Материал: Перспективные композиционные и керамические материалы
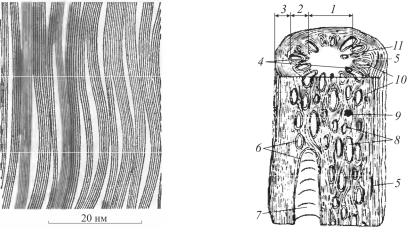
Рис. 5.20. Схематичное изображение |
Рис. 5.21. Структурная модель |
ленточной структуры углеродного |
углеродного волокна |
волокна |
|
Основа турбостратной структуры – базисные плоскости, строение которых аналогично графитовым плоскостям. Определенное число плоскостей, соединяясь между собой, образует пакеты. В отличие от идеального графита в пакетах плоскости расположены под разными углами друг к другу.
Структура УВ, полученных из разных полимеров, имеет много общего. Изучение структуры поперечного сечения УВ позволяет выделить поверхностную оболочку, в которой кристаллиты преимущественно ориентированы вдоль оси волокна, и сердцевину со случайной ориентацией кристаллитов. На рис. 5.21 представлена структурная модель УВ: 1 – ядро; 2 – промежуточный слой с радиальной ориентацией; 3 – оболочка; 4 – области с большой концентрацией напряжений; 5 – трещина; 6 – ламелярные оболочки на включениях и полостях; 7 – большие полости; 8 – радиально расположенные основные структуры; 9 – жаростойкие включения; 10 – участки с мелкокристаллической структурой; 11 – небольшие поры.
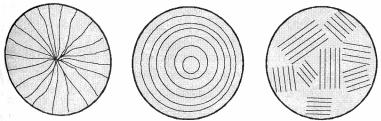
Пековые углеродные волокна в зависимости от условий получения образуют три вида структуры: радиальную, луковичную и радиальноизотропную (рис. 5.22). Тип упорядочения зависит от соотношения сдвиговых и продольных напряжений. Общим для всех трех вариантов является то, что ориентация графитовых плоскостей параллельна оси волокон.
186
а |
б |
в |
Рис. 5.22. Структура углеродных волокон, полученных из пеков: а – радиальная; б – луковичная; в – радиально-изотропная
Форма поперечного сечения УВ сохраняется от исходных волокон. В результате потери массы и усадки при пиролизе и карбонизации поперечник получаемых УВ существенно меньше, чем исходных волокон
исоставляет обычно 6–12 мкм. Форма поперечного среза полимерных волокон весьма разнообразна: круглая, бобовидная, изрезанная и др. Например, полиакрилонитрильное волокно «куртель», получаемое солевым способом, имеет в поперечном срезе круглую форму. Для ПАНволокна, изготовленного с применением водно-органических осадительных ванн, характерна бобовидная и фасолевидная форма поперечного среза. Углеродные волокна на их основе также имеют круглую или бобовидную форму в поперечном срезе.
Срез углеродных волокон, полученных из нефтяного пека, имеет строго круглую форму, так как исходное волокно формировалось из расплавленного пека через фильеры с круглым отверстием.
Из гидратцеллюлозного волокна получается углеродное волокно со звездообразной формой поперечного среза.
5.2.4.Свойства углеродных волокон
Кважнейшим механическим показателям углеродных волокон относятся прочность, модуль упругости и деформация при разрушении.
Механические свойства углеродных волокон определяются особенностями строения исходных волокон, технологией термической обработки, дефектами конечной структуры. В зависимости от характера
иплотности дефектов внутреннего и поверхностного строения разброс показателей механических свойств углеродных волокон может быть весьма значительным.
187
Отличительным качеством углеродных волокон является низкая плотность, поэтому по удельным значениям механических свойств (отношение прочности и модуля упругости к плотности) они превосходят многие известные волокна и материалы.
Механические характеристики типичных углеродных волокон различных производителей в табл. 5.10.
|
|
|
Таблица 5.10 |
|
Свойства углеродных волокон |
|
|
||
|
|
|
|
|
Марка |
Плотность, |
Прочность при |
Модуль |
|
г/см3 |
растяжении, ГПа |
упругости, ГПа |
|
|
|
Вискозные |
|
|
|
ВМН-4, Россия |
1,75 |
2–2,5 |
250–300 |
|
ВМН-5, Россия |
1,75 |
2,5–3,0 |
330–500 |
|
Торнел 70, США |
1,86 |
2,6 |
520 |
|
Торейка М-40А, Япония |
1,95 |
2,0 |
370 |
|
|
ПАН |
|
|
|
Кулон, Россия |
1,9 |
2,0 |
400–600 |
|
Modmor, Англия |
2,0 |
1,4–2,1 |
420 |
|
Торейка Т-800, Япония |
– |
5,5–7,2 |
300 |
|
|
Пековые |
|
|
|
Р-55, США |
2,0 |
2,1 |
380 |
|
КСF-100, Япония |
1,65 |
0,7–1,0 |
40–50 |
|
При производстве композиционных материалов в основном используют углеродные волокна с высоким уровнем механическихсвойств.
