Материал: Пасажирське вагонне депо
Контрольний пункт автозчепу служить для ремонту і комплектування автозчепного пристрою вагонів .
Організація робіт в КПА здійснюється із застосуванням потокової лінії з нерегламентованим тактом із створенням між операційних запасів об’єктів ремонту між робочими місцями .
Для ремонту поглинальних апаратів передбачені механізовані стенди. Ремонт тягових хомутів здійснюється на потоковій лінії. В КПА застосовуються стенди для виробництва зварювально – наплавочних робіт, пристрої для обробки деталей механізму зчеплення, хвостовика, автозчепу, підйомно транспортні пристрої які механізують роботи пов’язані з підніманням і переміщенням важких деталей автозчепного пристрою .
КПА обладнаний кран-балкою вантажопідйомністю 0,5 т і має приточно-витяжну вентиляцію для відводу газів і пилу.
Контрольний пункт автозчепу входить в склад ремонтно-комплектувалної дільниці .
Корпуси автозчепу з механізмом зчеплення поступають у відділення на спеціальному візку і вставляються у вузькі обойми. Обойми надіваються на хвостовик автозчепу і закріпляються по центру ваги ближче до головної частини. Корпуси автозчепу проходять всі робочі місця без знімання обойми, а від’єднуються від підвісок тільки для виробництва зварювально-наплавочних робіт і механічний обробці після наплавлення. Робочі місця по розбиранню, дефектоскопії і збиранню механізму зчеплення представляють собою малогабаритні столи з пневмоприжимом, яким закріпляється обойма з встановленим в неї корпусом автозчепу. Каретки підвісок на яких розміщуються корпуса автозчепів переміщуються по монорельсу і не з’єднуються постійно з тяговим органом конвеєра. З’єднання каретки підвіски з тяговим органом виконується дистанційно з кожного робочого місця.
2.2 Технологічний та оперативний зв'язок з іншими дільницями та відділеннями
2.2.1 Технологічний зв'язок
Контрольний пункт автозчепу являється самостійною одиницею в структурі депо, але входить в склад ремонтно-комплектувальної дільниці, що очолюється майстром у зміну.
До КПА примикають і технологічно-тісно пов’язані з ними ковальсько-пружинне і електрогазозварювальне відділення.
В основу організації виробництва в КПА покладений принцип замкнутого технологічного процесу на потоковій лінії при забезпеченні огляду, перевірки шаблонами, розбирання, ремонту і збирання автозчепного пристрою вагона з наступною передачею їх у вагоноскладальну дільницю.
Поглинальні апарати, тягові хомути і упорні плити знімаються з вагона і поступають із ВСД в касеті на стенд окремої поточної лінії де вони підлягають огляду, обміру шаблонами, ремонту і збірці у вузли.
Після збирання поглинальні апарати і тягові хомути комплектуються у вузол, вкладаються в касету за допомогою самохідного візка-маніпулятора.
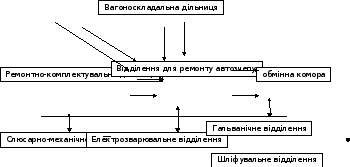
Рис.2.1. Схема технологічного зв’язку відділення з іншими дільницями.
2.2.2 Оперативний зв'язок
За основу у вагонному депо по ремонту вантажних вагонів прийнятий єдиний принцип організації ремонту купейних СМВ вагонів з охопленням всіх дільниць і відділень виробничого процесу.
Управління ремонтом вагонів і їх вузлів здійснює диспетчер з командно-диспетчерського пункту обладнаного відповідними пультами, пристроями радіозв’язку і телефонами, а також прямим телебаченням.
Диспетчерська служба депо здійснює перевірку і контроль виконання завдань у зміну, а також контролює виконання графіків з відміткою фактичного виконання ремонтних операцій по дільницях. Для цього пульт диспетчера обладнаний автоматизованим робочим місцем (АРМ) індивідуального користування і колективного користування. АРМ створені на основі використання персональних ЕВМ.
2.3 Технологічна документація, що регламентує роботу дільниці (відділення).
Основними документами, для здійснення технологічного процесу ремонту автозчепу являється :
-
Керівництво по деповському ремонту вагонів ;
-
типовий технологічний процес деповського ремонту вантажних вагонів; нструкція по ремонту і обслуговуванню автозчепного пристрою рухомого складу залізничних доріг, ЦВ-4006 .
