Материал: Повышение эффективности технического обслуживания и текущего ремонта в АТП на 132 единицы техники, экономический расчет эффективности проекта
где: Ря - явочное число производственных рабочих
Рш - штатное число производственных рабочих
Фрв - годовой фонд рабочего времени одного производственного рабочего
Фрм - годовой производственный фонд одного рабочего места
Фрв - 1820 ч.
Фрм - 1981 ч.
Р(я) ЕО = ![]()
![]()
Р(я) ТО1 = ![]()
![]()
Р(я) ТО2 = ![]()
![]()
Р(ш) ЕО = ![]()
![]()
Р(ш) ТО1 = ![]()
![]()
Р(ш) ТО2 = ![]()
![]()
Таблица №6 Технологически необходимое, штатное число рабочих для зон ТО
|
Зона обслуживания |
Технолог. необх. Число рабочих |
Штатное число рабочих |
Принятое число рабочих к расчету |
|
ЕО |
5,88 |
6,4 |
6 |
|
ТО-1 |
10,07 |
10,96 |
11 |
|
ТО-2 |
13,12 |
14 |
2.2 Расчет числа постов
для зон ЕО, ТО1, ТО2
![]() (34)
(34)
где: Пi - число постов (ЕО, ТО1,ТО2)
Рср - принятое среднее число рабочих на 1 посту соответствующей зоны
Рср - ЕО - 2 - 4 чел.
ТО1 - 3 - 5 чел.
ТО2 - 4 - 5 чел.
С - количество смен данной зоны
Для зоны ЕО принимаем: 2
Для зоны ТО1 принимаем: 2
Для зоны ТО2 принимаем: 2
![]()
![]()
![]()
![]()
![]()
![]()
Из полученных расчетов исходя из технологических соображений определяем количество постов для зон ЕО, ТО-1, ТО-2.
Принимаем количество постов:
Для зоны ЕО - 2
Для зоны ТО-1 -2
Для зоны ТО-2 - 2
Выбор и обоснование метода организации технологического процесса ТО
Ввиду того, что АТП имеет подвижной состав двух моделей, то наибольший технико-экономический эффект достигается применением поточного метода обслуживания.
Это зависит от:
суточной программы каждого вида воздействия;
трудоемкости работ;
количества постов;
количества линий;
Из расчетов мы определили, что суточная программа для:
зоны ЕО - 103 автомобилей;
зоны ТО-1 - 15 автомобилей;
зоны ТО-2 - 5 автомобилей.
Для максимальной загруженности оборудования линий ТО для всех видов, выбираем поток или тупик, то есть работа ведется:
на ЕО - (в 2 смены, по 8 часов)
на ТО-1 - (в 2 смены, по 8 часов)
на ТО-2 - (в 2 смены, по 8 часов)
Перемещение автомобиля с поста на пост
осуществляется своим ходом. Посты на линиях ЕО, ТО-1, ТО-2 располагаются
поточно.
