Материал: Проектирование отпарной колонны
Обечайка колонны изготавливается из стали Х18Н10Т ГОСТ 5632-72, крышка, днище , горловины штуцеров , тарелки и прочие детали входящие в соприкосновение с средой также изготавливаются из этой стали.
Фланцевые соединения, опора и другие не соприкасающиеся с агрессивной средой детали изготавливаются из обычной конструкционной стали ВМСтЗсп ГОСТ 380-71 в целях удешевления аппарата.
Оценка и выбор заготовки. При выборе заготовки для заданной детали назначают метод её получения, определяют конфигурацию, размеры, допуски, припуски на обработку и формируют технические требования. По мере усложнения конфигурации заготовки, уменьшение напусков и припусков, повышение точности размеров и параметров расположение поверхностей усложняется и удорожается технологическая оснастка заготовительного цеха и возрастает себестоимость заготовки, но при этом снижается трудоёмкость и себестоимость последующей механической обработки заготовки, повышается коэффициент использования материала. Заготовки простой конфигурации дешевле, так как не требуют при изготовлении сложной и дорогой технологической оснастки, однако такие заготовки требуют последующей трудоёмкой обработки и повышенного расхода материала.
Главным при выборе заготовки является обеспечение заданного качества готовой детали при её минимальной себестоимости. Себестоимость детали определяется суммированием себестоимости заготовки по калькуляции заготовительного цеха и себестоимости последующей обработки до достижения заданных требований качества по чертежу. Выбор заготовки связан с конкретным технико-экономическим расчётом себестоимости готовой детали, выполняемым для заданного объёма готового выпуска с учётом других условий производства. При проектировании технологического процесса механической обработки для конструктивно сложных деталей важно иметь данные о конфигурации и размерах заготовки и, в частности, - о наличии в заготовке отверстий, полостей, углублений, выпусков.
Технологические процессы получения заготовок определяются технологическими свойствами материалов, конструктивными формами и размерами детали и программой выпуска.
Изготовление жестких обечаек. В производстве разметку или наметку на листе производят не одной детали, а нескольких, имеющих одинаковый материал и толщину, но различные размеры и форму. В этих случаях от расположения размеченных заготовок зависит эффективность использования листа, т.е. расход материала на заготовки.
Расположение заготовок деталей на бумаге или материале называют раскроем. Различают три способа раскроя листов: индивидуальный, смешанный и групповой. Рациональный раскрой позволяет не только уменьшать расход материала, но и ускорять изготовление заготовок. При большой номенклатуре выпускаемых изделий и разнообразии форм и размеров их заготовок для обеспечения рационального раскроя требуется много времени и расчетов.
Рациональным раскроем решают следующие три основные задачи.
1. Материал поступает в виде одинаковых кусков, размер которых задан. Даны размеры заготовок и число заготовок каждого вида, необходимое в комплекте. Требуется составить раскройный план, дающий наибольший коэффициент полезного использования материала при раскрое.
2. Допускается заказ материала двух (или нескольких) габаритных размеров. Даны размеры заготовок и состав комплекта. Требуется заказать наиболее рациональную смесь материала и указать раскрой всего заказываемого материала так, чтобы в общем достигался минимальный процент отходов.
3. Материал поступает (или имеется на складе) двух (или нескольких) размеров в определенном количестве, и по-прежнему требуется составить наиболее экономный план раскроя.
В настоящее время задача рационального раскроя решается использованием метода линейного программирования и ЭВМ. Для подробного изучения и внедрения этого метода рекомендуем использовать специальную литературу.
Без разметочное изготовление заготовок используют при вырезке непосредственно по шаблонам или каперным щитам, установленным на газ резательных машинах, на газ резательных машинах с масштабной дистанционной фотокопировальной системой управления, а также на машинах с программным управлением
Сущность резки заключается в отделении части материала от исходного проката, поковки или отливки с целью получения заготовок,
Изготовление днищ. Для аппаратов химических производств применяют днища, изготовляемые по ГОСТ: 6533-68 - днища эллиптические отбортованные стальные для сосудов, аппаратов и котлов; ГОСТ 11372-74- днища эллиптические отбортованные латунные и алюминиевые; ГОСТ 11972 - 66- сосуды и аппараты медные. Днища; ГОСТ 12619-67 - ГОСТ 12624- 67 - днища конические неотбортованные и отбортованные с углами при вершине 60, 90, 120 и 140°; ГОСТ 12625-67 и ГОСТ 12626-67 - днища плоские отбортованные и неотбортованные.
Технические требования к конструкции и изготовлению днищ изложены в «Правилах устройства и безопасной эксплуатации сосудов, работающих под давлением», ОСТ 26-292-71.
