Материал: Проектирование отпарной колонны
Проектирование отпарной колонны
Аннотация
При выполнении курсовой работы
был проведён литературно-патентный обзор, рассмотрены различные конструкции
аппаратов, применяемых для осуществления процесса отпаривания, был проведён
анализ двух конструкций и выбрана наиболее оптимальная в качестве объекта
проектирования. Также перечислены основные конструктивные элементы, выбран
материал для изготовления колонны и описан способ изготовления основных
деталей. Проведён расчёт на прочность конструктивных элементов аппарата.
Приводится расчет фланца на прочность проведённый с помощью ЭВМ.
Содержание
Нормативные ссылки
Определения обозначения и сокращения
Введение
1. Описание конструкции аппарата
. Выбор конструкционных материалов и защита от коррозии
3. Определение оптимальных конструктивных размеров аппарата
. Расчёт на прочность основных элементов аппарат
. Проверочный расчёт элементов аппарата на ЭВМ
. Требования к эксплуатации
Вывод
Список
литературы
Нормативные ссылки
•ГОСТ 12.1.007-76. ССБТ. Вредные вещества. Классификация и общие требования безопасности.
· ГОСТ 2.102- 68.ЕСКД. Виды и комплектность конструкции документов.
· ГОСТ 2.201 - 80.ЕСКД. Обозначение изделий и конструкции документов.
· ГОСТ 2.501-88. ЕСКД. Правила учета и хранения.
· ГОСТ 2.601-95. ЕСКД. Эксплуатационные документы.
· ГОСТ 8.417-81. ГСИ. Единицы физических величин.
•ГОСТ 9.402-80 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием
· ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
· ГОСТ 12.1.016-79 Система стандартов безопасности труда. Воздух рабочей зоны. Требования к методикам измерения концентраций вредных веществ
· ГОСТ 12.1.044-89 (ИСО 4589-74) Система стандартов безопасности труда. Пожар взрывоопасность веществ и материалов. Номенклатура показателей и методы их определения
· ГОСТ 12.3.002-75 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
· ГОСТ 12.3.005-75 Система стандартов безопасности труда. Работы окрасочные. Общие требования безопасности
· ГОСТ 12.4.011-89 Система стандартов безопасности труда. Средства защиты работающих. Общие требования и классификация
· ГОСТ 12.4.021-89 Система стандартов безопасности труда. Системы вентиляционные. Общие требования
· ГОСТ 6806:-73 Материалы лакокрасочные. Метод определения эластичности пленки при изгибе
: • ГОСТ 8420-74 Материалы лакокрасочные. Методы определения условной вязкости
· ГОСТ 8832-76 (ИСО 1514-84) Материалы лакокрасочные. Методы получения лакокрасочного покрытия для испытания
· ГОСТ 9825-73 Материалы лакокрасочные. Термины, определения и обозначения
· ГОСТ 9980.1-86 Материалы лакокрасочные. Правила приемки
·
ГОСТ
9980.2-86 (ИСО 842-84, ИСО 1512-74, ИСО 1513-80) Материалы лакокрасочные. Отбор
проб для испытаний
Обозначения и сокращения
с - теплоёмкость, кДж/ (кгК).
d -диаметр, м.
G - расход теплоносителя, кг/кг; кг/с,
g = 9,8 1 м/с2 - ускорение свободного падения,
h - высота ребра, м; энтальпия жидкости, кДж/кг.
К - коэффициент теплопередачи, Вт/ (м2*К).
Nu - критерий Нуссельта.
Р - параметр.
Pr- критерий Прандтля.
Q - тепловая нагрузка.
R - параметр, фактор загрязнения (м2*К) / Вт.
r- теплота испарения, кДж/кг.
Re - критерий Рейнольдса.
S - расстояние между трубами, м.
Т - температура, К.
u - массовая скорость, кг/ (м2 • с),
ω - скорость, м/с.
α - коэффициент теплоотдачи, Вт/ (м2 ∙ К).
δ- толщина, м. л, - параметр
- температурный напор, К.
η - теплопроводность, Вт/ (м ∙ К).
μ - динамическая вязкость, Па ∙ с.
v - кинематическая вязкость, м2/с.
ξ - плотность, кг/м; термическое сопротивление, (м2 • К)/Вт.
ρ - коэффициент,
τ - время, с.