2.3 Распределение
рабочих по постам и специальностям зоны ТО
Таблица №7 Распределение рабочих по постам и специальностям зоны ТО
|
ЕО |
||||
|
№ поста |
Количество рабочих |
Специальность |
Разряд |
Выполняемая работа |
|
1 |
1 |
дозаправщик |
1 |
дозаправка ГСМ |
|
|
1 |
уборщик |
1 |
уборка салона |
|
2 |
1 |
мойщик |
2 |
мойка и сушка |
|
ТО-1 |
||||
|
1 |
1 |
диагност |
6 |
диагностические регулировочные электротехнические |
|
|
1 |
автослесарь |
5 |
обслуживание системы питания |
|
2 |
1 |
автослесарь |
4 |
работы по двигателю и трансмиссии |
|
|
1 |
автослесарь |
3 |
крепежные работы по ходовой части |
|
|
1 |
автослесарь |
2 |
смазочно- заправочные |
|
ТО-2 |
||||
|
1 |
1 |
диагност |
6 |
диагностические регулировочные |
|
|
1 |
автослесарь |
5 |
обслуживание электрооборудования и системы питания |
|
|
1 |
автослесарь |
4 |
крепежные работы по двигателю и трансмиссии |
|
2 |
1 |
автослесарь |
3 |
крепежные работы |
|
|
1 |
автослесарь |
2 |
крепежные работы |
|
|
1 |
автослесарь |
2 |
смазочно-заправочные и шинные |
|
|
1 |
автослесарь |
2 |
кузовные работы |
2.4 Подбор
технологического оборудования и оснастки для зон ЕО, ТО-1, ТО-2
Таблица №8 Технологическое оборудование и оснастка для зон ЕО, ТО-1, ТО-2
|
Номер по порядку |
Оборудование, приборы, приспособления |
Тип, модель |
Краткая характеристика |
Принятое кол-во |
Размеры |
|
ЕО |
|||||
|
1 |
Установка для мойки автобусов |
М-1126 |
масса 2570 кг, мощность 8,5 кВт |
1 |
20500*5350* 3825 |
|
2 |
Пылесос |
ПО-11 |
масса 12 кг 1,2 кВт |
2 |
310* 470* 530 |
|
3 |
Бак для мусора |
Собственного производства |
масса 10 кг |
2 |
1000* 1000* |
|
4 |
Ларь для обтирочных материалов |
Собственного производства |
- |
2 |
1500* 1000* 1000 |
|
ТО-1 |
|||||
|
5 |
Подъёмник для автобусов |
П-141 |
масса 4650 кг, мощность, 7 кВт |
1 |
8320* 3900* 2274 |
|
6 |
Колонка воздухораздаточная |
С-401 |
масса 42 кг |
1 |
505* 385* 450 |
|
7 |
Смазочно-заправочная установка |
3141 |
масса 186 кг |
2 |
2500* 1000* 1800 |
|
8 |
Агрегат для перекачки отработавшего масла |
Ш5-15- 3614 |
масса 91 кг |
2 |
708* 342* 450 |
|
9 |
Прибор для проверки установки фар |
К-303 |
масса 40 кг |
1 |
800* 750* 1410 |
|
10 |
Тележка инструментальная |
«Спутник» |
масса 26 кг |
1 |
930* 600* 800 |
|
11 |
Верстак слесарный |
НО-102 |
масса 140 кг |
2 |
1440* 690* 1510 |
|
12 |
Комплект инструмента слесаря |
М-2216 |
масса 5,9 кг |
1 |
360* 160* 130 |
|
ТО-2 |
|||||
|
13 |
Гайковёрт для гаек колёс и стремянок рессор |
ОР-7399 |
масса 140 кг |
2 |
2400* 560* 950 |
|
