Материал: Проектирование формовочного цеха по производству по производству железобетонных изделий
Проектирование формовочного цеха по производству по производству железобетонных изделий

Содержание
Введение
. Технологическая часть
.1 Номенклатура выпускаемой продукции и характеристика изделия
.2 Выбор, обоснование и описание технологической схемы производства завода
.3 Расчёт производственной программы завода
.4 Характеристика сырьевых материалов, расчёт состава бетона, расчёт потребности в материалах
.4.1 Характеристика сырьевых материалов
.4.2 Расчёт состава бетона
.4.2.1 Расчет состава бетона для плиты П-19
.4.2.2 Расчет состава бетона для внутреннего блока вентиляционного ВБВ 9. 28. 3
.4.2.3 Расчет состава бетона для товарного бетона
.4.3 Расчёт потребности в материалах
.5 Расчёт складов сырьевых материалов, длины разгрузочного фронта и конвейеров
.5.1 Расчёт склада цемента
.5.2 Расчёт склада заполнителей
.5.3 Расчёт длины разгрузочного фронта
.5.4 Расчёт длины конвейеров
.5.5 Расчёт склада металла
.6 Выбор и расчёт оборудования и складских площадок в формовочном цехе
.6.1 Расчёт количества бетоносмесителей
.6.2 Расчёт ёмкости бункера выдачи бетонной смеси
.6.3 Расчёт потребности в формующем оборудовании
.6.4 Технологический расчёт оборудования для тепловой обработки
.6.5 Расчёт потребности в формах
.6.6 Расчёт складских площадок в цехе
.6.7 Расчёт потребности в смазке
.6.8 Выбор и характеристика оборудования формовочного цеха
.7 Расчёт склада готовой продукции
.8 Расчёт потребности в энергетических ресурсах
.8.1 Расчёт потребности в электроэнергии
.8.2 Расчёт потребности в сжатом воздухе
.8.3 Расчёт потребности в паре
.9 Контроль технологического процесса и качества готовой продукции
.10. Охрана труда, противопожарные мероприятия, и мероприятия по охране окружающей среды
.10.1 Промышленная санитария
.10.2 Техника безопасности в цехе
.10.3 Противопожарная безопасность
.10.4 Охрана окружающей среды
Заключение
Список литературы
Введение
Целью дипломного проектирования является: закрепление теоретических знаний по изученным МДК, умение правильно применять знания в технологических расчётах, подборе оборудования, графическом исполнении планов и разрезов цеха.
Задача дипломного проекта: показать приёмы проектирования формовочного цеха; научиться правильно подбирать конструкции; выполнять технологические расчёты, технологически грамотно привязывать, компоновать оборудование в цехе. Грамотно, с соблюдением требований ГОСТ, ЕСКД выполнять строительные чертежи планов и разрезов цехов, делать логические выводы.
Проектируемый формовочный цех входит в состав завода по выпуску широкой номенклатуры железобетонных изделий. Завод предполагается разместить в городе Красноуфимск Свердловской области.
Город удалён от областного центра, но темпы жилищного строительства увеличиваются, поэтому возникла необходимость возведения цеха для изготовления данного типа железобетонных плит и вентиляционных блоков - класса по прочности В 22,5, а также приготовление товарного бетона - класса по прочности В 25.
В проектируемом цехе предусмотрена привязка технологических линий нового поколения с автоматизацией и механизацией технологического процесса.
Для выпуска П-19 требуются следующие сырьевые материалы: вяжущее - цемент, мелкий заполнитель - песок, крупный заполнитель - гранитный щебень, вода, добавка - СП-1 (полипласт).
Для выпуска ВБВ 9.28.3 требуются следующие сырьевые материалы: вяжущее - цемент, мелкий заполнитель - песок, крупный заполнитель - гранитный щебень, вода, добавка - СП-1 (полипласт).
Для приготовления товарного бетона требуются следующие сырьевые материалы: вяжущее - цемент, мелкий заполнитель - песок, крупный заполнитель
гранитный щебень, вода, добавка - Movecrete RM 40.
Цемент поступает с Сухоложского цементного завода ОАО «Сухоложскцемент», г.Сухой Лог Cвердловской области.
Щебень поступает с Курманского каменно - щебёночного карьера, п. Курманка. Песок доставляется из карьера артель старателей «Нейва», г. Невьянск.
Вода поступает из городской водопроводной сети.
Арматура доставляется из г.Нижний Тагил ОАО «ЕВРАЗ НТМК». Источником электроснабжения является местная ТЭЦ в г. Красноуфимске. Источником пароснабжения является заводская котельная.
