Материал: Проектирование формовочного цеха по производству по производству железобетонных изделий
n = 58/(12 × 0,85 ) = 58/10,2 =
5,68 шт ≈ 6 шт
где n - число паллет на конвейере (число
постов)
Σton = t1 + t2 + t3 + t4 + t5 + t6
Σton = 10 + 7 + 12 + 10 + 9 + 10 = 58 мин
гдеКв - 0,8 - 0,85 - коэффициент использования оборудования во времени
t1 - чистка и смазка паллеты
t2 - создание чертежа на паллете будущей плиты
t3 - сборка бортов и приклеивание пенопластовых вкладышей
t4 - армирование
t5 - заливка бетонной смеси
t6 - распалубка
Определяем длину конвейерной линии:
Lк = l х n + b х (n+2); м
где l - длина формы (паллеты), м
n - число форм (паллет), шт
b - расстояние 0,5 - 1 м= 5,08 х 6 + 1 х (6+2) = 38,48 м
Определяем производительность конвейера:
Пч = (60 ×Σ_qб×k)/t_р ; м3/ч
Пч = (60 × 1,54 × 0,85)/12 = 6,54 м3/ч
Σqб - объём бетонных изделий, формуемых одновременно (1 изделие)
k - коэффициент использования механизмов в течение часа
k = 0,85
tр - ритм конвейера, (мин)
Определяем число конвейерных линий:
Σ = Q_год/(m×y×П_ч ) ; шт
Σ
= 28000/(247 × 16 × 6,54) = 28000/25846,08 = 1 линия
где Qгод - годовая производительность завода, (м3)
m - количество рабочих суток в году (247 суток) по ОНТП 07-85
у - количество рабочих часов в сутки (16 часов)
Пч - часовая производительность конвейера
1.6.4 Технологический расчёт оборудования для тепловой обработки.
Выбор теплового агрегата.
Выбрана сушильная камера, с подъёмником - лифтом для загрузки и разгрузки во время изготовлений изделий. Теплоносителем служит пар с температурой 55 0С, время твердения бетона 16 часов (данные с предприятия).
Задаём длину камеры - она должна быть рассчитана из мощностей конвейерной линии. Длина камеры 6 метров (данные с завода).
Определяем ширину камеры:
Ширина камеры должна быть равна ширине колеи конвейерной линии, м, плюс
расстояние от изделия до стенки камеры:
Вк = b + bк; м
Вк = 1630 + 0,2 = 1830 м
где Вк - ширина камеры, м
b - ширина колеи конвейерной линии (c учётом ширины бортов установленных на паллете 0,2), м
+ 0,2 = 1630 м
bк - расстояние от формы до стенки камеры 0,2 - 0,5, м
Определяем высоту камеры:
Hк = (Н1 + Н2 + Н3) х n1 + H4 х (n1 - 1) ; м
Hк =
(0,2 + 0,1 + 0,1) х 9 + 0,15 х (9 - 1) = 4,8 м
где Н1 - высота формы (паллеты), м
Н2 - высота роликового рельса, м
Н3 - величина зазора между верхом формы (паллеты) и низом вышерасположенного яруса (потолка), м
n1 - количество ярусов, 9 штук
Н4 - высота междуэтажного яруса (потолка), м
Определяем количество камер:
Мк = (60 ×у×Ƶ×t_тво)/(24 ×m_(1 )×n_1×t_р ) ; шт
Мк = (60 × 16 × 1 × 16)/(24
× 1 × 9 × 12) = 15360/2592 = 6шт
где 60 - количество минут в часе
у = 16 часов - 2 смены
Ƶ - количество конвейерных линии, шт
tтво - время ТВО в часах
tтво = 16 часов
- время работы камеры, ч1 - количество форм по длине камеры, шт
n1 - число ярусов в камере, шт
tр -
ритм конвейера, мин
.6.5 Расчёт потребности в формах.