Основные требования к конструкции днищ допускают эллиптическую, полушаровую форму или в виде полушарового сегмента, приваренного к фланцам, а также применение конических днищ, причем неотбортованные конические днища должны иметь общий центральный угол не более 45°. Плоские днища допускается применять для сосудов с внутренним диаметром или наибольшей стороной не более 500 мм. При сварке днищ из нескольких листов с расположением швов по хорде расстояние от оси шва до центра днища должно быть не менее 0,2 диаметра днища. Круговые швы на днищах, за исключением днищ шаровой формы, должны быть расположены на расстоянии от центра днища не более 0,25 диаметра днища. Расстояние от кромки отверстия на выпуклом днище до внутренней поверхности отбортовки, измеряемое до проекции, должно быть не более 0,1 внутреннего диаметра. Основные требования на изготовление днищ ограничивают овальность днищ в пределах допуска на диаметр.
Отклонения профиля выпуклой части днищ не должны превышать: 1 % номинального внутреннего диаметра для днищ с внутренним диаметром до 500 мм и 1,25% - для днищ с внутренним диаметром более 500 мм.
Смещение стыкуемых листов в стыковых соединениях должно соответствовать пунктам 4-3-6 и 4-3-9 правил .
Типовые технологические процессы изготовления днищ. А. Для плоских неотбортованных днищ технологический процесс изготовления полностью совпадает с технологическим процессом изготовления заготовок соответствующей формы. Например, плоские неотбортованные днища круглой формы изготовляют по маршруту. 1) расконсервация,; 2) разметка заготовки прямоугольной согласно ОК, см. стр. 70 или круглой,; 3) резка заготовки толщиной более 30 мм по типовому процессу согласно приложению 4, а толщиной менее 30 мм на дисковых ножницах с учетом рекомендаций; 4) кромкострогальная операция согласно ОК 60240.001; 5) токарная обработка наружных и торцовых поверхностей по типовому технологическому процессу механической обработки дисков, приведенной в справочнике , а также по ОК, для случая обработки плоских днищ на карусельном станке.
Б. Для плоских отбортованных днищ технологические операции 1,2,3 выполняют по описанному выше процессу, затем следует операция отбортовки плоских днищ, которую выполняют на прессах горячей штамповкой заготовок. Заключительной операцией является токарная обработка чаще всего торцовой поверхности отбортовки аналогично операции 4, описанной выше для плоских неотбортованных днищ.
В. Для конических неотбортованных днищ технологический процесс включает следующие операции:
) расконсервация, 2) расчет размеров плоской заготовки,; ее разметка по ОК, см. стр. 70; 3) резка заготовки - пламенная по типовому процессу согласно приложению 4 или дисковыми ножницами, с учетом рекомендаций; 4) гибка конических днищ,, а расчет параметров настройки валков листогибочных валковых машин; 5) сборка продольного стыка по ОК, 6) сварка продольного стыка согласно приложениям 1, 2 и 5;
) контроль качества сварного шва и размеров; 8) токарно-карусельная по ОК,
Г. Для конических отбортованных
днищ операции 1-7 одинаковы с предыдущим технологическим процессом, затем
следует операция отбортовки (рис. 3.1). Эту операцию выполняют на специальных
отбортовочных машинах с нагревом поверхности отбортовки, а иногда и всей
заготовки. Нагрев места отбортовки исключает образование трещин, гофров и
наклепа, а также уменьшает мощность для отбортовки. В качестве инструмента для
отбортовки используют сменные профильные ролики 2, 3
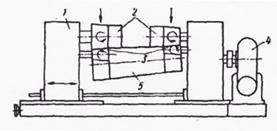
- подвижная стойка; 2 и 3 - формующие ролики верхние и нижние; 4 - привод роликов нижних; 5 -коническая деталь
Рисунок 2.1 - Машина для
отбортовки
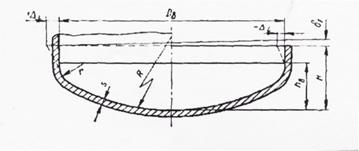
Рисунок 2.2 - Днище
Перед началом отбортовки сварные швы на поверхности зачищают до уровня основного металла.
После отбортовки следует токарно-карусельная обработка торцовых поверхностей конических отбортованных днищ по ОК.
Заключительной обработкой днищ (обечаек) является разметка, сверление и обработка отверстий согласно типовому технологическому процессу изготовления обечаек 60288.008 (операциям 28-33), 1 см. При этом необходимо внести надлежащие изменения элементов приспособлений для установки и крепления конических деталей вместо цилиндрических при выполнении указанных I выше операций.
Д. Изготовление эллиптических и полушаровых днищ выполняют по техническим условиям на изготовление и поставку днищ, которые изложены в стандартах на днища, ОСТ 26-291-72 и заводских нормалях.
Точность геометрических параметров днищ определяет эксплуатационные показатели аппаратов, их напряженное состояние, прочность, надежность и долговечность, а также допускаемые отклонения от формы и величины размеров в процессе изготовления.
Размеры, допуски и отклонения размеров и формы, определяющие качество днища, приведены на рис. 8.