φ - коэффициент
оребрения
Введение
Важнейшей задачей нефтеперерабатывающей промышленности нашей страны является углубление переработки нефти, ускоренное развитие производство автомобильных, дизельных и других видов топлив, сырья для нефтехимии и микробиологии на основе использования новых эффективных : катализаторов и адсорбентов, современного высокопроизводительного оборудования, внедрения принципа комбинирования процессов в составе единой установки повышенной мощности. Потребности промышленности в указанных продуктах возрастают значительно быстрее по сравнению с объемом добычи и переработки нефти, в связи с чем необходимо резкое повышение эффективности использования нефти в народном хозяйстве. Так, если на 1 т моторного топлива в 1980г затрачивали более 2,0 т нефти, в 1985 г- 1,72 т, в 1990 г- 1,58 т, то в 2000 г намечено затратить не более 1,28т. Повышение выработки моторных топлив на единицу перерабатываемой нефти требует опережающего развития вторичных каталитических процессов, позволяющих углубить переработку нефти и производить дополнительные количества светлых нефтепродуктов из фракций мазута. Широкое использование вторичных процессов, например в США позволяет из типичной западно-техасской нефти получать до 60% (масс.,) бензина и суммарно 75-80% моторных топлив. В Западной Европе, где уровень развития вторичных процессов ниже, суммарная выработка моторных топлив составляет около 50% на нефть. В нашей стране мощности по вторичным процессам сравнительно невелики и равны 30,14% от первичной переработки нефти преимущественно за счет каталитического риформинга и гидроочистки (25, 49%).
Среди каталитических процессов, используемых в нефтеперерабатывающей промышленности, первое место по масштабам применения принадлежит каталитическому крекингу. Значительное количество выпускаемого современными заводами товарного бензина производится из соляровых дистиллятов путем их крекинга в слое катализатора. Практическая ценность крекинг - установок с непрерывно действующими реакторами и циркуляцией катализатора подтверждается широким и все продолжающимся распространением их на перерабатывающих заводах. Предусматривается дальнейшее увеличение числа таких установок и общей мощности каталитического крекинга.
Разработанный в 1936 г процесс каталитического крекинга в настоящее время является одним из самых основных процессов современных и перспективных НПЗ топливного профиля, обеспечивающих выработку больших количеств высокооктанового бензина из тяжелого сырья -атмосферного газойля, дистиллятов вакуумной перегонки и коксования, деасфальтизата.
Преимущество включения установок каталитического крекинга в состав НПЗ, имеющего прямую перегонку нефти, гидроочистку бензина, платформинг и обессеривание газойлей, видно из приведенных в табл. 1.1 данных по изменению материального баланса нефтеперерабатывающего завода при переработке легкой иранской нефти. Дополнение НПЗ процессом каталитического крекинга (вариант 1) позволяет значительно увеличить выход бензина и фракции С3-С4 за счет снижения выхода котельного топлива. При этом выработка нефтегазового топлива несколько увеличивается.
Схема НПЗ, включающая наряду с каталитическим крекингом висбрекинг вакуумного гудрона, изомеризацию н-бутана и алкилирование сжиженных нефтяных газов (вариант 2), приводит к еще большему росту выхода бензина при уменьшении выхода углеводородов С4 в связи с производством дополнительного количества высокооктанового компонента бензина на установке алкилирования.
Кроме того, увеличивается выход бытового топлива за счет снижения котельного топлива. В настоящее время наибольшее распространение получили установки с микросферическим катализатором, которые продолжают непрерывно совершенствоваться.
Радикальные улучшения процесса
каталитического крекинга в 60 и 70-х годах связаны с открытием каталитической
активности цеолитов и созданием на их основе цеолитсодержащих катализаторов.
Разработка и внедрение цеолитсодержащих катализаторов первого поколения
позволили увеличить выработку целевого продукта - бензина на 6-8% в расчете на
сырье крекинга.
1. Описание конструкции
аппарата
Аппарат - отпорная колонна, используется для отпаривания вторичных переработок нефти, т.е. для отделения примесей от основного компонента, легкого и тяжелого газойля. Аппарат вертикального типа, расположен в помещении цеха.