14 |
Тележка для снятия и установки колес |
П-217 |
масса 85 кг |
1 |
2400* 560* 950 |
|
15 |
Ящик для инструмента |
«Спутник» |
- |
2 |
930* 800 |
|
16 |
Стенд развал-схождения колес |
КДС-5К |
мощность 0,25 кВт |
1 |
1172* 960 |
|
17 |
Тележка для перевозки АКБ |
ОПС-89 |
масса 300 кг |
1 |
1730* 1050* 1230 |
|
18 |
Ларь для обтирочных материалов |
Собственного производства |
масса 43 кг |
1 |
1500* 1000* 1000 |
|
19 |
Бак для мусора |
Собственного производства |
масса 10 кг |
2 |
1000* 500* |
|
20 |
Стенд для проверки и диагностики электрооборудования |
Э-250 |
мощность 15 кВт |
1 |
1520* 780 |
2.5 Расчет
производственных площадей
Определяем длину зоны ЕО
ЛЕО = Lа * П + а * (П+1) (35)
где: LЛЕО - длина зоны ЕО
Lа - габаритная длина автобуса, м
Lа = 18 м
П - число постов зоны ЕО
а - расстояние между автобусами находящимися на потоке
а= 1,5 - 2 м
принимаем: а = 2м
LЛЕО = 18 * 2 + 2 * (2+1) = 42 м
Определяем длину зоны ТО-1
LЛТО-1 = Lа * П + а * (П+1) (36)
ЛТО-1 = 18 * 2 + 2 * (2+1) = 42 м
Определяем длину зоны ТО-2
LЛТО-2 = Lа * П + а * (П+1) (37)
ЛТО-2 = 18 * 2 + 2 * (2+1) = 42 м
Определяем длину производственного помещения зоны ТО
З = Lл
+ 2 * а (38)
где: LЗ - длина здания зоны ТО
LЗ - должна быть кратна стандартному размеру пролетов (6м, 9м)
LЗ = 42 + 2 * 2 = 46
принимаем: LЗ = 48 м
Определяем площадь производственного помещения зоны ТО
З = LЗ * BЗ (39)
где: BЗ - ширина здания зоны ТО, м
З = BЕО
+ B1 + B2 + BПП (40)
где: BЕО - ширина зоны ЕО, м
B1 - ширина зоны ТО-1, м
B2 - ширина зоны ТО-2, м
BПП - ширина производственных помещений
принимаем: B2 = 6м
принимаем: B1 = 6м
принимаем: BПП = 6м
принимаем: BЕО = 6м
BЗ = 6 + 6 + 6 + 6 =24 м
FЗ = 48 * 24 = 1152
м2
Схема планировочного решения зоны ТО
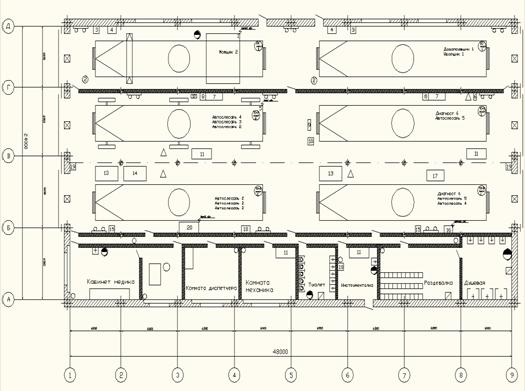
рис. 5 Планировочное решение зоны ТО
Карта смазки автобуса МАЗ-105
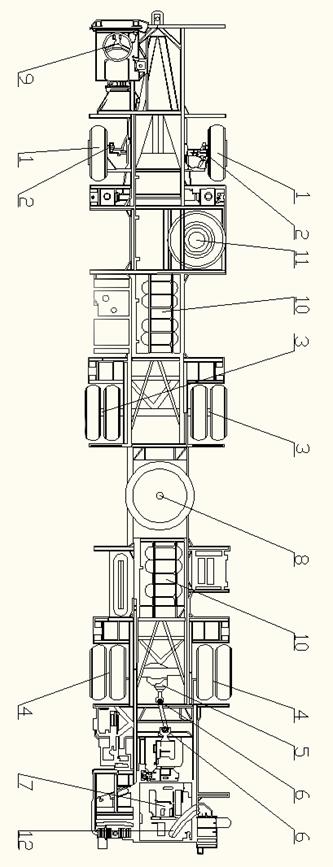
рис. 6 Схема смазки автобуса МАЗ-105
2.6 Краткая
характеристика зоны ТР
Зона текущего ремонта автомобилей в АТП на 132 единицы автомобилей МАЗ-105 Подвижной состав АТП эксплуатируется в Костанайской области и занимается пассажирскими перевозками. Ремонт автомобилей осуществляется агрегатным методом.
Технологический метод ремонта - тупиковый.
Пост текущего ремонта имеет необходимое оборудование для производства работ.
На посту имеется:
осмотровая канава;
подъемное устройство для снятия и транспортировки агрегатов.
инструмент и приспособление для выполнения работ.
Имеются соответствующие участки, предусмотренные
для проведения ремонтных работ.