Качество днища определяется: отклонениями базового диаметра ADb; точностью формы - некруглостью AF; уклоном цилиндрической части Д i; неперпендикулярностью среза днища к его оси 8f; отклонениями размеров Аг и AR; отклонением высоты выпуклой части днища А Ьв; утонением AS.
Из погрешностей геометрических параметров основной является погрешность базового диаметра. В зависимости от величины этой погрешности, которая определяет величину смещения кромок стыкуемых элементов, выбирают способ изготовления днищ.
Изготовление колпачков тарелок.
В колонных аппаратах применяют тарелки ректификационные Колпачковые типов TCK-I,
ТСК-П, ТСК-Ш, ТСК-Р, ТСК-РЦ, ТСК-РБ, ТСТ, ТМК, ТЧК, ТКК. Эти тарелки комплектуются
колпачками стальными, медными, чугунными, керамическими.
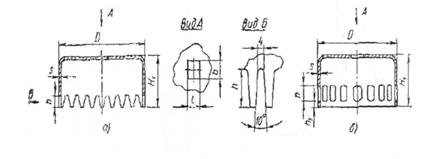
а - открытыми; б - закрытыми
Рис 2.3 - Колпачки капсульные с
прорезями:
Стальные колпачки (рис. 2.3)
изготовляют с наружным диаметром 60, 80, 100 и 150 мм и открытыми и закрытыми
прорезями. Исполнения I
и II колпачков
отличаются их размерами. \ Технические условия на изготовление колпачков.
Колпачки Следует изготовлять из листового проката по чертежам. Наибольшее
отклонение наружного диаметра колпачка по нижней кромке : Зубьев для
колпачков; D = 80 мм - плюс 3
мм; D = 100 мм - плюс 4
мм; D = 150 мм-плюс 6
мм. Предельное отклонение угла прорези Колпачка - плюс 10. Смещение оси
отверстия под болт относительно Оси колпачка - не более 1,5 мм. Глубина рисок
на наружной поверхности колпачка должна быть не более 0,2 мм, В соответствии С
маркой стали колпачок маркировать партиями.
. Определение оптимальных
конструкционных размеров аппарата
.Расход УВГ:
![]() (3.1)
(3.1)
.Расход водяного пара:
![]() (3.2)
(3.2)
.Расход инертных газов:
![]() (3.3)
(3.3)
Определение рабочего флегмового числа и числа теоретических тарелок для 1-й секции.
Для выполнения расчёта заменяем имеющиеся фракции углеводородов на простые алканы нормального строения:
. Фракция НК-350 °С. Так как данная фракция состоит преимущественно из паров диз. топлива, то за НК примем температуру равную 240 °С. Средняя температура равна: (350+240)/2=295 °С.
Принимаем: н-гексадекан (C16H34), tKMn=287 °C, M=226 кг/кмоль.
2. Фракция 350-500 °С. tcp=(350+500)/2 = 425 °С.
3. Принимаем: н-гексакозан (С26Н54 ), tKMn=417 °C, М=366 кг/кмоль.
4. Фракция 500-КК °С
Принимаем: н-пентатриаконтан (С35Н72), tKMn=511 °С, М=492 кг/кмоль.
Заменяем перегоняемую смесь углеводородов в 1-й секции на бинарную смесь. В качестве низкокипящеко (НК) компонента принимаем н-гексакозан (С2бН54 ), а в качестве выкокипящего (ВК) - н-пентатриаконтан (С35Н72)-
Производим расчёт мольных
концентрация на входе и на выходах из секции. Мольную концентрацию на входе
определяем на основе массовой концентрации, которую рассчитали в материальном
балансе 1-й секции.
Состав куба дистиллята
определяется на основе ср. температур кипения фракции и рассчитывается по
формуле:
где Ратм-
атмосферное давление, РНк и РВк -давление насыщенных
паров индивидуальных компонентов при температуре фракции, определяются по
уравнению Антуана:
![]()
где А, В, С - параметры Антуана
для каждого компонента, t-
температура, °С.
Таблица 3.1. Параметры уравнения Антуана
|
Наименование |
Коэф-нты |
||
|
|
А |
В |
С |
|
н-гексадекан |
7,03044 |
1831,317 |
154,528 |
|
н-гексакозан |
7,62867 |
2434,747 |
96,1 |
|
н-пентатриаконтан |
5,778045 |
1598,23 |
40,5 |
Расчёт состава куба: РНк
и Рв «рассчитываются при температуре равной500°С.

Расчёт состава дистиллята: РНк
и РВк рассчитываются при температуре равной 425 °С.

Температуры на выходе из
дистиллята и куба определяем по формуле методом последовательного приближения:
![]()
Температура на выходе из дистиллята равна: tD=363 °C Температура на выходе из куба равна: tw=408 °C
Температура на входе равна: tF=376 °C
Определяем относительную
летучесть а по формуле:
При температуре

При температуре

Средняя относительная
летучесть:
