Материал: Пример №1
R=0,0889cм
|
t, с |
0.02 |
0.03 |
0.06 |
0.1 |
0.14 |
0.2 |
|
T, °C |
1290 |
1507 |
1100 |
700 |
497 |
350 |
R=0,108 см
|
t, с |
0.02 |
0.048 |
0.08 |
0.12 |
0,16 |
0.2 |
|
T, °C |
490 |
840 |
670 |
490 |
370 |
286 |
R=0,128 см
|
t, с |
0.04 |
0.06 |
0.1 |
0.12 |
0.16 |
0.2 |
|
T, °C |
420 |
510 |
420 |
390 |
300 |
235 |
Полученные данные из графиков сводим в таблицу 2.4
Таблица 2.4.
|
R, cм |
0 |
0.0889 |
0.108 |
0.128 |
|
Tm, °C |
∞ |
1507 |
840 |
510 |
|
tm, c |
0 |
0,04 |
0,051 |
0,082 |
|
wохл., °C/c |
14,7 |
11,7 |
4,3 |
- |
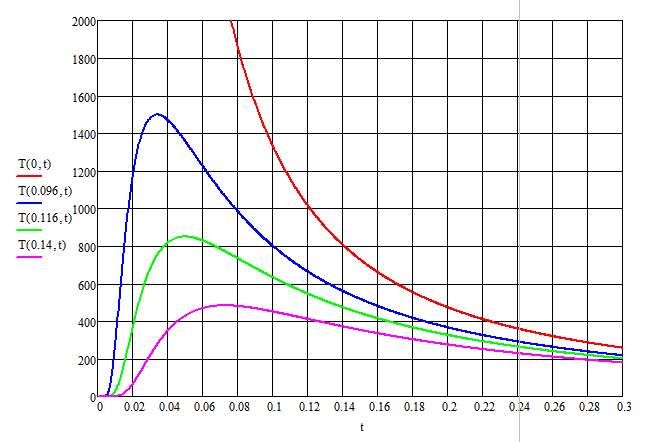
Рис. 2.7. Кривые термического цикла при Wи = 50 Дж
R=0
|
t, с |
0 |
0.1 |
0.12 |
0.14 |
0.16 |
0.2 |
|
T, °C |
∞ |
1380 |
1000 |
800 |
680 |
490 |
R=0,096см
|
t, с |
0.02 |
0.038 |
0.08 |
0.12 |
0.16 |
0.2 |
|
T, °C |
1200 |
1505 |
1000 |
690 |
500 |
380 |
R=0,116 см
|
t, с |
0.04 |
0.055 |
0.08 |
0.12 |
0,16 |
0.2 |
|
T, °C |
800 |
840 |
750 |
580 |
410 |
380 |
R=0,14см
|
t, с |
0.04 |
0.07 |
0.1 |
0.12 |
0.16 |
0.2 |
|
T, °C |
385 |
495 |
420 |
402 |
380 |
365 |
Полученные данные из графиков сводим в таблицу 2.5.
Таблица 2.5.
|
R, cм |
0 |
0.096 |
0.116 |
0.14 |
|
Tm, °C |
∞ |
1505 |
840 |
495 |
|
tm, c |
0 |
0,043 |
0,064 |
0,09 |
|
wохл., °C/c |
17,9 |
10,01 |
3,1 |
- |
Анализируя полученные зависимости следует отметить, что с увеличением энергии теплового источника увеличивается время достижения максимальной температуры, увеличивается время роста зерна.
2.5. Построение зависимости времени пребывания выше температуры закалки по глубине от параметров обработки
Зависимость времени пребывания выше температуры закалки от энергии теплового источника WИ (рис. 2.8)
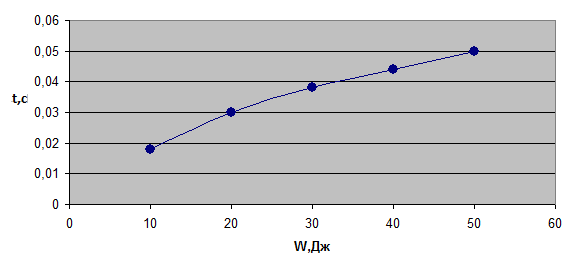
 Рис.
2.8. График зависимости времени пребывания
выше температуры
Рис.
2.8. График зависимости времени пребывания
выше температуры
закалки от энергии теплового источника
Из графика видно, что при увеличении энергии теплового источника увеличивается время пребывания выше температуры закалки. Это объясняется тем, что с увеличением энергии теплового источника увеличивается мощность излучения, а следовательно повышается температура обрабатываемой поверхности и материал дольше находится выше температуры закалки.