Определяем расчёт потребности в формах:
tц.ф = (nхt_р)/60 + tтво ; ч
tц.ф =
(6 ×
12)/60 + 16 = 17,2 ч
где tц.ф- расчёт потребности в формах, ч
n - количество паллет на конвейере, шт
tр - ритм линии, мин
tтво - время ТВО в часах
tтво = 16 часов
- количество минут в часе
Определяем количество форм:
Мф = (n + (60 ×t_тво)/t_р ) х к ; шт
Мф = (6 + (60 × 16)/12 ) х 1,7 = 146,2 шт
где Мф - количество форм, шт
n - количество паллет на конвейере, шт
- количество минут в часе
tтво - время ТВО в часах
tтво = 16 часов
tр - ритм линии, мин
к - коэффициент учитывающий вид формк = 1,7
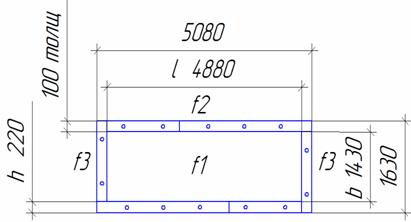
Рисунок 9 - Упрощённый чертёж формы
.6.6 Расчёт складских площадок в цехе.
Определяем площадь площадки для складирования арматурных заготовок:
F1 = (f1 К-1А + f2 ОС-1 + f3 П-4) ; м2
F1
К-1А = (f х Ƶ) х к ; м2
f1 К-1А - площадь для складирования каркасов К-1А, м2
f2 ОС-1 - площадь для складирования отдельных стержней ОС-1
f3 П-4 - площадь для складирования монтажных петель П-4
При складировании каркасов определяем количество каркасов для хранения в цехе.
Ƶ = Q_ч^шт х N ; шт
Ƶ = 4,6 х 4 = 18,4 шт
где Q_ч^шт - часовая производительность, шт
N = 4 часа - норма хранения арматуры в цехе
Определяем площадь занятую каркасами:
f1 К-1А = (6,98 х 1) х 1,3 = 9,07 м2
f2
ОС-1 = (l х b) х к ; м2
где l - длина ящика, м
b - ширина ящика, м
к = 1,3 - 1,5 - коэффициент учитывающий проходы, м
f2 ОС-1 = (1,5 х 0,4) х 1,3 = 0,78 м2
f3 П-4
= ((πd^2)/4) х к ; м2
где к = 1,3 - 1,5 - коэффициент учитывающий проходы, м
F3 П-4 = ((3,14 ×1^2)/4) х 1,3 = 1,02 м2
F1 =
(9,07 + 0,78 + 1,02) = 10,87 ≈ 11 м2
Определяем площадь площадки для складирования резервных форм и оснастки:
F2 = (G_Ф×М_ф)/100 х 20 х к ; м2
F2 = (1,23 × 146,2)/100 х 20 х 1,3 = 46,75 ≈ 47 м2
где Gф - масса одной формы, тонны
Мф - общее количество форм по расчёту, шт
/100 - норма хранения форм - каждые 100 тонн форм находящихся в эксплуатации, необходимо 20 м3
к = 1,3 - 1,5 - коэффициент учитывающий проходы, м
Определяем площадь площадки для текущего ремонта форм и переоснастки:
F3 = (G_Ф×М_ф)/100 х 30 х к ; м2
F3 = (1,23 × 146,2)/100 х 30 х 1,3 = 70 м2
где Gф - масса одной формы, тонны
Мф - общее количество форм по расчёту, шт
/100 - норма хранения форм подлежащих ремонту
к = 1,3 - 1,5 - коэффициент учитывающий проходы, м
Определяем площадь площадки для ремонта изделия:
Норму складирования изделия вычисляем по формуле:
qизд = q_б/f ; м3/м2
qизд =
1,54/6,98 = 0,22 м3/м2
где qб - объём бетона, м3
f- площадь занимаемая изделием, м2
Определяем площадь площадки для выдержки изделий в цехе:
F4 = (Q_час^(м^3 )×N)/q_изд х к ; м2
F4 = (7 × 8)/0,22 х 0,05 = 12,72 ≈ 13 м2
где Q_час^(м^3 ) - часовой выпуск изделия, м3 (смотри таблицу 3)
= 8 часов - нормативный запас изделий на смену
к - коэффициент учитывающий выпуск изделий подлежащих ремонту, допускается 5%
к = 0,05
Рисунок 10 - Схема складирования
Определяем норму складирования изделий в штабеле:
qсклад
= (V_б×n)/f ; м3/м2
где Vб - объём бетона изделия, м3
n - количество изделий в штабеле (5 изделий в штабеле) Мах высота штабеля 2,5м
f- площадь занимаемая штабелем, мм
,88 х 1,43 = 6,98 м2
qсклад = (1,54 × 5)/6,98 = 1,10 м3/м2
F5 = (Q_час^(м^3 )×N)/q_с х к ; м2
где Q_час^(м^3 ) - часовая производительность, м3
N - нормативный запас времени в зимнее время, ч
N = 12 часов
qc - норма складирования
к = 1,3 - 1,5 - коэффициент учитывающий проходы, м
F5 = (7 × 12)/1,10 х 1,3 = 99,27 ≈ 100 м2
1.6.7 Расчёт потребности в смазке.
