Материал: Перспективные композиционные и керамические материалы
•в процессе пиролиза не должно происходить слишком большого испарения летучих продуктов, чтобы выход волокна после обработки был бы экономически оправдан;
•атомы углерода в процессе пиролиза должны иметь тенденцию
кобразованию графитовых плоскостей, определяющих оптимальные свойства УВ;
•минимально низкая цена.
Для получения УВ используют полиакрилонитрильные волокна (ПАН-В), гидратцеллюлозные волокна (вискозные ГЦ-В), богатые углеродом пеки (обыкновенные и мезофазные) и органические волокна, полученные из фенольных смол.
Волокна ПАН и ГЦ являются основными видами сырья при производстве углеродных волокон. Из полиакрилонитрильных волокон получают высокопрочные высокомодульные УВ. Достоинствами этого вида сырья являются большой выход по углероду и более простая технология (более низкая температура нагрева материала). Недостаток заключается в выделении ядовитого вещества – синильной кислоты. Гидратцеллюлозные волокна лишены этого недостатка, кроме того, они дешевле по сравнению с ПАН-волокнами.
Полиакрилонитрильные углеродные волокна. Процесс переработки ПАН-волокна в УВ включает следующие стадии:
–формирование исходного ПАН-волокна;
–предварительная вытяжка;
–стабилизация при 220 °С на воздухе под натяжением;
–карбонизация при 1500 °С в атмосфере инертного газа;
–графитизация при 3000 °С в атмосфере инертного газа. Полиакрилонитрил – это линейный полимер, углеродная скелетная
молекула которого содержит углерод-азотные боковые полярные груп-
пы (рис. 5.17).
Рис. 5.17. Структурная формула полиакрилонитрила
181
Свойства исходного ПАН-волокна оказывают большое влияние на качество углеродного волокна. К числу важнейших показателей ПАНволокна относятся: химический состав, структура, механические свойства, наличие дефектов. Для растворения ПАН используют только полярные растворители.
Формование по мокрому способу включает растворение полимера и пропускание раствора через фильеру в осадительную ванну с образованием волокна. После этого волокно промывают, вытягивают и сушат. Прядение исходных ПАН-волокон в особо чистых условиях из прядильного раствора, из которого специальным фильтрованием удалены примесные частицы, обеспечивает вдвое высокую прочность УВ в сравнении с той, что обеспечивают обычные ПАН-волокна.
Стабилизация ПАН-волокна проводится с целью сохранения ориентации макромолекул в ходе релаксационных процессов при карбонизации. В ходе стабилизации происходит взаимодействие полимера с кислородом среды.
На стадии предварительного нагрева ПАН-волокон важно поддерживать определенное натяжение: с его ростом повышается модуль упругости УВ.
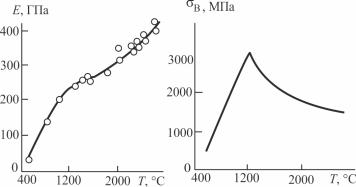
В интервале 1000–1500 °С при карбонизации удаляются почти все элементы, за исключением углерода. После карбонизации при 1000 °С в УВ содержится 94 % углерода и 6 % азота, а после 1300 °С азота остается меньше 0,3 %. При 1600 °С теряется 55–60 % массы исходного ПАН. Выход 40–45 % по углероду является хорошим показателем. Плотность получаемого УВможет быть впределах 1,7–2,1 г/см3 (рис. 5.18).
а |
б |
Рис. 5.18. Зависимость модуля упругости Е (а) и предела прочности σ (б) при растяжении УВ на основе ПАН от температуры термоорбработки
182
Гидратцеллюлозные углеродные волокна. Древесная целлюлоза яв-
ляется основой для получения ГЦ-волокон. Выход углерода после карбонизации ГЦ не может быть выше 55 % из-за наличия большого количества водорода и кислорода в структуре гидрата целлюлозы. В реальных условиях выход углерода лежит в интервале 10–30 %.
Получение УВ из ГЦ включает следующие стадии:
–текстильная подготовка;
–низкотемпературная стабилизационная термообработка;
–карбонизация при 1300 °С;
–графитизационная вытяжка при 2800–3000 °С.
Текстильная подготовка необходима для удаления влаги, неорганических примесей и органических веществ, в том числе и замасливателей. Обработка осуществляется растворителями или поверхностноактивными веществами. В дальнейшем в течение 15 ч при 100 °С производится сушка целлюлозы.
Низкотемпературная обработка при 400 °С на воздухе служит для стабилизации надмолекулярной структуры перед карбонизацией. При этой температуре стабилизацию проводят иногда в среде инертных газов, и в полимере при этом последовательно происходят разные превращения.
На стадии окисления целлюлозы наблюдаются большие потери массы материала. В остатке после этой операции содержится не более
60...70 % углерода.
Далее при температурах 900...1500 °С осуществляется карбонизация волокон в инертном газе с приложением определенного натяжения. Материал в еще большей степени обогащается углеродом.
Окончательная стадия термической обработки волокон называется графитизацией. Она реализуется в среде аргона и длится всего несколько минут. Начальная температура этой стадии определяется конечной температурой карбонизации. Конечная температура составляет 2600...2800 °С. Содержание углерода в волокне по окончании графитизации превышает 99 %.
Совмещение процесса превращения целлюлозных волокон в углеродные с операцией их вытягивания позволяет улучшить прочностные и упругие свойства волокон.
Пековые углеродные волокна. Каменноугольные и нефтяные пеки – сложная смесь олигомерных продуктов. Состав и свойства пеков зави-
183

сят от их происхождения и могут изменяться в широких пределах. Пеки представляют собой относительно дешевое сырье для производства углеродных волокон.
Одним из видов сырья являются легкоплавкие изотропные пеки, из них вначале получают низкомодульное волокно, затем его карбонизируют под нагрузкой.
Производство УВ осуществляют следующим образом:
–прядение из расплава при 100...350 °С через фильеры диаметром
0,3 мм;
–длительное отверждение при сравнительно низких температурах;
–карбонизация в атмосфере инертного газа;
–графитизация волокна при экстремально высокой температуре под нагрузкой.
По данной технологии получают УВ с пределом прочности при растяжении 2,58 ГПа и модулем упругости 480 ГПа.
а |
б |
в |
Рис. 5.19. Структура пеков: а – изотропный расплав пека; б – жидкокристаллическая (мезоморфная) фаза; в – ориентация молекул в процессе формования волокна
Производство УВ на основе жидкокристаллических (мезофазных) пеков (рис. 5.19) является более перспективным и включает следующие стадии:
–нагревание пека в среде инертного газа при 400–450 °С в течение длительного времени для получения мезофазного состояния, при котором часть молекул субстрата, находящегося в жидком состоянии, упорядочивается, и вматериале формируется жидкокристаллическаяструктура;
–формование волокон из жидкокристаллических пеков через фильеру, при котором происходит ориентация молекул вдоль оси формирующегося волокна;
184
–отверждение волокон;
–карбонизация волокон;
–графитизация волокон.
Из фенольных смол получаются УВ средней прочности с низким модулем упругости. Синтез фенольных смол проще по сравнению с получением пеков. Фенольные смолы перспективны для изготовления углеродных волокон с развитой поверхностью и полых волокон.
Для модификации свойств углеродных волокон на стадиях карбонизации и графитизации в прядильный раствор вводят тугоплавкие
итермостойкие соединения либо пропитывают этими соединениями обрабатываемые волокна (или ткани). В результате получают волокна
иткани со специальными покрытиями, например, в виде карбидов или оксидов.
5.2.3. Особенности структуры углеродных волокон
Совершенство структуры – один из факторов, обуславливающих прочность УВ. Наряду со структурой существенную роль играют дефекты УВ. Они отчасти наследуются от полимерного волокна и возникают дополнительно при обработке.
Типичными дефектами углеродных волокон являются пустоты, которые могут быть и на поверхности, и в объеме волокна. С ростом температуры термообработки происходит слияние пор, число их уменьшается, а размеры увеличиваются. В карбонизованных волокнах более развита внешняя пористость по сравнению с внутренней. При переходе к графитированному волокну идет совершенствование его структуры. Одновременно растет закрытая пористость, достигая у графитированного волокна 38 %. Поры имеют иглоподобную форму; они расположены между базисными плоскостями и ориентированы вдоль оси волокна. Средний размер пор: длина 20–30 нм, диаметр 1–2 нм.
Одна из особенностей, которыми обладают углеродные волокна, заключается в том, что они состоят из фибрилл (рис. 5.20), ориентированных вдоль оси волокна. Фибриллы состоят из переплетных лент, разделены порами, ориентированными вдоль оси волокна. Углеродное волокно диаметром (7–10) 10³ нм состоит из десятка тысяч фибрилл длиной более 1·10³ нм. Фибриллы состоят из микрофибрилл, в которые сформирован турбостратный углерод.
185