2.6. Построение зависимостей изменения глубины зон проплавления, закалки и отпуска в зависимости от параметров обработки
Зависимость изменения глубины проплавления от величины энергии теплового источника (рис. 2.9)
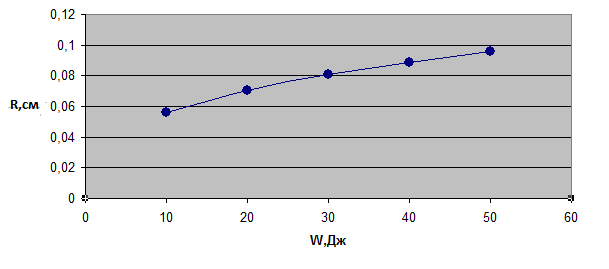
Рис. 2.9. График зависимости изменения глубины проплавления от величины энергии теплового источника
Зависимость изменения глубины закалки от величины энергии теплового источника (рис. 2.10)
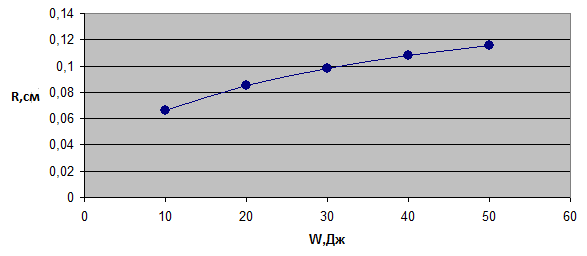
Рис. 2.10. График зависимости изменения глубины закалки от величины энергии теплового источника
 Зависимость
изменения глубины отпуска от величины
энергии теплового источника (рис. 2.11)
Зависимость
изменения глубины отпуска от величины
энергии теплового источника (рис. 2.11)
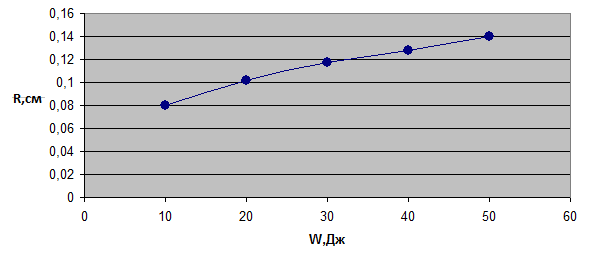
Рис. 2.11. График зависимости изменения глубины отпуска от величины энергии теплового источника
Из приведённых выше графиков видно, что с увеличением энергии теплового источника глубина проплавления, закалки и отпуска также увеличиваются. Это объясняется тем, что с увеличением энергии теплового источника увеличивается мощность излучения, а следовательно повышается температура обрабатываемой поверхности.
3. Физико-химические процессы на поверхности твёрдого тела при вакуумной ионно-плазменной обработке
Исходные данные:
Pгаза =2 ·10-4 мм рт. ст.= 2 ·10-4 133,3=266,6 ·10-4 Па;
Uп = 180 В;
Tст = 300 К;
Tп = 427°С = 700 К;
Iр =170 А;
Соединение: СrB2.
Необходимо определить:
- ионный ток насыщения ji max
-толщину двойного слоя, определяемую дебаевским радиусом экранирования λD
- потоки ионов металла и молекулярного газа в произвольной точке на единицу площади в единицу времени ni, nг
- энергию, выделяемую на поверхности конденсации за единицу Δq
- количество газа, вступившего в реакцию с металлом nx
- содержание неметалла Cx в соединении
- пороговое значение потенциала подложки Uпкр
3.1 Расчёт ионного тока насыщения
При подаче на обрабатываемую поверхность, находящуюся в плазме, достаточно высокого отрицательного потенциала на поверхность поступает ионный ток насыщения, величина которого в неравновесной плазме дается формулой
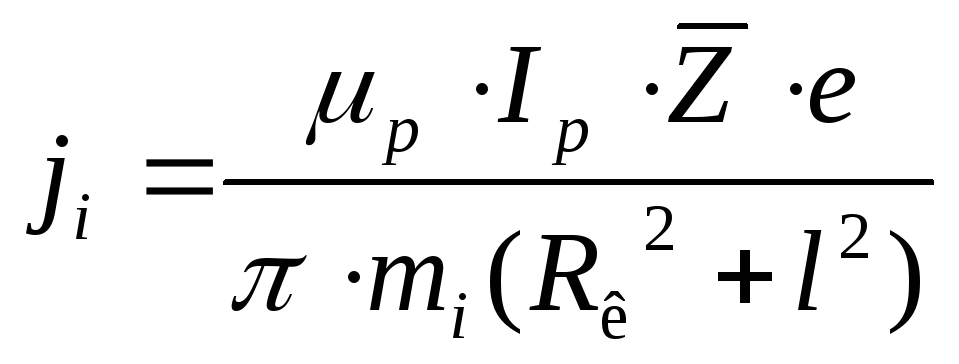 ,
[2] (3.1)
,
[2] (3.1)
где μр – коэффициент эрозии катода;
![]() -
среднее зарядовое число ионов хрома;
-
среднее зарядовое число ионов хрома;
mi – масса конденсирующегося иона хрома, кг
(mi=86,32·10-27 кг);
Rk – радиус катода, м (Rk=0,04 м); [3]
Ip – ток дуги, А (Ip=170 А); [3]
l – расстояние от торца катода до обрабатываемой поверхности, м
(l=0,2 м);
![]()