Материал: Проектирование формовочного цеха по производству по производству железобетонных изделий
Расчёт расхода цемента:
Ц = ![]() х В; кг/м3
х В; кг/м3
Ц = 1,48 х 210 = 311 кг/м3
Согласно СНиП 82-02-95 «Федеральные (типовые) элементные нормы расхода цемента при изготовлении бетонных и железобетонных изделий и конструкций».
Ц = 365 х 0,9 = 329 кг/м3
В/Ц = ![]() = 0,63
= 0,63
Расход расчёта щебня:
Щ = ![]() ; кг/м3
; кг/м3
где Vм.п - объём межзерновых пустот
Определяем по формуле:
Vм.п =
1 - ![]()
Vм.п =
1 - ![]() = 1 - 0,57 = 0,43
= 1 - 0,57 = 0,43
Щ = ![]() =
= ![]() =
= ![]() = 1221,6 кг/м3
= 1221,6 кг/м3
где α - коэффициент раздвижения зёрен определяется по таблице, зависит от В/Ц и от расхода Ц
α = 1,4352
Расчёт расхода песка:
П = ![]() х αn ; кг/м3
х αn ; кг/м3
П = ![]() х 2600 = х 2600 = 0,2 х 2600 = 520 кг/м3
х 2600 = х 2600 = 0,2 х 2600 = 520 кг/м3
Определяем плотность бетонной смеси:
ƍ0.б.с = Ц + В + Щ + П ; кг/м3
ƍ0.б.с = 347 + 210 + 1221,6 + 520 = 2298,6 кг/м3
Расчёт материалов с учётом влажности исходных компонентов. Определяем
расход воды с учётом влажности заполнителей:
ВW = В - ![]() ; л/м3
; л/м3
ВW = 210 - ![]() = 210 - 95,28 = 114,72 л/м3
= 210 - 95,28 = 114,72 л/м3
где В - расход воды, л/м3 Щ - расход щебня, кг/м3 П - расход песка, кг/м3 Wщ - влажность щебня, Wп - влажность песка,
Определяем расход щебня с учётом влажности:
ЩW = Щ + (Щ х Wщ) ; кг/м3
ЩW = 1221,6 + (1221,6 х 0,01) = 1343,76
кг/м3
Определяем расход песка с учётом влажности:
ПW = П + (П х Wп) ; кг/м3
ПW = 520 + (520 х 0,015) = 527,8 кг/м3
Определяем коэффициент выхода бетонной смеси:
![]() ;
;
![]() =
= ![]() =
= ![]() = 0,61
= 0,61
Определяем расход добавки на 1 м3 бетона:
Д = ![]() ; л/м3
; л/м3
Д = ![]() =
= ![]() = 0,0085 м3 0,0085 х 1000 = 8,5 л/м3
= 0,0085 м3 0,0085 х 1000 = 8,5 л/м3
где Ц - расход цемента, кг/м3 Д - расход добавки, л/м3
Кдоб - концентрация добавки, %
Определяем расход материалов на замес бетоносмесителя: Vб.с = 0,75 м3 - объём бетоносмесителя
Рi = I х ![]() х Vб.с ;
кг/б.см
х Vб.с ;
кг/б.см
Ц = Ц х ![]() х Vб.с =
347 х 0,61 х 0,75 = 158,7 кг/б.см
х Vб.с =
347 х 0,61 х 0,75 = 158,7 кг/б.см
В = В х ![]() х Vб.с =
114,72 х 0,61 х 0,75 = 52,5 кг/б.см
х Vб.с =
114,72 х 0,61 х 0,75 = 52,5 кг/б.см
![]()
Щ = Щ х ![]() х Vб.с =
1343,76 х 0,61 х 0,75 = 614,8 кг/б.см
х Vб.с =
1343,76 х 0,61 х 0,75 = 614,8 кг/б.см
П = П х х Vб.с = 527,8 х
0,61 х 0,75 = 241,5 кг/б.см
Годовая потребность в материале для бетонной смеси определяется по
формуле:
q i х х K0
где - годовая потребность в каком либо материале, тонны; кг; м3 i - цемент, щебень, песок, добавка, q i - расход этого материала на 1 м3 бетона по расчету (смотри таблицу 4), тонны; м3; кг
Расход цемента по нормам (смотри таблицу 4).
годовая производительность завода, м3 К0 - коэффициент отходов, К0 = 1,015 - взят из ОНТП 07-85 «Общесоюзные нормы предприятий сборного железобетона».
