Материал: Процесс выплавки стали в дуговых печах
На основании практических данных для получения мелкозернистой стали в конструкционную сталь вводят около 0,5-0,8 кг/т алюминия. Алюминий дают перед легированием металла кремнием, за 15 мин до слива плавки.
Если ввести алюминий в недостаточно раскисленную ванну, получится сталь со смешанным зерном, которую трудно использовать.
Конечное раскисление
Конечное раскисление алюминием производят в ковше, куда алюминий дают на штангах. Металл и шлак выпускают одной сильной струей.
6) ПУТИ СОКРАЩЕНИЯ ВОССТАНОВИТЕЛЬНОГО ПЕРИОДА
Для сокращения продолжительности восстановительного периода рекомендуется провести ряд мероприятий: подготовка шлакообразующих и ферросплавов, механизация загрузки в печь, механизация перемешивания металла, обработка металла газами.
Образование шлаков ускоряется, если шлакообразующие материалы подавать в печь в дробленом и предварительно перемешанном виде.
Наведение восстановительного шлака требует присадки большого количества плавикового шпата и извести. Забрасывание такого количества шлака осуществляется в крупных печах бросательными машинами ленточного типа.
Перемешивание металла аргоном увеличивает скорость удаления серы и кислорода, быстрее растворяются легирующие добавки, лучше выравниваются температура и состав ванны. Перемешивающее устройство облегчает работу по скачиванию шлака. Продолжительность плавки сокращается .
7) ОБРАБОТКА МЕТАЛЛА АРГОНОМ
Достаточно простым, недорогим и весьма эффективным средством повышения чистоты стали и ее свойств является продувка металла аргоном в процессе выплавки или в ковше после выпуска стали из печи.
При продувке металла газом через пористую пробку или пористую подину ковша в металл попадает поток мелко распыленных пузырей нейтрального газа. Процессы дегазации лимитируются диффузией газа из металла в атмосферу. Ускоряя перемешивание металла, внося в металл готовые поверхности раздела, а следовательно, снимая тормозящее влияние процесса образования пузырей в объеме металла, мы значительно ускоряем дегазацию стали. Кроме того, поднимающиеся пузырьки газа усиливают процессы флотации неметаллических включений. Таким образом, продувка металла в ковше аргоном может обеспечивать получение следующих преимуществ:
а) выравнивается химический состав металла и происходит усреднение его температуры; при обычной разливке градиент температуры в ковше может достигать 50-100°;
б) повышается степень удаления водорода на 15% при обработке высоколегированных сталей или на 40% -среднелегированных (30ХГСНА, ШХ15);
в) температура разливки стали снижается на 30-70° С без ухудшения характеристик разливки;
г) повышается плотность металла;
д) повышаются некоторые механические свойства стали.
Скорость продувки регулируют редуктором. При продувке на поверхности ковша возникают пузыри барботирующего газа. Интенсивность продувки контролируют как по расходу газа, так и визуально. Расход аргона составляет до 1 м3/т при давлении 2-4 ат.
4 Расчёт угара и необходимого количества ферросплавов
Углерод в шихте определяется химсоставом заданной марки стали и видом технологического процесса.
При плавке с частичным окислением содержание углерода в шихте должно быть на 0.15-0.25% выше нижнего предела заданной марки стали, т. е. содержание углерода в шихте должно быть: 0.01+0.2=0.21% C
Исходя из этих соображений шихту составляем из стали 1Х13 (С=0.1%), наиболее близкой по составу к выплавляемой стали.
Исключаем из состава шихты сталь 50Х (С=0.5%), т. к. она не вносит никаких дополнительных легирующих элементов, и ее состав близок стали 1Х13.
Для того чтобы полученная сталь имела заданный химический состав, доля каждого легирующего элемента в шихте должно находиться в определенных пределах.
Наибольшее допустимое содержание легирующего
элемента в шихте См должно удовлетворять соотношению:
![]()
![]() i
i , (2)
, (2)
где mi - масса стали с содержанием Ci легирующего элемента;
Ky - угар элемента при плавке.
Выбирая состав шихты, каждый легирующий элемент проверяем по соотношению (2) и в случае необходимости корректируем состав шихты:
. Для кремния:
. Для марганца:
.Для хрома:
![]()
. Для никеля:
Для правильного расчета необходимого состава ферросплавов нужно знать степень окисления (угар) легирующих элементов в ходе плавки, а также угар при введении их соответствующими ферросплавами непосредственно в ванну.
Если содержание элемента в шихте
перед началом плавки составляет Сш , а угар данного элемента в ходе плавки - Ку
, то содержание элемента в ванне к концу плавки
![]() , (3)
, (3)
Определим содержание элемента в шихте перед началом плавки Сш:
Сш Si =0.6%
Сш Mn=0.6%
Сш Cr=14%
Сш Ni=0.6%
Определим содержание элемента в шихте в конце плавки Св :
Св Si =![]()
Св Mn=![]()
Св Cr=![]()
Св Ni=![]()
При заданном среднем значении
элемента в готовом металле С′м необходимо внести в ванну на каждые 100
кг. готовой стали определенную часть каждого элемента (в кг.):
тэ= С′м - Св , (4)
тэ Si=0.6-0.09=0.51 кг.
тэ Mn=1,5-0.24=1.26 кг.
тэ Cr=18-11.9=6.1 кг.
тэ Ni=8-0.59=7.41 кг.
Металлический никель тэ Ni=7.41 кг. вносится в конце окислительного периода в жидкий металл. Его содержание корректируют в рафинировочный период.
Остальные легирующие элементы и раскислители вносятся в виде ферросплавов.
