Материал: Пример №1
1.2. Электропроводность рабочей жидкости.
Из справочной литературы в зависимости от состава, концентрации и температуры электролита выберем электропроводность.
15%NaNO3+5%NaCl;
электропроводность 15%NaNO3: χ=11,2 Ом-1·м-1 [1],
5%NaCl: χ=6,7 Ом-1·м-1 [1].
Для сложных электролитов удельную электропроводность обычно определяют по компоненту, концентрация которого в растворе наибольшая.
Получаем, электропроводность электролита χ=11,2 Ом-1·м-1 .
1.3. Расчет скорости анодного растворения.
Скорость анодного растворения определяется выражением
![]() ,
[1, стр. 23] (1.3)
,
[1, стр. 23] (1.3)
где η – выход по току материала заготовки (для стали 1Х17Н2 η = 0,95) [1, стр. 73];
![]() – объёмный
электрохимический эквивалент сплава;
– объёмный
электрохимический эквивалент сплава;
χ – удельная электропроводность электролита, Ом-1·м-1;
U – напряжение на зажимах источника тока, В;
ΔU – суммарная поляризация электродов, В (ΔU = 3 В) [1, стр. 23];
amin – минимальный межэлектродный зазор, мм.
![]()
1.4 Расчёт величины технологического тока и плотности тока
Величина технологического тока рассчитывается по формуле
![]() ,
[1, стр. 25] (1.4)
,
[1, стр. 25] (1.4)
где U – напряжение на зажимах источника тока, В;
ΔU – сумма анодного и катодного потенциалов, В;
 S
– площадь обрабатываемой поверхности,
мм2
(
S
– площадь обрабатываемой поверхности,
мм2
(![]() );
);
χ – удельная электропроводность раствора, Ом-1·м-1;
a – межэлектродный зазор, мм;
![]()
Плотность тока определяется выражением
![]() (1.5)
(1.5)
где I – величина технологического тока, А;
S – площадь обрабатываемой поверхности, мм2.
![]()
1.5 Расчёт минимально необходимой скорости течения электролита
Для расчёта минимально необходимой скорости течения электролита следует определить скорость Vэ’ электролита, которая могла бы обеспечить полный унос продуктов анодных и катодных реакций из указанного пространства, затем скорость Vэ’', которая исключила бы в нём недопустимый перегрев электролита.
 ,
[1, стр. 20] (1.6)
,
[1, стр. 20] (1.6)
где ν – кинематическая вязкость электролита в пределах диффузионного слоя, мм2/с (ν = 1,5 мм2/с) [1, стр. 20];
1.6 Расчёт необходимого перепада давления при перемещении электролита в зазоре
Необходимый перепад давления при перемещении электролита в зазоре рассчитывается по формуле
![]() ,
[1, стр. 21] (1.8)
,
[1, стр. 21] (1.8)
где Vэ – средняя скорость потока электролита, м/с;
l
– длина межэлектродного пространства,
мм; (![]() )
)
g – ускорение свободного падения, 9,8 м/c2;
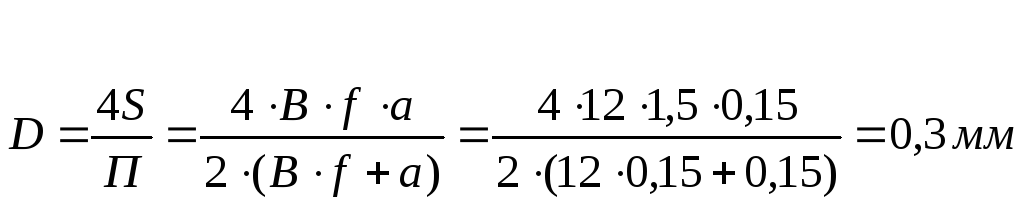
D – гидравлический диаметр – отношение учетверённого сечения канала S к его периметру П;
 [1,
стр. 21]
[1,
стр. 21]
![]()
1.7 Расчёт расхода электролита
 Напор,
создаваемый агрегатом прокачки
электролита (насосом, например), должен
компенсировать не только перепад
давления в межэлектродном пространстве
ΔP,
но и потери давления в подводящей
магистрали и на выходе из рабочей зоны
(противодавление электролита).
Напор,
создаваемый агрегатом прокачки
электролита (насосом, например), должен
компенсировать не только перепад
давления в межэлектродном пространстве
ΔP,
но и потери давления в подводящей
магистрали и на выходе из рабочей зоны
(противодавление электролита).
Расход электролита определяется выражением
![]() ,
[1, стр. 21] (1.9)
,
[1, стр. 21] (1.9)
где μ – коэффициент расхода (для плоской щели μ = 0,66), [1, стр. 21].
![]() .
.