Результаты расчёта заносим в таблицу 4.
Таблица 4 - Расход материалов на 1 м3 бетона.
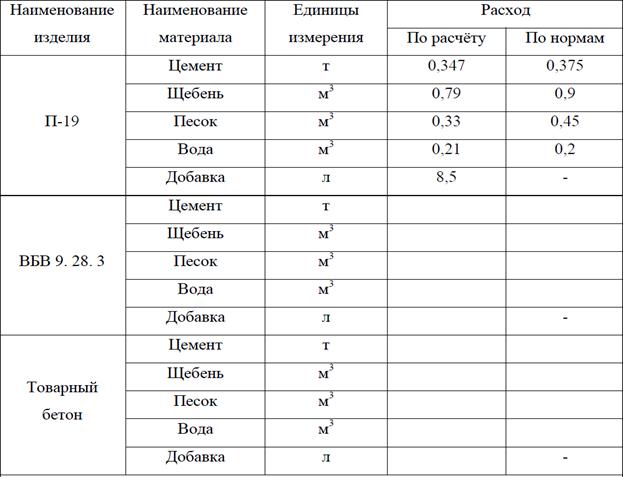
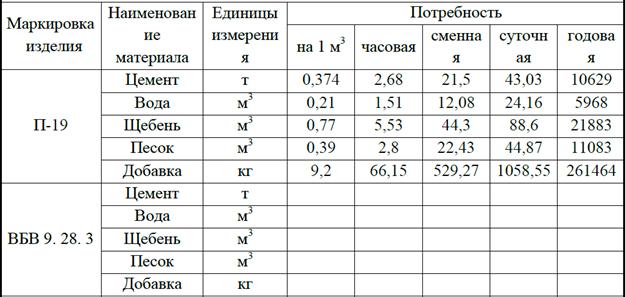
Таблица 5 - Расчёт потребностей в сырьевых материалах.

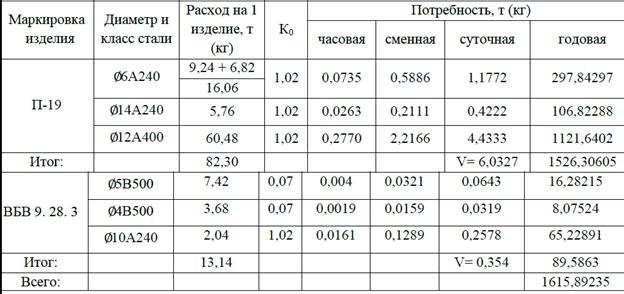
Годовая потребность в арматурной стали определяется по формуле:
qа х х
К0 ; тонны
где - годовая потребность в арматуре, т
qа - расход арматурной стали на одно изделие, т (см. таблицу 2)
К0 - коэффициент отходов в зависимости от класса стали - стержневая сталь А240, А400, полосовая сталь К = 1,02, для гладкой проволоки В500 К = 0,07.
= 16,06 х 18182 х 1,02 = 297842,97 кг = 297,84297 т
= 5,76 х 18182 х 1,02 = 106822,88 кг = 106,82288 т
= 60,48 х 18182 х 1,02 = 1121640,2 кг = 1121,6402 т
Таблица 6 - Расчёт потребности в арматурной стали
1.5 Расчёт складов сырьевых материалов, длины разгрузочного фронта и
конвейеров
.5.1 Расчёт склада цемента
Определяем ёмкость склада по формуле:
V= (Q_год^(м^3 )×q×n)/m ; т
V = (28000 × 0,374 × 10)/247
= 423,96 т ≈ 424 т
где Q_год^(м^3 ) - годовая производительность завода, м3
q - удельный расход цемента, т/м3
n - запас на складе в сутках; 5-7, 7-10 суток - запас материала на складе в зависимости от транспорта
m = 247 cуток для конвейерной технологии
Определяем размеры склада:
Определяем количество силосов и их диаметров.
Минимальное количество 4 штуки, диаметр D-3м, 6м, 12м, затем определяем высоту силосной банки:
Н = (4 ×V)/(〖πd〗^2× N ×ƍ_(0 )^ц×К_з ) ; м
Н = (4 ×424 )/(3,14 ×3^2× 6 × 1
× 0,9 ) = 1696/152,6 = 11,11 м
где N - количество силосов в штуках не менее 4 штук
ƍ_(0 )^ц = 1 т/м3 - насыпная плотность цемента для расчётов склада цемента, дана для того, чтобы перейти от тонн к м3.