Інструкція по зварюванню і наплавленню при ремонті вагонів і контейнерів, РТМ32 ЦВ-201-88 ;
-ССТБ Технологічне обслуговування і ремонт вагонів. Вимоги безпеки ОСТ32.15-81 ;
Керівництво по випробуванню на розтяг і дефектоскопію вагонних деталей.
В КПА вагонного депо крім того ведуться документи первинного обліку.
ВУ-22 – відомість дефекації виробу ;
ВУ-40 – журнал обліку періодичних перевірок і клеймування шаблонів вимірювального і контрольно повірочного інструмента, приладів які застосовуються при огляді і ремонті автозчепів ;
ВУ-41 – акт-рекламації про за бракування вагонів і їх частин, не витримавши гарантійного строку.
2.4 Загальна організація робіт в КПА

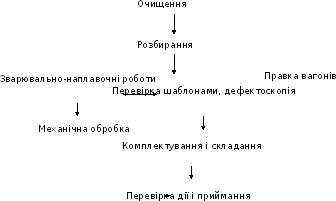
Таврування
і фарбування
Рис.2.2 Схема технологічної послідовності робіт, які виконуються при ремонті автозчепного пристрою.
вагонне депо вагоноскладальний дільниця
3. Розрахунково-технологічна частина
3.1 Розрахунок річної виробничої програми ремонту дільниці (відділення)
Програма ремонту КПА визначається розрахунковою програмою ремонту вагонів депо і додатково враховується надання автозчепного обладнання з техн6ічного обслуговування з відчіпленням.
Згідно середньостатистичних показників це складає 5% приписного парку.
З кожного вагона в КПА надається два комплекти автозчепного обладнання .Програма ремонту складає :
Nр = Nв * n * к (3.1)
де: Nв – програма ремонту вагонів
n – кількість на вагоні
к- коефіцієнт надходження автозчепом з позиції відчіпного ремонту вагонів.
Nр = 966 * 2 * 1,05 = 2029 штук .
3.2 Вибір (розрахунок) технологічного устаткування
Обладнання для контрольного пункту автозчепу приймаємо згідно переліку основного технологічного обладнання для типових контрольних пунктів вагонного депо.
Дані по обладнанню зводимо в таб.3.1
Таблиця 3.1
|
№ п/п |
Найменування обладнання |
Кількість |
Займана площа, кв.м. |
Потужність, кВт |
|
|
1. |
Стелаж |
1 |
2 |
|
|
|
2. |
Прес для правки хвостовиків |
1 |
2 |
7.4 |
|
|
3. |
Транспортер |
1 |
3 |
0,5 |
|
|
4. |
Транспортер |
1 |
8 |
1,5 |
|
|
5. |
Місце для перевірки тягових хомутів |
1 |
2 |
|
|
|
6. |
Транспортер-накопичувач корпусів |
1 |
3,2 |
2,0 |
|
|
7. |
Стенд для наплавлення корпусів |
1 |
1,5 |
2,5 |
|
|
8. |
Кран-укосина |
2 |
4 |
3,0 |
|
|
9. |
Установка УНА-2 |
1 |
5,1 |
12 |
|
|
10. |
Транспортер |
1 |
4,2 |
|
|
|
11. |
Фрезерувальний верстат |
1 |
1,2 |
8 |
|
|
12 |
Пристосування для наплавочних робіт |
1 |
0,4 |
|
|
|
13 |
Пристосування для обробки деталей після наплавочних робіт |
1 |
0,6 |
|
|
|
14 |
Стенд |
1 |
2 |
5 |
|
|
15 |
Обдирний стенд |
1 |
1,2 |
5 |
|
|
16 |
Стіл зварника |
1 |
1,2 |
3,2 |
|
|
17 |
Транспортер |
1 |
0,8 |
|
|
|
18 |
Стіл |
1 |
0,96 |
|
|
|
19 |
ПКЛ для ремонту фрикційних апаратів |
1 |
8 |
7,3 |
|
|
20 |
Маніпулятор |
1 |
1,3 |
2 |
|
|
21 |
Дефектоскоп ДГС-М53 |
1 |
0,3 |
2.4 |
|
|
22 |
Стіл |
1 |
1,5 |
|
|
|
23 |
Лещата |
1 |
|
|
|
|
24 |
Складальний стенд |
1 |
5,25 |
4 |
|
|
25 |
Зворотний стенд |
1 |
5,25 |
4 |
|
|
26 |
Касета |
2 |
2,2 |
|
|
|
27 |
Нагрівальна піч |
1 |
1,6 |
15 |
|
|
28 |
Електрозварювальний трансформатор |
2 |
3 |
130 |
|
|
29 |
Пристосування для правки запобіжників |