1.8 Расчёт размеров формообразующей части электрода-инструмента
Для обеспечения постоянной формы сечения межэлектродного пространства рабочая часть электрода-инструмента имеет токопроводящий буртик высотой h, остальная часть покрыта электроизоляционным слоем.
Высота токопроводящего буртика определяется по формуле
![]() (1.10)
(1.10)
где ![]() - торцевой межэлектродный зазор,
- торцевой межэлектродный зазор,
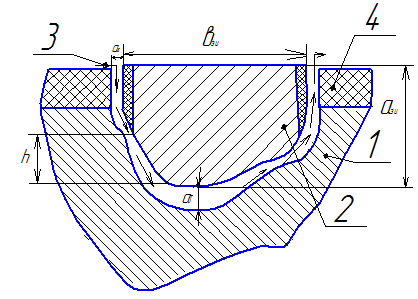
Рис. 1.2 Эскиз электрод-инструмента
где 1-обрабатываемая заготовка;
2-токопроводящая часть инструмента;
3- направление подачи электролита;
4-дроссельная шайба.
![]()
![]()
Тогда
![]() .
.
Боковой зазор определяется по формуле:
![]() ;
;
![]()
l
– длина
обрабатываемой поверхности заготовки
в направлении потока электролита, мм
(![]() );
);
ρ – плотность продуктов обработки, кг/м3 (ρ = 2700 кг/м3) [1, стр. 20];
D – коэффициент диффузии, применяется в зависимости от концентрации электролита и его температуры, мм2/с (D = 1,3·10-3 мм2/с) [1, стр. 20];
С – массовая концентрация продуктов обработки (Сa – в зазоре на аноде 0,95, Cвх – на входе в зазор в электролите 0,04, [1, стр. 20]).

Скорость, исключающая перегрев электролита, определяется следующим образом
![]() ,
[1, стр. 21] (1.7)
,
[1, стр. 21] (1.7)
 где l
– длина обрабатываемой поверхности в
направлении течения электролита, см
где l
– длина обрабатываемой поверхности в
направлении течения электролита, см
ΔT – допустимый нагрев электролита. Определяется точностью ЭХО. На практике ΔT = 5-10°С. Для небольших по длине поверхностей принимается меньшее значение ΔT. Примем ΔT = 5°С [1, стр. 21];
ρэ – плотность электролита, г/см3 (ρэ = 1,13 г/см3) [1, стр. 21];
Сэ – теплоёмкость раствора электролита (Сэ = 4,18 Дж/г·°С) [1, стр.21].
![]()
Окончательно принимаем большее из двух полученных значений скорости Vэ = 1,5 м/c.
 Длиновые
размеры сечения электрода-инструмента
рассчитываются:
Длиновые
размеры сечения электрода-инструмента
рассчитываются:
![]()
1.9. Расчёт площади сечения токоподвода:
Площадь сечения токоподвода рассчитывается по формуле
![]() ,
,
где IT – величина технологического тока, А
jП – плотность тока (для медных проводников jП = 1-2 А/мм2).
Принимаем jП = 2 А/мм2.
![]()
2. Обработка материалов концентрированными источниками нагрева
Заготовки из различных материалов подвергают закалке импульсно-периодическим лазерным излучением.
Исходные данные
|
Параметры |
Значения параметров |
||||
|
Wи, Дж |
10 |
20 |
30 |
40 |
50 |
|
tи, мс |
0,5 |
1 |
1,5 |
2 |
2,5 |
|
dп, мм |
0,5 |
1 |
1,5 |
|
|
|
F, мм |
30 |
50 |
100 |
|
|
Необходимо:
-
Выбрать марку обрабатываемого материала в зависимости от порядкового номера в списке группы.
-
Рассчитать и построить зависимости температурных полей при изменении технологических параметров термообработки.
-
Определить зависимости термического цикла в точках, удаленных на различное расстояние от точки облучения, в зависимости от параметров обработки.
-
 Определить
зависимости распределения максимальных
температур по глубине от параметров
обработки.
Определить
зависимости распределения максимальных
температур по глубине от параметров
обработки. -
Определить зависимости времени пребывания выше температуры закалки по глубине от параметров обработки.
-
Определить зависимости изменения глубины зоны проплавления, закалки и отпуска в зависимости от параметров обработки.
2.1. Сущность процесса лазерного термоупрочнения.
Термическое упрочнение материалов и сплавов лазерным излучением основано на локальном нагреве участка поверхности под воздействием излучения и последующем охлаждении этого поверхностного участка со сверхкритической скоростью в результате теплоотвода теплоты во внутренние слои металла.
Следует отметить, что основной целью лазерного термоупрочнения сталей, чугунов и цветных сплавов является повышение износостойкости деталей, работающих в условиях трения. В результате лазерной закалки достигаются высокая твердость поверхности, высокая дисперсность структуры, уменьшение коэффициента трения, увеличение несущей способности поверхностных слоев и другие параметры.