2.7 Назначение, принцип
работы и общее устройство агрегата. Особенности устройства КПП
рис. 7 КПП автобуса МАЗ-105
- муфта выключения сцепления; 2 - ведущий вал; 3
- крышка подшипника ведущего вала; 4 - картер сцепления; 5 - синхронизатор IV и
V передач; 6 - рычаг переключения передач; 7 - шарик фиксатора с пружиной; 8 -
шестерня V передачи ведомого вала; 9 - шестерня III передачи ведомого вала; 10
- синхронизатор II и III передач; 11 - шестерня II передачи ведомого вала; 12 -
шестерня I передачи и заднего хода ведомого вала; 13 - верхняя крышка коробки
передач со штоком и вилками; 14 - ведомый вал; 15 - крышка подшипника ведомого
вала; 16 - фланец крепления карданного вала к коробке передач; 17 -
промежуточный вал с шестерней I передачи; 18 - картер коробки передач; 19 -
шестерня II передачи промежуточного вала; 20 - заборник масляного насоса с
магнитом; 21 - шестерня III передачи промежуточного вала; 22 - шестерня V
передачи промежуточного вала; 23 - шестерня отбора мощности; 24 - шестерня привода
промежуточного вала; 25 - масляный насос; 26 - ось блока шестерен заднего хода;
27 - блок шестерен заднего хода; 28 - шток вилки продольной тяги; 29 -
промежуточный рычаг переключения передач; 30 - картер механизма дистанционного
переключения передач; 31 - поводок переключения I передачи и заднего хода; 32 -
предохранитель включения заднего хода с пружиной; 33 - штифт фиксатора выбора
передач с пружиной; 34 - вал переключения передач; 35 - червяк шестерни привода
спидометра.
Коробка передач МАЗ 105 - трехходовая, пятиступенчатая (с пятой повышающей передачей), с синхронизаторами на II, III и IV, V передачах.
Картер 18 коробки передач прикреплен к картеру 4 сцепления, и таким образом двигатель, сцепление и коробка передач составляют единый силовой агрегат.
Ведущий вал 2 установлен на двух подшипниках: впереди - в расточке торца коленчатого вала двигателя и сзади - в передней стенке картера коробки передач и крышке 3 подшипника.
На переднем конце ведущего вала нарезаны шлицы для установки ведомого диска сцепления. На задней части конца вала, входящей в картер коробки передач, нарезан зубчатый венец шестерни постоянного зацепления. Вал зафиксирован от осевого перемещения в подшипнике, который относительно картера закреплен стопорным кольцом, входящим в выточку наружного кольца подшипника, и, кроме того, внутреннее кольцо подшипника поджато шлицевой гайкой. Внутренняя расточка зубчатого венца ведущего вала является передней опорой для ведомого вала 14, установленного в ней на цилиндрическом роликовом подшипнике, задний конец ведомого вала опирается на шариковый подшипник, закрепленный стопорным кольцом в стенке картера и крышке 15. Внутреннее кольцо этого подшипника зажато между буртом ведомого вала и шестерней привода спидометра, поджимаемой фланцем 16 карданного вала. Фланец насажен на шлицы и закреплен на конце ведомого вала гайкой с шайбой.
Ведомый вал является шлицованным валом переменного сечения. На нем установлены последовательно (начиная с переднего конца) синхронизатор 5 IV и V передач, шестерня 8 V передачи, шестерня 9 III передачи, синхронизатор 10 II и III передач, шестерня 11 II передачи и шестерня 12 I передачи и заднего хода.
Каретка синхронизатора IV и V передач насажена на шлицы вала, а II и III передач - на втулку со шлицевой наружной поверхностью, зафиксированную относительно вала шпонками. Шестерни II, III и V передач ведомого вала установлены на подшипниках скольжения, выполненных в виде стальных втулок, имеющих специальное покрытие и пропитку. Шестерня I передачи и заднего хода может перемещаться по шлицованной части ведомого вала. Осевое перемещение остальных шестерен ограничено упорными шайбами и распорными втулками.
Передний конец промежуточного вала 17 опирается на роликовый подшипник, смонтированный в передней стенке картера коробки передач, а задний - на шариковый подшипник, закрепленный стопорным кольцом в стенке картера и крышке. Кроме того, задний конец промежуточного вала притянут к внутреннему кольцу подшипника шайбой и двумя болтами, ввернутыми в торец вала.
Промежуточный вал, кроме задней шлицевой части, представляющей собой зубчатый венец шестерни I передачи и заднего хода, имеет гладкую ступенчатую поверхность с рядом пазов под шпонки для фиксации шестерен. На промежуточном валу расположены последовательно: шестерня 24 постоянного зацепления, шестерня 23 отбора мощности через боковой люк, шестерня 22 V передачи и шестерня 21 III передачи, распорная втулка и шестерня 19 II передачи.