Материал: 12Х18Н10Т
Внутр. диаметр, D:1400 мм
Толщина стенки, s:6 мм
Длина обечайки, L:8-103 мм
Длина царги 2-103 мм
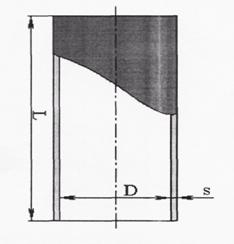
Рисунок 1.1 - Обечайка
К обечайке сверху прикрепляется крышка.
Материал: 12Х18Н10Т
Внутр. диаметр, D: 1400 мм
Толщина стенки днища 6 мм
Высота днища, Н: 150 мм
Длина отбортовки, hi:
50 мм
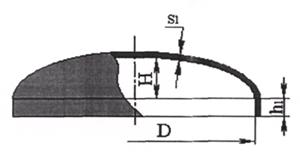
Рисунок 1.2 - Крышка
Крышка к обечайке прикрепляется с помощью фланцевого соединения. Фланцы соединяющие царги имеют те же параметры:
Тип фланцев: Плоские приварные
Исполнение: Плоские
Теплоизоляция: Нет
Диаметр болтовой окружности, D6:0,8-103 мм
Болты:
Материал:35
Наружный диаметр, d:15 мм
Количество, п:12
Контроль затяжки: Нет
Прокладка:
Материал прокладки Резина по ГОСТ 7338 с твёрдостью по Шору А до 65 единиц
Толщина, hn: 10 мм
Средний диаметр, Dcn: 0,75-103 мм
Ширина, bп:
30 мм
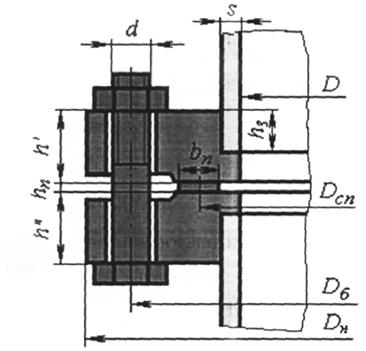
Рисунок 1.3 - Прокладка
На крышке имеется штуцер Ж через который выходят пары примесей ( уксусно-этиловый эфир), пары поступают в дефлегматор, где частично конденсируются, этот конденсат (флегма) возвращается в колонну через штуцер 3. рядом имеется штуцер 3] через который в колонну поступает лютерная вода.
На днище так же имеется штуцер К, по нему освобожденный от основной части головных примесей водно-спиртовой раствор (эпюрат) направляется через кипятильник в ректификационную колонну. Через штуцер И в колонну поступают пары из кипятильника.
Материал несущего элемента:12Х18Н1 ОТ
Толщина стенки несущего элемента, s:5 мм
Материал штуцера:12Х18Н1 ОТ
Внутренний диаметр штуцера, d:70 мм
Толщина стенки штуцера, S15 мм
Длина штуцера, 1]:100 мм
Также имеется штуцер Л через который в аппарат поступает на 30 тарелку, считая снизу, бражной дистиллят из бражной колонны, проходя прежде через спиртловушку.
Днище аппарата приварена к
первой царге считая снизу.
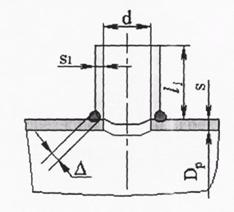
Рисунок 1.4 - Штуцер
Эпюрационная колонна имеет
контактные устройства, 42 многоколпачковые тарелки.
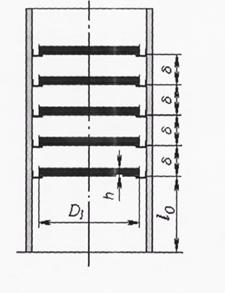
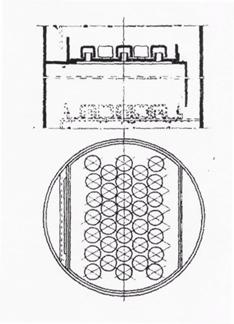
Рисунок 1.5 - Эпюрационная
колонна
Группа тарелок
Исходные данные
Несущий элемент: Обечайка цилиндрическая
Расстояние от начала элемента, 10:500 мм
Диаметр, D1:680 мм
Высота тарелки, h:] 00 мм
Число тарелок, n:42
Расстояние между тарелками, 5:170 мм
Вес каждой тарелки в сборе, Gt:15 Н
Наличие жидкости: Да
Расчёт в рабочих условиях
Вес элемента, W: 630 Н. Пар, поступающий на эту тарелку через горловину под колпак, вырывается через края колпака в жидкость, текущую по кольцевому проходу между горловиной и стенкой колонны.