1 |
0,96 |
|
|
|
30 |
Мийна машина |
1 |
3 |
4 |
|
|
31 |
Кран-балка |
1 |
|
4.4 |
|
|
32 |
Контрольний стіл |
1 |
1,5 |
|
|
|
|
ВСЬОГО : |
|
78 |
223,2 |
|
3.3 Визначенярозмірів дільниці (відділення)
Виробничу площу КПА визначаємо по формулі (3.2)
Sкпа =Sобл * К (3.2)
де: К-коефіцієнт, враховуючий площу робочих місць перед обладнанням, проходи і нормативні відстані між обладнанням і елементами споруд. Для слюсарно-механічних відділень К = 3…3,5
Sобл – площа, займана обладнанням (див.табл.3.1)
Sкпа = 78 * 3,5 = 273 кв. м
Ширину дільниці приймаємо В = 12 м
Довжину КПА визначаємо по формулі (3.3):
L = Sкпа / В (3.3)
L = 273/12 = 22,75 м
З обліком будівельного кроку приймаємо 24 м
Площа дільниці складає
Sкпа = 12 * 24 = 288 кв.м
Висоту дільниці приймаємо 6,0 м з рахунку застосування кран-балки.
Об’єм проектую чого КПА складає :
Vкпа = Sкпа*h,(3.4)
Vкпа = 288,00 * 6,0 = 1728,40 куб.м.
3.4 Вибір раціонального способу ремонту деталі
В корпусі автозчепу проводять зварювання вертикальних тріщин:
- знизу в кутах зіву з сторони великого зуба при умові, що тріщини не розповсюджуються за верхню або нижню горизонтальну площу зовнішніх ребер, а також заварювання в кутах вікон для замка та замкоутримувача, не виходячи на горизонтальну стінку при цьому тріщини в нижніх кутах вікна не повинні бути довжиною більше 20 мм ;
- наплавлення зношених поверхонь по контуру зчепу при умові, що товщина не доходить на 15 мм до заокруглень в кутах, а також наплавлення нижньої перемички в вікні для замка незалежно від глибини зносу і зношених стінок отворів для замка – підйомника ;
- приварювання полочки підтримуючої верхнє плече запобіжника і наплавлення передньої поверхні полочки, а також шипа для навісу замкоутримувача ;
- наплавлення зношених поверхонь хвостовика по місцю прилягання його до тягового хомута, центруючої балки і до ударної розетки при глибині зносу більше 3мм, але не більше 8мм.
Заварювання тріщини в хвостовику корпусу автозчепу на ділянці від голови до кінця хвостовика при глибині їх більше 5мм при умові, що поперечне січення хвостовика після вирубки тріщини зменшиться не більше, ніж на 20%; наплавлення зношеної перемички хвостовика зі сторони прилягання клина тягового хомута при умові, що товщина перемички до наплавлення складала не менше 40мм.
Таким чином по технологічному критерію можна застосувати два способи відновлення корпусу автозчепу спрацьованого отвору. Для вибору раціонального способу відновлення корпусу автозчепу користуємося критеріями довговічності і економічності. Для кожного випробуваного способу даємо комплексну якісну оцінку згідно значення коефіцієнта довговічності по формулі (3.5)
Кд = Кі * Кв * Кз * Кп , (3.5)
де: Кі, Кв, Кз – коефіцієнти стійкості проти спрацювання витривалості і зчеплення покриття ;
Кп – поправочний коефіцієнт, який враховує фактичну робото здатність відновлення деталей в умовах експлуатації (Кп = 0,8…0,9).
Відновлення ручним електродуговим зварюванням
Кд1 = 0,70 * 0,60 * 1,0 * 0,8 = 0,336
Механізоване наплавлення під шаром флюсу.
Кд2 = 0,91 * 0,87 * 1,0 * 0,8 = 0,633
Механізоване вібродугове наплавлення
Кд3 = 1,0 * 0,62 * 1,0 * 0,8 = 0,496 .