К_з - коэффициент заполнения
К_з = 0,9
V - ёмкость склада
D - диаметр склада
Минимальная высота 10м, максимальная 15 м.
Н = 11,11 по расчёту, высоту принимаем Н = 11 м, так как 11 см ни на что
не влияют.
Рисунок 4 - Схема склада цемента
.5.2 Расчёт склада заполнителей
Выбираем эстакадно полубункерныйсклад.
Определяем ёмкость эстакадно пулубункерного склада:
V= (Q_год^(м^3 )×q×n×К_р)/m ; м3V = (28000 × 1,16 × 7 ×
1,2)/247 = 272832/247 = 1105 м3
где Q_год^(м^3 ) - годовая производительность завода, м3
q - удельный расход заполнителей на 1 м3 бетона
qщ = 0,9 м3/м3
qп = 0,45 м3/м3
q = qщ - qп = 1,35
n - запас материала на складе зависит от вида поставки n = 5 - 7 суток - автодорожный транспорт
n = 7 - 10 суток - железнодорожный транспорт
n - принимаем равным 7 суткам к двум видам транспорта
Кр - коэффициент разрыхления Кр = 1,2
m = 247 cуток для конвейерной технологии
Определяем размеры склада (смотри рисунок 5):
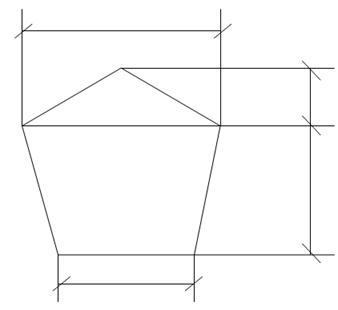
Рисунок 5 - Схема склада заполнителей
Задаём ширину склада (а), которая зависит от ёмкости:
а = 10 м, V 2500 м3
а = 8 м, V 1500 м3
а = 12 м, V до 5000 м3
а = 15 м, V 5000 м3
b = 0,4 - 0,5 м при а = 8 - 12 м
b = 1,5 - 2 м при а = 15 м
α = 400 - угол естественного откоса
= 500 - для щебня
= 550 - для песка (для совмещённого склада)
h1 = (a-b)/2 х tg = (8 - 0,4)/2 х tg550 = (8 - 0,4)/2 х 1,43 = 5,43 м
а = 10 м, b = 0,4, tg400 = 0,84 м
h2 = a/2 х tgα = 8/2 х tg400 = 8/2 х 0,84 = 3,36 м
S1 = (a + b)/2хh1 = (8 + 0,4)/2х 5,43 = 22,8 м2= a/2хh2 =
8/2х 3,36 = 13,44 м20 = S1 + S2 = 22,8 + 13,44 = 36,24 м2
Определяем длину склада:
L = V/(S_(0 )×К_з ) = 1105/(36,24 ×
0,85) = 1105/30,804 = 35,8 м
гдеК_з - коэффициент заполнения
К_з = 0,85
Длину склада необходимо принимать кратной 6 м, с округлением в большую сторону.
L = 36
м
.5.3 Расчёт длины разгрузочного фронта
Расчёт производим соответственно схеме (смотри рисунок 6).
Определяем число одновременно разгружаемых вагонов.
nВ = NВ х t/T ; шт
nВ =
20 х 0,2/4 = 1 шт
где t - время на разгрузку одного вагона, ч
nВ - 10 вагонов для щебня и песка
NВ - до 5 вагонов для цемента
Т - время на разгрузку одного вагона
t = 10 мин - цистерна
t = 12 мин - для разгрузки (хопперов)
t = 15 мин - полувагон
t = 12 мин - думпкар
t = 10 мин - для разгрузки поворотной платформы
t = (12 мин)/60 = 0,2 ч
Т = 4 - норма времени на разгрузку всего состава
NВ = 20 шт
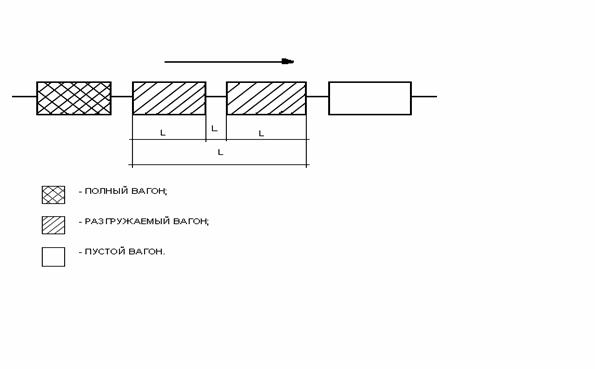
Рисунок 6 - Схема разгрузки
Определяем длину разгрузочного фронта:
Lр.ф =
nв х l + l1 х (nв - 1) ; м
где l - длина вагонов, м
l1 = 1 м - расстояние между вагонами
Lр.ф =
1 х 18 + 1 х (1 - 1) = 18 м
.5.4 Расчёт длины конвейеров
Производим расчёт конвейера от приёмного устройства до склада
заполнителей используя схему, рисунок 7.