Нормативный расход составляет:
qсм = 0,2кг/м3 (автоматизированная смазка)
Определяем площадь смазываемой поверхности (смотри рисунок 9):
F = f1 + (2 х f2) + (2 х f3) ; м2
f1 = l х bf1 = 4880 х 1430 = 6,97 м2
f2 = l х h f2 = 4880 х 220 = 1,07 м2
f3 = b х h f3 = 1430 х 220 = 0,31м2
F =
6,97 + (2 х 1,07) + (2 х 0,31) = 6,97 + 2,14 + 0,62 = 9,73 м2
Определяем расход смазки на одно изделие:
Q_см^1изд
= qсм х F ; кг/шт
где qсм - нормативный расход смазки
Q_см^1изд=
0,2 х 9,73 = 1,946 кг/шт
Определяем расход смазки за период:
Q_год=
Q_год^шт х Q_см^1изд ; кг
Q_год^шт - годовая производительность завода, шт
Q_год=
18182 х 1,946 = 35382,17 кг
Q_сут = Q_год/247 = (35382,17 )/247 = 143,24 кг
Q_см = Q_сут/2 = (143,24 )/2 = 71,62 кг
Q_ч = Q_см/8 = 71,62/8 = 8,95 кг
Таблица 8 - Расчёт расхода смазки
|
Наименование изделия |
Вид смазки |
Норма расхода кг/м3 |
Удельный расход смазки |
Расход,кг |
||||
|
|
|
|
кг/шт |
кг/м3 |
часовая |
сменная |
суточная |
годовая |
|
|
|
|
1,946 |
1,28 |
8,95 |
71,62 |
143,24 |
35382,17 |
|
П-19 |
Машинное масло |
0,2 |
|
|
|
|
|
|
1.6.8 Выбор и характеристика оборудования формовочного цеха.
По справочникам и заводскимданным выбираем оборудование для формовочной
линии (смотри таблицу 9).
Таблица 9 - Ведомость оборудования для производства плиты П-19
|
Наименованиеоборудования |
Тип или ГОСТ |
Кол-во штук |
Габаритныеразмеры, мм |
Масса, т |
Основные характеристики |
Источникинформации |
Литература |
|
1 Тележка для ввозаарматуры |
СМЖ-151 |
1 |
7490х2500х1400 |
2,5 |
ГП=20тонн Ширина колеи 1524мм N=7,5кВт |
Справочник Михайлова, Королёва |
|
|
2 Бетоноукладчик |
СМЖ-166Б |
1 |
5200х6300х3100 |
9,5 |
V=2,1м3 n=1 бункер N=23,7кВт |
Справочник Михайлова, Королёва |
|
|
3 Виброплощадка |
СМЖ-187Т |
1 |
8500х2900х690 |
5,6 |
N=63кВт ГП=10тонн |
Справочник Михайлова, Королёва |
|
|
4 Мостовой кран |
ТУ 24.09. 568-88 |
2 |
L=16,5м L=16,5м |
15,3 |
N=16кВт ГП=10т ГП=10т N=16кВт |
|
|
|
5 Кран балка |
ГОСТ 7890-93 |
2 |
1440х1200х3000 |
|
ГП=0,5тонн N=5кВт |
СправочникКутухтина |
|
|
6 Сушильная камера |
|
6 |
6000х1830х4800 |
|
|
Оборудованиекомпании «Weckenmann» |
|
|
7 Оборудованиеконвейернойлинии |
|
||||||
|
а) опалубочнаяпаллета |
|
60 (с учёт. полн. камер) |
5080х1630х200 |
3 |
Нагруз-способность до 1000 кг/м2 |
Оборудованиекомпании «Weckenmann» |