Источник сжатого воздуха является заводская компрессорная станция.
Готовая продукция распространяется на стройки г. Красноуфимска и близ лежащих населённых пунктов.
Дипломный проект содержит пояснительную записку на листах , графическую часть на 4 листах.
Пояснительная записка оформлена согласно требованиям СТО ЕКТС, ЕСКД; содержит все необходимые разделы, таблицы, рисунки.
Графическая часть выполнена с использованием компьютерных программ «КОМПАС-3DV14» на листах формата А1.
1. Технологическая часть
.1 Номенклатура выпускаемой продукции и характеристика изделия
железобетонный плита формовочный цех
В проектируемом цехе предусмотрено изготовление плиты П-19, ВБВ 9. 28. 3. Маркировка плиты чердака П-19, где П - плита, 19 - типоразмер
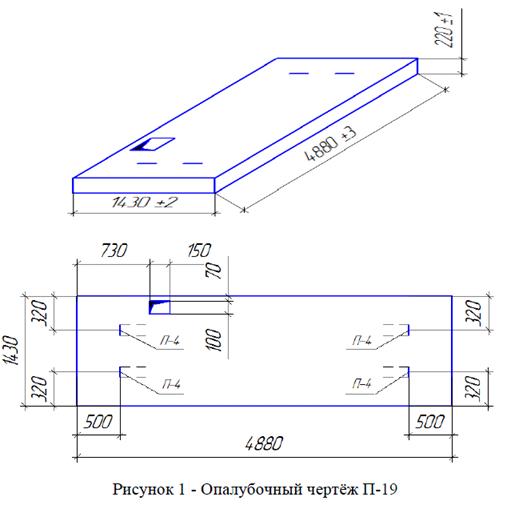
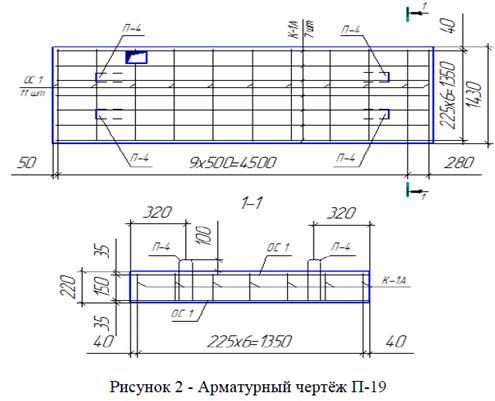
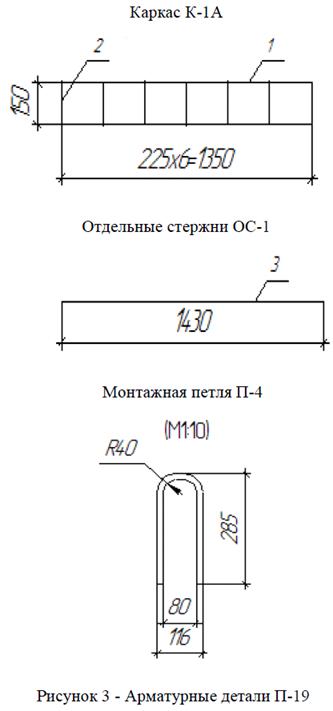
Плита П-19 должна отвечать требованиям ГОСТ 13015 - 2012, технологической документации и рабочих чертежей на изделие.