При лазерном термоупрочнении отдельные слои обрабатываемого участка прогреваются по глубине до различных температур, вследствие чего зона лазерного воздействия имеет слоистое строение. В зависимости от микроструктуры и микротвёрдости в сталях по глубине зоны лазерного воздействия различают три слоя.
Первый слой – зона оплавления, имеет место при закалке из расплавленного состояния. Как правило, зона оплавления имеет столбчатое строение с кристаллами, вытянутыми в направлении теплоотвода. Основная структурная составляющая – мартенсит, карбиды обычно растворяются. При оптимальных режимах закалки с расплавлением обезуглероживания не происходит, кратеры и шлаковые включения отсутствуют.
Второй
слой – зона закалки из твёрдой фазы.
Его нижняя граница определяется
температурой нагрева до Ас1.
В этом случае наряду с полной закалкой
происходит и неполная. По глубине данный
слой характеризуется структурной
неоднородностью. Ближе к поверхности
имеются мартенсит и остаточный аустенит,
полученные при охлаждении из гомогенного
аустенита. Ближе к исходному металлу
наряду с мартенситом имеются  элементы
исходной структуры: феррит в доэвтектоидной
стали и цементит в заэвтектоидной.
элементы
исходной структуры: феррит в доэвтектоидной
стали и цементит в заэвтектоидной.
Третий слой – переходная зона, в которой металл нагревается ниже точки Ас1. Если сталь имеет исходное состояние после закалки или отпуска, то в результате лазерной обработки в этом слое образуется структуры отпуска – троостит или сорбит, характеризуемые пониженной микротвёрдостью.
2.2. Обрабатываемый материал – сталь 40х.
Сталь 40Х – конструкционная легированная сталь с содержанием углерода 0,4 % и менее 1,5% хрома. Трудно свариваемая, для получения качественных сварных соединений требуется дополнительные операции. Сталь 40Х склонна к отпускной хрупкости.
Теплофизические свойства обрабатываемого материала:
Температура плавления – 1500 оС;
Температура закалки – 860 оС;
Температура отпуска – 500 оС
Температура критических точек:
Ас1 = 743 оС;
Ас3( Аcm) = 815 оС;
Аr1 = 693 оС;
Mn = 325 оС;
Плотность – 7,82 г/см3;
Удельная теплоемкость – 0,17 кал/г∙град;
Коэффициент теплопроводности - 0,06 кал/см∙с∙град.
2.3. Расчёт параметров обработки
Для решения данной тепловой задачи используется модель мгновенного сосредоточенного точечного источника тепла, выделившегося на поверхности полупространства (рис. 3.1).
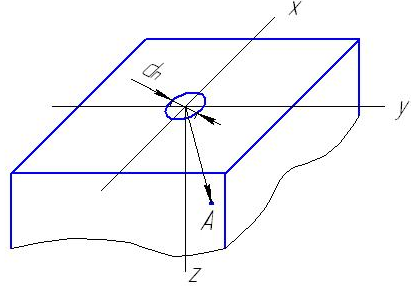
Рис. 2.1. Схема мгновенного сосредоточенного точечного источника тепла на поверхности полупространства
 Процесс
распространения теплоты Q мгновенного
сосредоточенного источника,
выделившегося на поверхности
полупространства в точке А (рис. 2.1),
выражается следующим уравнением
Процесс
распространения теплоты Q мгновенного
сосредоточенного источника,
выделившегося на поверхности
полупространства в точке А (рис. 2.1),
выражается следующим уравнением
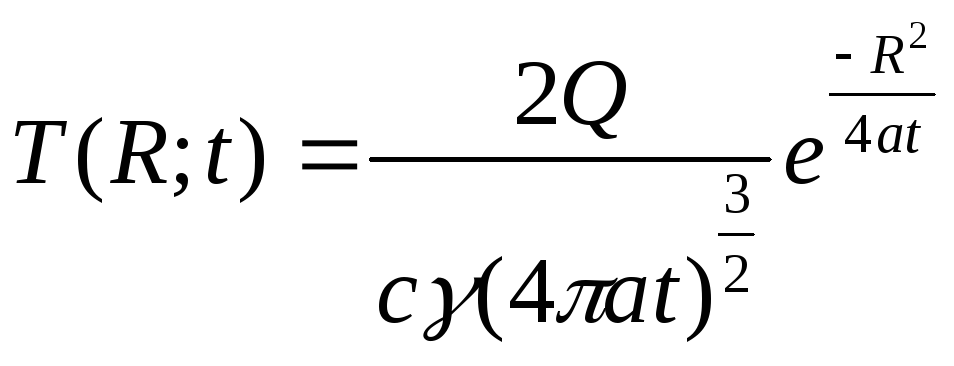 ,
[5, стр. 81] (2.1)
,
[5, стр. 81] (2.1)