Раціональним буде той спосіб у якого Кд – максимальне.
Відповідно до критерію довговічності приймаємо механізований спосіб наплавлення під шаром флюсу.
Остаточне рішення про відновлення корпусу автозчепу приймаємо по критерію техніко-економічної ефективності. Розрахунок виконуємо по формулі (3.6) ;
Кт = Св / Кд , (3.6)
де: Кт – коефіцієнт техніко-економічної ефективності, грн./кв.м,
Св – вартість відновлення 1 кв.м спрацьованої поверхні автозчепу, грн./кв.м.
Кт1 = 975/0,336 = 2902 (грн./кв.м)
Кт2 =467/0,663 = 769 (грн./кв.м)
Кт3 = 520/0,496 = 1048 (грн./кв.м)
Ефективний буде той спосіб, у якого Кт – мінімальне.
Відповідно до коефіцієнта техніко-економічної ефективності відновлення корпусу автозчепу буде раціональним тільки механізований спосіб наплавлення під шаром флюсу..
3.5 Технологічний процес ремонту вузла деталей
3.5.1 Діагностування автозчепу СА – 3
Діагностування автозчепу виконують за допомогою неруйнівного контролю, а також шаблонами.
В якості контролю магнітний дефектоскоп ДГС – М53, дія якого полягає у впровадженні спеціального магнітного порошку або феромагнітної суспензії, якими рівномірно покривають намагнічену автозчепу, дрібні частини порошку зберігаються під дією магнітного поля близько дефектоскопа.
Шаблони, які використовують для діагностування універсальний 940р, 821р-1, 892р, 893, 827р, 914р, 914р-22, 822р, 815р, 787.
При капітальному ремонті вагонів випробування автозчепного пристрою виконується на діагносту вальній станції з напівгірки.
Контрольну апаратуру розміщують в будові і з’єднують кабелями з порівнювальним автозчепом, що встановлений на упорній конструкції напівгірки. Випробувальне автозчепне устаткування установлюють на вагоні, який скочується з напівгірки і вдаряється у вимірювальний автозчеп.
Методикою вимірювань передбачається контроль роботи автозчепного пристрою при різних швидкостях співударянь.
3.5.2 Демонтаж і послідовність розбирання
Відкрутити болти підтримуючої планки. Відкрутити два болти кріплення клина тягового хомута і вилучити клин. Автозчеп зняти з вагона підйомником, вкласти спеціальну касету і транспортувати в КПА для розбирання.
Розбирання автозчепу:
-
викрутити та витягнути стопорний болт;
-
вийняти з карману корпуса валик підйомника;
-
вийняти замок з запобіжником;
-
вийняти замкоутримувач;
-
вийняти підйомник.
3.5.3 Очищення автозчепу.
Розібраний автозчеп подається в мийну машину поглинального типу.
В якості мийних засобів застосовується 3…4% розчин каустичної соди. Автозчеп миється при температурі 70град.С та сушиться.
3.5.4 Технологія ремонту.
При повному огляді деталі автозчепного пристрою знімають з вагонів, відправляють в КПА, очищують від бруду і старої фарби. Автозчепи розбирають, усі деталі перевіряють шаблонами і визначають відхилення їх розмірів, сортують. Деталі при необхідності правлять, а зношені або з тріщинами ремонтують.
При ремонті деталей автозчепного пристрою дозволяють наступні зварювальні роботи:
-
зварювання вертикальних тріщин зверху і знизу в кутах зіву зі сторони великого зуба;
-
зварка тріщин в кутах вікон для замка і замкоутримувача ( не більше 20 мм);
-
зварка тріщин в хвостовику корпусу автозчепу ( при глибині більше 5мм);
-
наплавлення спрацьованої поверхні по контуру зчеплення;
-
нижня перемичка хвостовика її сторони притягнення клина тягового хомута;
-
зношення стінок отворів для валика підйомника.
Наплавлені роботи виконуються наступним способом:
-ручним, дуговим зварюванням, дротом СВО-8ГА, СВ-10ГА, під шаром флюсу АК-348А або ОСЦ-45,або порошковим дротом ПП-ПГ-520;
- напівавтоматичним зварюванням пластичним електродом під шаром флюсу;
- багато електродним напівавтоматичним зварюванням;
- зварювальним дротом СВ-10Г203…4мм під шаром флюсу на устаткуванні УНА-2 з одночасною подачею 6 дротів.