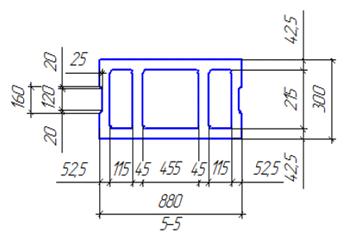
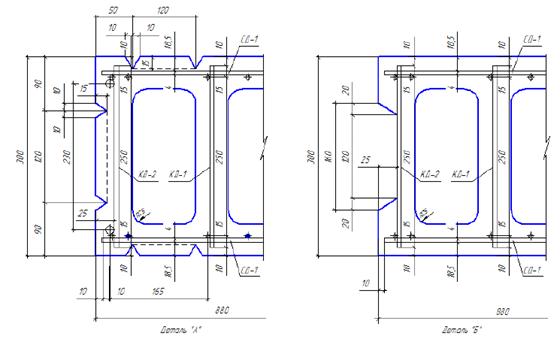
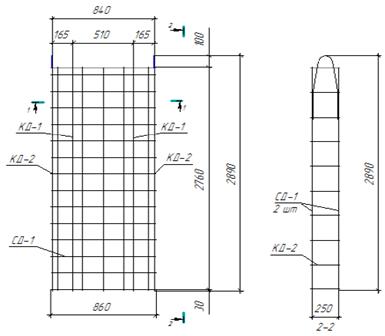
Внешний вид и армирование плиты П-19 смотри рисунки 1 - 3. Маркировка внутреннего блока вентиляционного ВБВ 9. 28. 3,
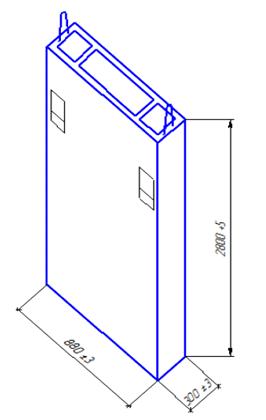
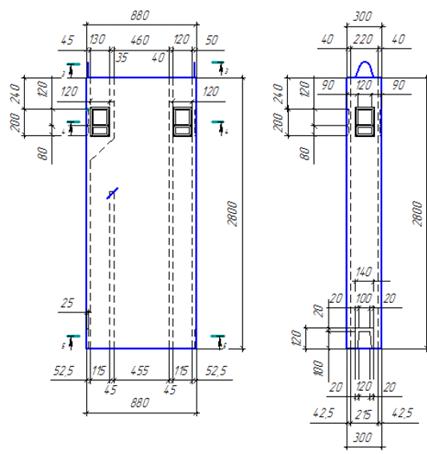
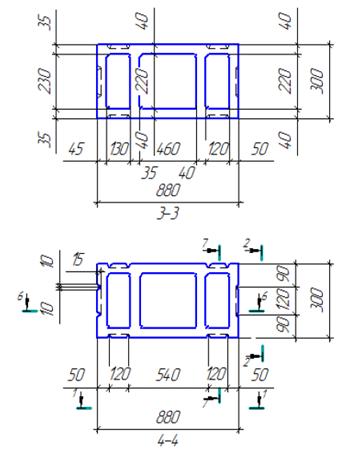
где ВБВ - внутренний блок вентиляционный, 9 - длина блока 880 мм,
- высота блока 2800 мм,
- толщина блока 300 мм
Внутренний блок вентиляционный должен соответствовать ГОСТ 13015 - 2012, технологической документации и рабочих чертежей на изделие.
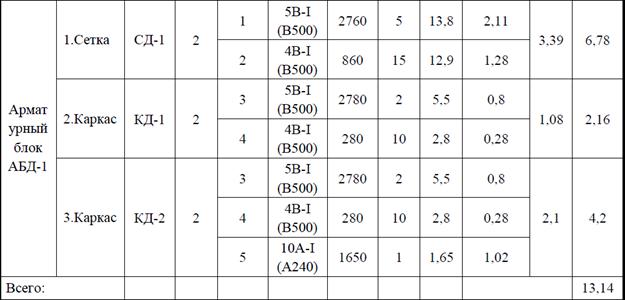
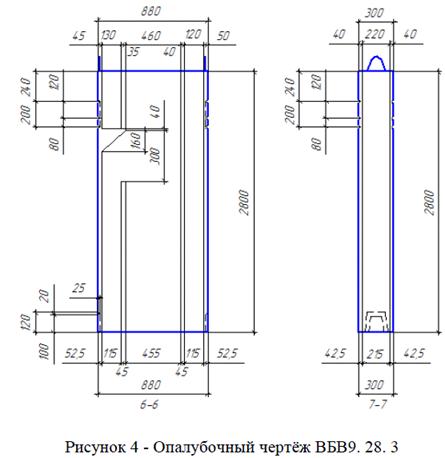
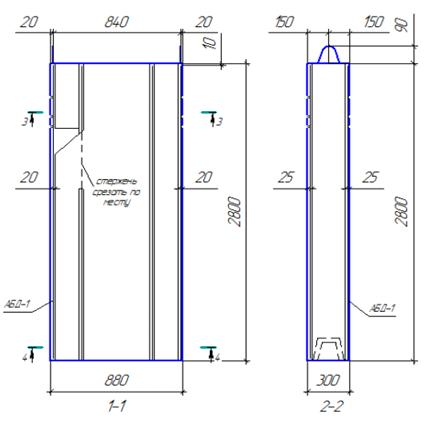
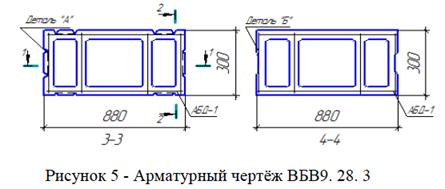
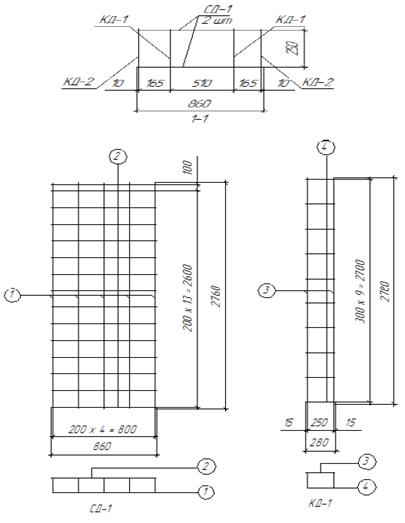
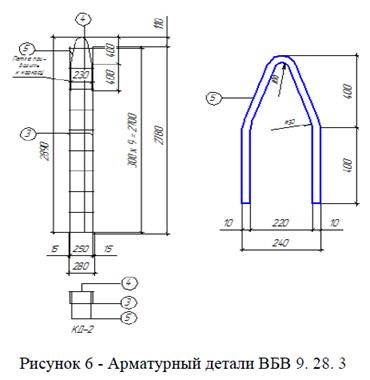
Внешний вид и армирование внутреннего вентиляционного блока ВБВ 9. 28. 3 смотри рисунки 4 - 6.
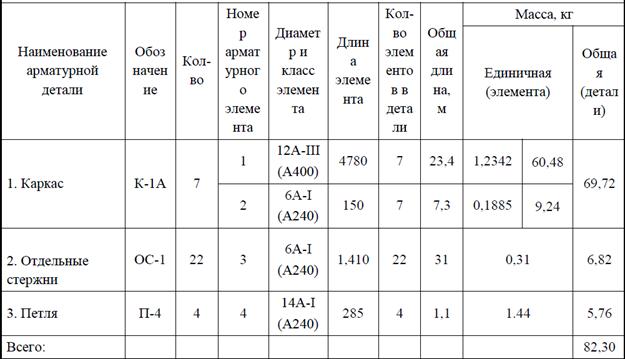
Характеристики изделия смотри таблицы 1, 2.
Таблица 1 - Характеристика изделий
|
Наименование и маркировка |
Класс бетона |
Габаритные размеры, мм |
Объём бетона, м3 |
Расход стали, кг |
Масса изделия, т |
|
Плита П-19 |
В22,5 |
4880*1430*220 |
1,54 |
82,3 |
3,85 |
|
Внутренний блок вентиляционный |
В22,5 |
880*300*2800 |
0,319 |
13,14 |
800 |
|
ВБВ 9. 28. 3 |
|
|
|
|
|
|
Товарный бетон |
В25 |
- |
- |
- |
- |
Таблица 2 - Спецификация арматуры на плиту П-19