Расход ферросплава на 100 кг. стали
с учетом угара при легировании определяется по формуле:
![]() , (5)
, (5)
где Сфс - содержание элемента в ферросплаве,% ;
уэ - угар элемента при введении ферросплава в жидкий металл
Подберем марки ферросплавов с учетом
того, что углеродистые ферросплавы дешевле, однако содержат больше примесей,
чем рафинированные. Поэтому после ориентировочного выбора марок ферросплавов и
их количества необходимо подсчитать по формуле(6) содержание примесей (в первую
очередь углерода), вносимых каждым ферросплавом, и общее содержание примесей,
внесенными всеми ферросплавами.
![]() , (6)
, (6)
где Спр - содержание примесей в
данном сплаве.
Таблица 3:
Химический состав ферросплавов:
|
Марка ферросплава |
Si,% |
Cr,% |
P,% |
S,% |
Al,% |
Ti,% |
C,% |
|||
|
ФХ001 |
― |
― |
68,0 |
0.02 |
0.02 |
― |
― |
|
||
|
ФС75 |
74-80 |
0.3 |
0.2 |
0.03 |
0.02 |
1.3 |
0.2 |
1.0 |
||
|
ФМн0,5 |
2 |
85.0 |
― |
0.3 |
0.03 |
― |
― |
0,5 |
||
|
1 |
2 |
― |
40-50 |
|
|
|
|
|
||
Расход ферросплавов на 100 кг. с учетом угара:
ФХ001 :  , кг.
, кг.
ФС75 :  , кг.
, кг.
ФМн0,5:  , кг.
, кг.
:  , кг.
, кг.
Содержание примесей в ферросплавах, кг.
ФХ001 : (С) ![]()
(S) ![]()
(P) ![]()
ФС75 : (С) ![]()
(S) ![]()
(P) ![]()
ФМн0,5: (C) ![]()
(S) ![]()
(P) ![]()
: (C) ![]()
(S) ![]()
(P) ![]()
Таблица 4:
Общее содержание примесей, вносимых всеми ферросплавами на 100 кг. готовой стали с учетом угара.
|
Марка ферросплава |
тфс,,кг. |
тпр S , кг. |
тпр P , кг. |
тпр C, кг. |
|||
|
ФХ001 |
11,57 |
0,002 |
0,002 |
0,001 |
|||
|
ФС75 |
0,83 |
0,00017 |
0,00026 |
0,0085 |
|||
|
ФМн0,5 |
1,91 |
0,00057 |
0,0057 |
0,0096 |
|||
|
1 |
3,3 |
0,0003 |
0,0003 |
0,0003 |
|||
|
∑ |
17,61 |
0,003 |
0,0083 |
0,0194 |
|||
Таблица 5
Содержание элементов в выплавляемой стали и в шихте для выплавки стали 1Х18Н9Т в количестве 25 тонн
|
Хим. состав |
Содержание, % |
|||
|
|
Сшихты |
Сшихты с учетом угара |
Сугар легирующих эл в ферросплаве. |
Св выплавляемой стали |
|
С |
0.08 |
--- |
0.06 |
0.08 |
|
Si |
0.6 |
0,09 |
0.129 |
0.6 |
|
Mn |
0.6 |
0,24 |
0.36 |
1.5 |
|
Cr |
14 |
6,1 |
1.77 |
18 |
|
Ni |
0.6 |
7,41 |
--- |
8 |
Вывод: С учетом анализа таблиц 4 и 5 определяем,
что содержание примесей (C,
P, S),
внесенных всеми ферросплавами, вполне допустимо.
3.4 Определение размеров ванны дуговой
сталеплавильной печи
Размеры ванны дуговой сталеплавильной печи
(рис.6) определяют по массе жидкого металла. Объём жидкого металла
![]()
где ![]() м³/т - удельный
объём жидкой стали.
м³/т - удельный
объём жидкой стали.
Тогда
![]()
Полный объём ванны до порога
рабочего окна
![]()
где ![]() - доля
шлака;
- доля
шлака;
![]() т/м³ - плотность
жидкого шлака;
т/м³ - плотность
жидкого шлака;
![]() - доля дополнительного объёма.
- доля дополнительного объёма.
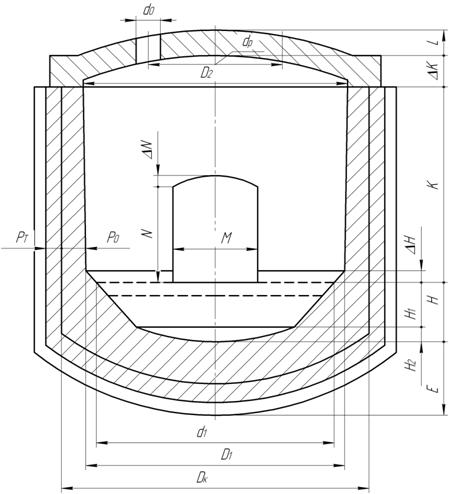
Рис.6. Ванна дуговой сталеплавильной
печи
Тогда
![]()
Полная высота ванны до уровня порога
рабочего окна
![]()
Где А = 0.345.
Тогда
![]()
Высота: - конусной части ванны
![]()
сферической части ванны
![]()
Диаметр ванны на уровне порога
рабочего окна
![]()
Диаметр плавильного пространства на
уровне откосов
![]()
где ![]()
Тогда
![]()
Высота плавильного пространства от
уровня откосов до верха стены
![]()
![]()
Ширина рабочего окна
![]()
где ![]() .
.
Тогда
![]()
Высота рабочего окна ![]() стрела его
арки
стрела его
арки ![]()
![]()
![]()
Толщина подины
![]()
![]()