтех/7,5=14,7/7,5=2чел
Чтех.прин=2чел.; Кз.тех=2/2=1
5.Составление проекта оснастки(КП)
Читр=4+2=6чел.
Дитр=29,7/6=5нед
Для работ параллельно выполняемых техниками.
Чтех=КПтех/5=29,3/5=5,9чел
Чтех.прин=6чел.; Кз.тех=5,9/6=0,98
Сетевой график после оптимизации
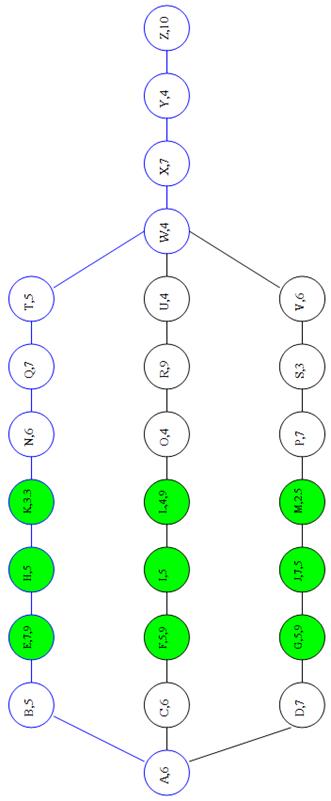
S1=6+5+7,9+5+3,3+6+7+5+4+7+4+10=70,2нед=6+6+5,9+5+4,9+4+9+4+4+7+4+10=69,8нед=6+7+5,9+7,5+2,5+7+3+6+4+7+4+10=69,9недср=(70,2+69,8+69,9)/3=70нед
Резерв S2=70-69,8=0,2нед
S3=70-69,9=0,1 нед.
3. Рассчитать смету затрат на составление рабочего проекта, составления проекта оснастки и изготовление оснастки из условия, что изделие разделено условно на крупные (К), средние (С) и мелкие (М) детали
Работа ведется 22 рабочих дня в месяц по 8,5 часов. Средний оклад ИТР составляет 11500 руб., техников - 9800 руб. в месяц, рабочих - 82 руб. за один нормо-час. Дополнительная заработная плата - 12% от основной зарплаты. Косвенные расходы конструкторского бюро - 80% от основной зарплаты основных работников, а косвенные расходы инструментального цеха, в котором изготавливается оснастка - 200% от основной зарплаты производственных рабочих.