1.2 Выбор, обоснование и описание технологической схемы производства
завода
На территорию предприятия вяжущие материалы поступают железнодорожным транспортом в вагонах типа цистерна (2), в вагонах типа «хоппер» (3), автотранспортом - автоцементовоз (1).
Вагон типа цистерна, автоцементовоз снабжены компрессорными устройствами. Сжатый воздух подаётся в цистерну, вяжущее перекачивается в трубопровод, затем в складские ёмкости. На складе предусматривается запас вяжущего, обеспечивающий бесперебойную работу бетоносмесительного цеха (далее БСЦ).
Для предотвращения слёживания, снижения активности цемента при его хранении предусмотрена возможность перекачки вяжущего в свободную ёмкость
силосную банку.
Из расходных ёмкостей - силосов вяжущее подаётся в БСЦ, по трубопроводу, используя пневмовинтовой насос (10).
Процесс полностью автоматизирован, снижены потери цемента.
Инертные материалы для тяжёлого бетона поступают железнодорожным транспортом в вагонах типа «думпкар», в полувагонах с люками, автотранспортом - самосвалы. Вагоны, полувагоны, самосвалы поступают в приёмное устройство (42) бункерного типа, оборудованного бурофрезерными рыхлителями (41), которые восстанавливают сыпучесть заполнителей в зимнее время. Затем заполнители поступают в приёмный бункер (38), который сверху перекрыт решёткой с ячейками 200x200 мм. На выходе из бункера установлены лотковые затворы (37), служащие для равномерной выдачи материалов на ленточный конвейер (31), по которому заполнители поступают на склад.