Таким образом пар барботирует
жидкость односторонне. Поэтому хороший контакт между паром и жидкостью
достигается лишь при малых размерах аппарата. Чем больше диаметр колонны и ее
производительность, тем больше должно быть расстояние между стенкой колонны и
краем колпака и тем хуже условия контактирования. Аппарат расположен на опоре
составного типа. Крепится 8 анкерными болтами.
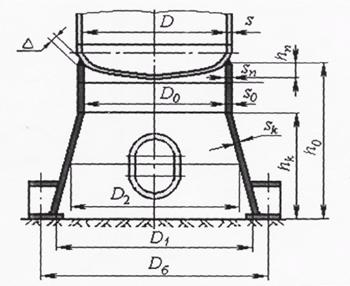
Рисунок 1.6 - Юбочная опора
Несущий элемент: Днище эллиптическое
Цилиндрический участок:
Материал: СтЗ
Толщина стенки, s0:10 мм
Прибавка для компенсации коррозии и эрозии, С]: 2 мм
Прибавка для компенсации минусового допуска, с2: 0,8 мм
Прибавка технологическая, с3:0 мм
Сумма прибавок к расчётной толщине стенки, с: 2,8 мм
Конический участок:
Материал: СтЗ
Диаметр нижнего основания, D(:1,6-103 мм
Высота, hk:1-103 мм
Толщина стенки, s1:10 мм
Фундамент: Бетон:В10 (М150)
. Выбор конструкционных
материалов
Специфические условия работы химической аппаратуры, характеризуемые диапазоном давлений от глубокого вакуума до избыточного давления порядка 250 МПа и выше, большим интервалом рабочих температур при агрессивном воздействии среды, предъявляют высокие требования к конструкционным материалам проектируемой аппаратуры.
Наряду с обычными требованиями высокой коррозионной стойкости в определенных агрессивных средах к конструкционным материалам, применяемых в химической промышленности одновременно предъявляются также требования высокой механической прочности, сохранения удовлетворительных пластических свойств при высоких и низких температурах , устойчивости к знакопеременных или повторных однозначных нагрузках, малой склонности к старению и др.
В расчетах на прочность часто приходится учитывать общую равномерную коррозию металлов и сплавов, для чего необходимо знать проницаемость материала. Она учитывается при выборе величины прибавки на коррозию к расчетной толщине стенки аппарата. В ряде случаев при конструировании аппаратуры необходимо учитывать и другие виды коррозионного разрушения материалов.
Аппаратуру не рекомендуется изготовлять целиком из дорогостоящих и дефицитных материалов. Технико-экономическая не целесообразность применения монолитных толстолистовых высоколегированных сталей не вызывает сомнения. Коррозии подвержена внутренняя поверхность аппарата. Для обеспечения амортизационного срока службы достаточен слой коррозиестойкого металла в несколько миллиметров. Таким образом, целесообразно изготовлять аппаратуру из двухслойного проката. Например, вместо толстолистовой стали Х18Н1 ОТ или Х17Н13М2Т, целесообразно применять двухслойную листовую сталь ВМСт.Зсп+ Х18Н10Т или 20К+ Х17Н13М2Т.
Среда в аппарате взрывоопасная, коррозионная, токсичная. Процесс протекает при давлении 0,1 МПа
Учитывая высокую интенсивность процесса, свойства среды и рабочую температуру, целесообразно использовать для изготовления аппарата (частей соприкасающихся с рабочей средой) легированные стали. Наиболее удовлетворяет требованиям процесса сталь 12XI8H10T ГОСТ 5632-72. Сталь обладает удовлетворительными прочностными свойствами, в термообработанном состоянии отличается высокой пластичностью. Сталь технологична в обработке, хорошо деформируется в горячем и холодном состояниях, хорошо сваривается всеми видами сварки и не требует обязательной термической обработки изделия после сварки.
Сталь характеризуется высокой коррозионной стойкостью во многих средах. Сталь склонна к межкристаллической коррозии при нагреве в интервале температур 500-800°С