Прочностные свойства УВ на основе ПАН зависят от температуры термообработки при получении УВ, максимум прочности при 1200– 1400 °С. Модуль упругости непрерывно растет с повышением температуры.
Прочность пековых волокон растет вместе с увеличением температуры обработки.
Отличительной особенностью углеродных волокнистых материалов является их очень высокая теплостойкость. При нагревании в инертной среде предел прочности и модуль упругости УВ не изменяются до температуры 1500 °С. При длительной эксплуатации в воздушной среде предельная температура карбонизованных волокон составляет 300 °С, а графитизированных – 400 °С. С целью предохранения поверхности УВ от окисления их защищают покрытиями из пироуглерода, оксидов, нитридов, тугоплавких карбидов.
188
По величине коэффициента теплопроводности углеродные волокна приближаются к металлам. Уплотнение тканей из углеродных волокон пироуглеродом приводит к повышению теплопроводности за счет увеличения числа контактов между нитями.
Высокопрочные высокомодульные углеродные волокна выпускаются в виде нитей, жгутов и лент. Недостаток этих материалов – высокая стоимость. Углеродные волокна средней прочности используются для производства углеродных тканей. Стоимость этих материалов существенно ниже, чем изготовленных из высокопрочных высокомодульных УВ. В то же время уровень их механических свойств вполне удовлетворяет требованиям теплозащиты.
5.2.5. Процессы изготовления углерод-углеродных композиционных материалов
Производство углерод-углеродных композиций осуществляется преимущественно по трем схемам: пропитка волокнистого каркаса смолой с последующей карбонизацией; осаждение из газовой фазы углерода между волокнами каркаса; сочетание пропитки волокнистого каркаса смолой и карбонизации с осаждениемуглерода из газовой фазы.
При производстве изделий из УУКМ важен оптимальный выбор армирующих элементов, их геометрии, объемной доли. В каждом случае эта задача решается индивидуально, в зависимости от условий, в которых будет работать проектируемый материал. Привычным является упрочнение композитов однонаправленными волокнистыми элементами и тканями. Сложнее осуществить многонаправленное армирование материалов, позволяющее эффективно регулировать механические свойства композиционных материалов. Из существующих систем структур армирования УУКМ в практике получили наибольшее распространение системы двух, трех, четырех и реже n нитей.
На рис. 5.23 приведены схемы армирования, применяющиеся при изготовлении углерод-углеродных композиционных материалов.
Геометрия пространственного армирования создается исходя из условий разрушения материала и должна обеспечивать целенаправленную анизотропию свойств. Увеличение количества направлений армирования способствует снижению анизотропии свойств и общего коэффициента армирования, а следовательно, абсолютных значений характеристик материала.
189
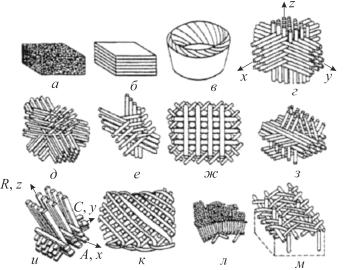
Рис. 5.23. Геометрические структуры армирования УУКМ: а – хаотическая; б – слоистая; в – розеточная; г – ортогональная 3D; д – 4D-Л; е – 4D; ж – 5D-Л; з – 5D; и – аксиально-радиально-окружная; к – аксиально-спиральная; л – радиально-спиральная; м – аксиально-радиально-спиральная
Разработано несколько технологических процессов получения многонаправленных структур: метод сухого ткачества; прошивка тканей; намотка и плетение; сборка жестких прутков; комбинированные методы. При производстве углерод-углеродных композиционных материалов широко применяется метод сухого ткачества. Более сложной технической задачей является изготовление объектов в виде цилиндров, усеченных конусов, шаров, тел неправильной формы.
После получения из армирующих элементов заготовки производится выбор полимера для ее пропитки. Обычно в качестве полимеров, являющихся исходным материалом для получения углеродной матрицы, применяют фенолоформальдегидные и фурановые смолы, а также каменноугольный или нефтяной пек.
Тип используемого связующего определяет технологию, стоимость и важные свойства получаемых углерод-углеродных композиционных материалов. Достоинствами фенолоформальдегидных смол являются технологичность, относительно низкая стоимость, высокая прочность образующегося каркаса. В то же время фенолоформальдегидные смолы обладают рядом недостатков. Один из них – трудность получения однородной плотной структуры. Образующийся из смол кокс плохо под-
190