Наплавлення спрацьованої поверхні дозволяється виконувати в усіх деталях за винятком тягового хомута, клина, горловини.
Розробка тріщин виконується механічним способом, електродуговим способом електродами типу Є4205мм струмом 350…380В або спеціальними електродами типу ОЗР-1, поверхнево-кисневим різанням.
Тріщини в місцях переходу від горловини до хвостовика розробляють до повної товщини стінки хвостовика.
Тріщини у верхньому і нижньому кутах вікна розробляють на глибину 20мм.
Перед зварюванням розроблених тріщин виконують попереднє місце підігрівання до температури 250…300град.С.
Для приведення автозчепного пристрою до установлених розмірів наплавлені поверхні підлягають механічній обробці на метало ріжучих верстатах з застосуванням спеціальних пристосувань.
Хвостовик, який має вигин, підлягає правці, якщо його вигин в середній частині перевищує 3мм відносно повздовжньої осі.
Попередньо корпус нагрівають до температури 800…850 0 С в спеціальних печах. Для виправлення використовують гідравлічні преси. Корпус, який має вигин, підлягає виправленню, при цьому його встановлюють на профільну опору, а при усуненні розширення зіву між малим і великим зубами установлюють спеціальний обмежувач. Зусилля дії в горизонтальній площині -25т, а вертикальній-50т.
3.5.5 Комплектація і складання автозчепу
Після ремонту виконують таврування деталей автозчепу. Тавро повинно вибиватися на добре захищених місцях деталей, чітко з позначенням номера ремонтного пункту і дати ремонту згідно наступного зразка:
390.ХІ.01. Висота цифр повинна бути не менше 6мм, а глибина 0,25мм.
Перед початком складання автозчепу його комплектують завчасно відремонтованими деталями або новими. Перевіряють карман корпусу, щоб у нього не було сторонніх речей, а припливи для деталей знаходились в справному стані.
Складання механізму зчеплення автозчепу виконують в наступній послідовності: підйомник замка, замкоутримувач. Ці деталі необхідно притиснути до стінки кармана, щоб вони не перешкоджали установці замка.
На тип замка навішують запобіжник, потім замок вводять в карман корпуса так, щоб верхнє плече запобіжника стало вище полочки, а направляючий зуб ввійшов в отвір кармана. Установлюють валик підйомника противагою до малого зуба. Перевіряють рухомість замка і замкоутримувача шляхом натискання рукою. Усі деталі повинні вільно повертатися в початкове положення.
Після перевірки установлюють стопорний болт і закручують гайку з шайбою.
3.5.6 Перевірка, регулювання і випробування автозчепу
Контур зчеплення складеного автозчепу перевіряють шаблоном 828р по всій висоті головки. Зазор між шаблоном і корпусом в верхній частині контуру зчеплення не контролюють. Відстань від ударної поверхні малого зуба до замка і від замка до лампи замкоутримувача повинна бути 2…8мм і не менше 820р. Величину виходу замка від крайки малого зуба виключеному запобіжнику перевіряють шаблонами 820р і 787.
Після приймання автозчепу перевіряють рухомість деталей, а потім вибивають на корпусі тавро. Відремонтовані автозчепи установлюють на дерев’яні стелажі у вертикальному положенні( хвостовиком до верху).
Розташування автозчепного пристрою на вагоні у відповідності з нормами перевіряють у вагоноскладальній дільниці. Висота повздовжньої осі автозчепу
повинна знаходитися в межах 1020…1080мм. Різниця між висотами осей автозчепів по кінцях вагону при випуску з ремонту допускається не більше 20мм. Провисання автозчепу повинно бути не більше 10мм, а відхилення до гори не більше 3мм. Відстань від упору голови корпусу до грані розетки повинна бути не менше 70мм при повністю висунутому положенні автозчепу. Довжина цепу розчіпного приводу повинна дозволяти покласти на полицю кронштейну бруківку важеля при відстані між упором автозчепу і розеткою 70 плюс/мінус 5мм, або нижня частина замка не повинна виступати зовні від вертикальної стіни зіву автозчепу після постановки бруківки розчіпного важеля на полицю кронштейна.