|
|
б) формообразующие продольные и поперечные борта |
Серия М |
36 (работающие на конвейере) |
3500х100х220 1500х100х220 |
1,23 |
|
Оборудованиекомпании «Weckenmann» |
|
|
в) плоттер |
|
1 |
3000х5200х1000 |
|
Скор. раб 0-1 м/сек Скорость чистки до 20 м/мин |
Оборудованиекомпании «Weckenmann» |
|
|
г) оборудование для чистки, смазки опалубки |
|
1 |
3000х1000х1500 |
|
Скор. раб 0-1 м/сек Скорость чистки до 27 м/мин |
Оборудованиекомпании «Weckenmann» |
|
|
8 Самоходный бункер |
СМЖ-2А |
1 |
2686х1940х1495 |
|
N=8,5кВт |
|
|
|
9Тележка для вывозаготовойпродукции |
СМЖ-151 |
1 |
7490х2500х1400 |
2,5 |
ГП=20т Ширина колеи 1524мм N=7,5 кВт |
Справочник Михайлова, Королёва |
|
|
10 Лифт для транспортировкипаллет по ярусам |
|
1 |
5080х1630 |
|
ГП=8т N=50 кВт |
|
|
1.7 Расчёт склада готовой
продукции
Определяем норму складирования по формуле:
qс = (V_б×n)/f ; м3/м2
qс =
(1,54 ×
5)/6,9784 = 1,10 м3/м2
где qс - норма складирования для данных изделий, м3/м2
Vб - объём бетона в одном изделии, м3
n - количество изделий в штабеле, шт
f - площадь занимаемая штабелем, м2
Определяем площадь склада готовой продукции:
Fсгп = (Q_год^(м^3 )×N)/(m ×q_c ) х k1 х k2 ; м2
Fсгп =
(28000 ×
10)/(247 × 1,10) х
1,5 х 1,3 = 280000/271,7 х 1,5 х 1,3 = 2009,475 м2
Q_год^(м^3 ) - годовая производительность завода, м3
где N - нормативный запас изделий на складе 10 -14 суток
m - количество рабочих суток в году,
m = 247
qс - норма складирования, м3/м2
k1 = 1,5 - коэффициент учитывающий проходы и проезды,
k2 = 1,3 - коэффициент учитывающий проезды и площадки для мостовых кранов
Определяем длину склада:
L= F_сгп/(B×Ƶ) ; м
L = (2009,475 )/(18 × 2) = 2009,475/36 = 55,81 м
гдеВ - ширина пролёта, м
Ƶ - число пролётов (по проекту)
Принимаем L = 60 м
.8 Расчёт потребности в энергетических ресурсах.
1.8.1 Расчёт потребности в электроэнергии.
Определяем потребность в электроэнергии для оборудования:
N = W х Кс х t, кВт*ч
где N - расход электроэнергии за расчётный период (час, смена, сутки, год)
W - установленная мощность электродвигателей, кВт
Кс - коэффициент спроса;
Кс=0,3- 0,4 - для формовочных агрегатов,
,6 - смесители и дозаторы,
,2 - для конвейеров,
,3 - 0,4 - для виброплощадок
,2 - 0,3 - для мостового крана,
,1 - 0,4 - для арматурных станков,
t-рабочее время цеха за расчётный период.