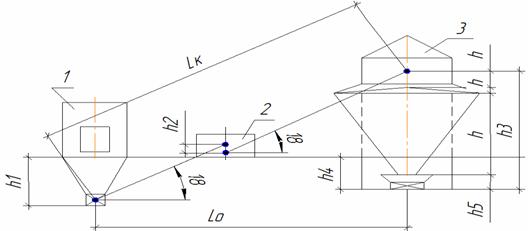
1 - приёмное устройство,
- перегрузочная станция,
- склад.
Рисунок 7 - Схема конвейера №1
Принимаем:
h1=3м - заглубление приёмного устройства,
h2 = 1,5 м - перепад высот на перегрузочной станции,
h0 = 1 м - высота падения заполнителя на складе,
h = 4,2 м - высота треугольной части сечения склада по расчёту,
h = 6,86 м - высота трапецеидальной части сечения склада по расчёту
h4 = 3 м - заглубление склада,
h5 = 0,5 м - высота бункера над лентой конвейера.
Угол наклона ленточного конвейера 180.
Расчёт ведём по формулам:бщая высота подъёма вычисляется по формуле:
H = h1 + h2 + h3 ; м
где h3 - высота подъёма над уровнем земли
на складе,
h3 = h0 + h + h + h5 - h4 ; м
h3 = 1 + 4,2 + 6,86 + 0,5 - 3 = 9,56 м
H = 3
+ 1,5 + 9,56 = 14,06 м
Вычисляем длину конвейера:
Lк= H/〖sin18〗^0 ; м
где Lк - длина конвейера,м
sin180 = 0,310
Lк = 14,06/0,310 = 45,35 м
Вычисляем длину проекции:
L0= H/〖tg18〗^0 ; м
где L0 - длина проекции конвейера, м
tg180 = 0,325
L0 = 14,06/0,325 = 43,26 м
Длину конвейера и проекции принимаем с округлением в большую сторону кратную 6 м (или 3 м).
Lк = 48 м
L0 = 45 м
Чтобы принять правильное решение произведём расчёт:
Lк= L_0/cosα ; м
Lк = L_0/(cos〖18〗^0 ) = 45/0,95 = 47,36 м
Производим расчёт конвейера от склада заполнителей до БСЦ.
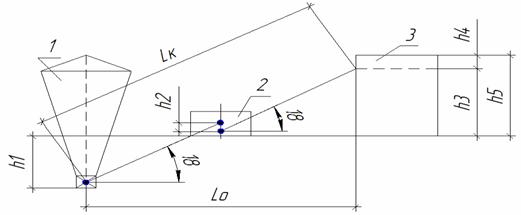
1 - склад заполнителей,
- перегрузочная станция,
- БСЦ.