На складе предусмотрены отсеки в бункерах для хранения материалов по фракциям, видам, по сортам. В зимнее время склад отапливается паровыми (тепловыми) регистрами (33).
Заполнители выдают из штабелей гравитационным способом через течку, вмонтированную в перекрытие подштабельной галереи, по ленточному конвейеру поступают в бункерное отделение БСЦ. В надбункерном отделении, в БСЦ, предусмотрена поворотная воронка, которая распределяет заполнители в бункера.
Арматурная сталь поставляется в закрытых платформах, автотранспортом. Арматура складируется по классам (отдельно проволока, отдельно стержневая арматура), по диаметрам.
В арматурный цех арматура поступает на самоходной тележке по рельсовому пути.
В формовочный цех арматурные изделия поступают на самоходной тележке по рельсовому пути (смотри лист 2, оси В, Г).
В формовочном цехе изготовление плиты П-19 производится по конвейерной технологии, так как эта технология новая, производительная, позволяет использовать различные виды грузоподъёмного оборудования, изготавливать изделия различных размеров и назначений.
Технологический процесс состоит из: очистка металлических бортов (44) производится на посту чистки, смазки, шпателями, скребками; остатки бетона, пенопласта выметают щётками. Рабочие поверхности бортов покрывают смазкой (автол) с помощью оборудования для чистки-смазки бортов, сама паллета смазывается на плоттере, на котором установлены форсунки для нанесения автола, а также разглаживающая лента, также на этом посту с помощью кран- балки устанавливают продольные и поперечные борта уже по разметке вычерченной с помощью плоттера на форме, борта оборудованы магнитными замками для плотной фиксации с формой (паллетой), а также для предотвращения потери заданной конструктивной формы под действием вибрации на виброплощадке.
На посту армирования в форму устанавливают каркас К-1А, отдельные стержни ОС - 1, монтажные петли П-4.
Подача, укладка бетонной смеси осуществляется бетоноукладчиком.
Виброуплотнение - с помощью виброплощадки.
Затем паллета с отформованным изделием перемещается в сушильную камеру: процесс твердения бетона осуществляется по режиму:
при температуре 55 0С - 16 часов.
После твердения изделий в сушильных камерах производится распалубка изделий. На следующем технологическом посту П-19 принимают для контроля работники ОТК.
Затем изделие на самоходной тележке вывозится на склад готовой продукции,
где они хранятся в штабелях высотой не более 2,5м.
.3 Расчёт производственной программы завода
Расчёт ведём по формулам:
= 28000м3 в год - дано по заданию
![]() - годовая производительность завода, м3
- годовая производительность завода, м3
![]() =
= ![]() ; м3
; м3
![]() =
= ![]() = 113,4 м3
= 113,4 м3
где m - 247 количество суток в году для
конвейерной технологии 260 - 13=247, для стендовой m - 253.
![]() =
= ![]() ; м3
; м3
Таблица 3 - Производственная программа завода
|
|
измерения |
Часовая |
Сменная |
Суточная |
Годовая |
|
|
м3 |
7 |
56,7 |
113,4 |
28000 |
|
Плита П-19 |
шт |
4,6 |
37 |
74 |
18182 |
|
|
т (арм.) |
0,377 |
3,02 |
6,05 |
1496,37 |
|
Внутренний блок |
м3 |
2,5 |
19,75 |
39,5 |
10000 |
|
вентиляционный |
шт |
7,8 |
62 |
124 |
31348 |
|
ВБВ 9. 28. 3 |
т (арм.) |
0,101 |
0,81 |
1,62 |
411,91 |
|
Товарный бетон |
м3 |
5,4 |
43,4 |
86,9 |
22000 |
.4 Характеристика сырьевых материалов, расчёт состава бетона, расчёт
потребности в материалах.
.4.1 Характеристика сырьевых материалов
Для приготовления тяжёлой бетонной смеси необходимы следующие сырьевые материалы:
а) Портландцемент ЦЕМ I 32,5 Н ГОСТ 31108 - 2003,
ЦЕМ I 42,5 Н ГОСТ 31108-2003
где ЦЕМ I - портландцемент
,5 - 42,5 класс по прочности, МПа Н - нормально твердеющий
Истинная плотность цемента ƍц = 3150 г/м3, ƍц = 3300 г/м3
Насыпная плотность цемента ![]() = 1000 г/м3,
= 1000 г/м3,![]() = 1200 г/м3
= 1200 г/м3
б) Крупный заполнитель - гранитный щебень с Курманского каменно- щебёночного карьера Свердловская область п. Курманка ГОСТ 8267-93