Приводим один пример расчёта, остальные смотри таблицу 10. Расчёт для
мостового крана:
Nч = 7,5 х 0,3 х 1 = 2,25 кВт*ч
Nсм = Nч х 8 = 2,25 х 8 = 18 кВт*ч
Nсут = Nсмх 2 = 18 х 2 = 36 кВт*ч
Nгод = Nсутх 247 = 36 х 247 = 8892 кВт*ч
Таблица 10 - Потребность цеха в электроэнергии
|
Наименование изделия |
Наименование оборудования |
Кол-во, шт. |
Мощность электродвигателя, кВт |
Коэффициент спроса |
Расход электроэнергии, кВт ч |
||||
|
|
|
|
единицы |
общая |
|
часовая |
сменная |
суточная |
годовая |
|
П-19 |
1 Тележка для ввоза арматуры |
1 |
7,5 |
7,5 |
0,3 |
2,25 |
18 |
36 |
8892 |
|
|
2 Бетоноукладчик |
1 |
23,7 |
47,4 |
0,3 |
7,1 |
56,8 |
113,6 |
28059,2 |
|
|
3 Виброплощадка |
1 |
63 |
63 |
0,4 |
25,2 |
201,6 |
403,2 |
99590,4 |
|
|
4 Механизм для транспортировки паллет по постам |
9 |
45 |
405 |
0,3 |
121,5 |
972 |
1944 |
|
|
|
5 Мостовой кран |
2 |
16 |
32 |
0,3 |
9,6 |
76,8 |
153,6 |
37939,2 |
|
|
6 Самоходный бункер |
1 |
8,5 |
8,5 |
0,3 |
2,5 |
20 |
40 |
9880 |
|
|
7 Кран балка |
2 |
5 |
10 |
0,2 |
2 |
16 |
32 |
7904 |
|
|
8 Сушильная камера |
6 |
240 |
1440 |
0,2 |
288 |
2304 |
4608 |
1138176 |
|
|
9 Лифт для транспортировки паллет по ярусам |
1 |
50 |
50 |
0,3 |
15 |
120 |
240 |
59280 |
|
|
10 Плоттер |
1 |
10 |
10 |
0,4 |
4 |
32 |
64 |
15808 |
|
|
11 Оборудование для чистки, смазки опалубки |
1 |
5 |
5 |
0,3 |
1,5 |
12 |
24 |
5928 |
|
|
12 Тележка для вывоза ГП |
1 |
7,5 |
7,5 |
0,3 |
2,25 |
18 |
36 |
8892 |
|
Всего: |
|
|
|
|
|
|
|
|
1900516,8 |
Определяем расход электроэнергии на освещение цеха за год:
Nосв = F х a х t ,кВт*ч
Nосв=
1188 х 0,012 х 260 х 10 = 37065,6 кВт*ч
где F - площадь цеха , м2
a =0,012 кВт/м2 - норма расхода электроэнергии на освещение на 1 м2
t-время освещения цеха за год,ч
t=260х(10-12),
-количество рабочих суток в году с учётом остановок на ремонт,
-12 - количество часов в сутки требуемое на освещение приведено для средней полосы России, в среднем за год.
Fцеха
= 18 х 66= 1188 м2
.8.2 Расчёт потребности в сжатом воздухе.
Расчёт производим по формуле:
Рсв = р х Кс х t ; м3
где Рсв - расход сжатого воздуха за расчётный период, м3
р - расход сжатого воздуха данным оборудованием, м3/час
t- время за расчётный период, ч
Кс - коэффициент спроса,
Кс = 0,2 - для пневмотранспорта,
Кс = 0,2 - 0,4 - для затворов,
Приводим один пример расчёта, остальные смотри таблицу 11. Расчёт для бетоноукладчика:
Рч = 0,96 х 0,4 х 1 = 0,3 м3
Рсм = Рч х 8 = 0,3 х 8 = 2,4 м3
Рсут = Рсмх 2 = 2,4 х 2 = 4,8 м3
Ргод = Рсутх 247 = 4,8 х 247 = 1185,6 м3
Таблица 11 - Потребность цеха в сжатом воздухе
|
Наименованиеизделия |
Наименованиеоборудования |
Кол-во |
Норма расходасжатоговоздуха, куб.м/ч |
Коэффициентспроса |
Расходсжатоговоздуха, куб.м |
||||
|
|
|
|
Единичная |
Общая |
|
Час |
Смена |
Сутки |
Год |
|
П-19 |
1 Бетоноу-кладчик |
1 |
0,96 |
0,96 |
0,4 |
0,3 |
2,4 |
4,8 |
1185,6 |
|
|
2 Плоттер |
1 |
1,15 |
1,15 |
0,2 |
0,2 |
1,6 |
3,2 |
790,4 |
|
|
3 Оборудование для чистки, смазки опалубки |
1 |
0,56 |
0,56 |
0,2 |
0,1 |
0,8 |
1,6 |
395,2 |
|
Всего: |
|
|
|
|
|
|
|
|
2371,2 |
Расчёт потребности в паре.
Пар расходуется на ТВО изделий, на подогрев заполнителей и воды в цехе БСЦ.
Норму расхода пара на 1 м3 бетона принимаем по ОНТП 07-85.
Подогрев заполнителей на складе проводят в 3 смены, воды в 2 смены. Количество суток для подогрева принимаем по СНиП 2301-99*. Количество суток 168.