Рисунок 8 - Схема конвейера №2
h1=3м - заглубление склада (смотри ранее),
h2 = 2 м - перепад высот на перегрузочной станции,
h4 = 5 м - высота надбункерного отделения,
h5 = 30 м - высота БСЦ,
h3 - рассчитываем высоту входа конвейера в БСЦ,
h3 = h5 - h4 ; м)
h3 = 30 - 5 = 25 м
Общая высота подъёма:
H = h1+ h2 + h3 ; м
H = 3
+ 2 + 25 = 30 м
Длина конвейера вычисляется по формуле:
Lк = Н/(sin〖18〗^0 ) = 30/0,310 = 96,7 м ≈ 99 м
L0 =
Н/〖tg18〗^0 = 30/0,325 = 92,3 м ≈ 93 м
1.5.5 Расчёт склада металла
Определяем ёмкость склада металла:
V = Gсут х n ; т
V =
6,0327 х 20 = 120,654 т
где Gсут - суточная потребность в арматурной стали с учётом отходов (смотреть таблицу 6)
n - нормативный запас стали на складе 20 -25 суток
Определяем доли металла в % по способу поставки (смотри таблицу 7)
Таблица 7 - Выборка арматурной стали по способу поставки
|
Наименование изделия |
Вид поставки |
Диаметр и класс |
Масса, кг |
Доля, % |
|
|
|
|
|
единицы |
общая |
|
|
П-19 |
Мотки |
|
21,82 |
26,51 |
|
|
|
|
|
|
|
|
|
|
Прутки |
|
60,48 |
73,49 |
|
|
Всего: |
|
|
|
82,30 |
100 |
Определяем площадь склада:
= [(V×(
x/100))/q_1 +(V×( y/100))/q_2 +(V×(
Ƶ/100))/q_3 ]х Кс ; м2
где V - ёмкость склада для одного изделия,
х, y, Ƶ - доли металла по способу поставки, %
q1 ,q2 , q3 - норма складиования,
q1=1,2т/м2-норма складирования для мотков;
q2=3,2т/м2-норма складирования прутков;
q3=2,1т/м2-норма складирования проката;
Кс - коэффициент учитывающий полноту использования склада, принимается в зависимости от ёмкости склада,
Если V 500 т (Кс = 3), V 500 т (Кс = 2)
F=[(120,654
×(26,51/100))/1,2+(120,654 ×(73,49/100))/3,2]х3 =[(120,654 ×
0,2651)/1,2+(120,654 × 0,7349)/3,2]х3=[26,65 + 27,7 ]х3 = 163,05 м2
Определяем длину склада:
L= F_общ/В ; м
где Fобщ = 163,05 м2 - общая площадь склада,
В - ширина пролёта, м
Принимаем В = 18 м.
L = 163,05/18 = 9 м
Размер склада принимаем 18х24м, с учётом разгрузки одного вагона.
1.6 Выбор и расчёт оборудования и складских площадок в формовочном цехе.
В цехе предусмотрена конвейерная технология. Выбор технологии определён
номенклатурой выпускаемой продукции, технологическим оборудованием предприятия.
.6.1 Расчёт количества бетоносмесителей.
Для бетонных смесей тяжёлого бетона (БСТ) рекомендуют смесители принудительного действия.
Тип смесителя СБ-146 ёмкость по загрузке 750 литров, ёмкость готового замеса 500 литров.
Расчёт часовой производительности смесителя в час.
Пч = (V_з×n×β)/1000 ; м3/ч
Пч = (750 × 35 × 0,67)/1000 = 17,58 м3/ч
где Пч - часовая производительность смесителя
Vз - ёмкость смесителя по загрузке, литры
n - расчёт количества замесов за один часn = 35 - для бетонных смесей тяжёлого бетона ГОСТ 7473-2010
коэффициент выхода бетонной смеси, принимаем = 0,67
- количество литров в 1 м3 , если Vз дана в м3 то на 1000 не делим
Расчёт количества бетоносмесителей:
Ƶ = (Q_год×К_от)/(m×у×П_ч×К_н );шт
Ƶ = (28000 × 1,015)/(247 × 16 ×
17,58 × 0,8) = 28420/55580,928 = 0,5 > 1 смесит. + 1 cмесит. для бесперебойной работы = 2 смесит
где Ƶ - количество смесителей, в штуках
Qгод - годовая производительность завода, м3
Кот - коэффициент отходов
Кот = 1,015
m = 247 - количество рабочих суток в году
у - количество рабочих часов в сутки
у = 16часов
Пч - часовая производительность смесителей, м3/ч
Кн - коэффициент неравномерности выдачи бетонной смеси
Кн от 0,5 до 0,8
.6.2 Расчёт ёмкости бункера выдачи бетонной смеси.
Vв =
(2-3) x Ƶ x Vгот
где 2-3 - допустимый размер по замесу
Ƶ - количество смесителей,шт
Vгот - объём готового замеса
Vгот = Vзамх ; м3
Vгот = 0,75 х 0,67 = 0,5м3
Vв = 2
х 2 х 0,5 = 2,01 м3
Вместимость бункера выдачи готовой бетонной смеси должна быть равна
ёмкости транспортной единицы, то есть бетоновозной тележки: ёмкость 1,2м3 ;
2,4м3.
.6.3 Расчёт потребности в формующем оборудовании.
Определяем продолжительность ритма работы технологической линии:
tр - ритм конвейера, в минутах
tр = 12 минут
Определяем число паллет на конвейере:
n= Σ_ton/(t_р×К_в ) ; шт