Материал: основы проектирования хим произв дворецкий
РАЗРАБОТКА ПРИНЦИПИАЛЬНОЙ ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ |
111 |
|
|
Конические днища, нагруженные изгибающим моментом
Допускаемый изгибающий момент из условия прочности [M ]= D0[F ]/ 4, а из условия устойчивости
[M ]= |
[M ]p |
|
, |
|
|
[M ] |
2 |
||
|
1+ |
p |
|
|
|
[M] |
|||
|
|
|
||
|
|
E |
||
где [M ]p = DF [F ]p  4; [M ]E = DF [F ]E
4; [M ]E = DF [F ]E  3,5.
3,5.
Значения DF, [F]p и [F]E определяют по зависимостям (3.43) – (3.45). Совместное действие нагрузок. Условие устойчивости гладких конических
днищ нагруженных внешним давлением, осевой силой и изгибающим моментом проверяется по формуле
− [p]− [F]+ [M ] ≤1,
p F M
где [p], [F], [M] – соответственно значения допускаемого наружного давления, осевого сжимающего усилия и изгибающего момента для гладких конических днищ.
Кроме того должна быть выполнена проверка устойчивости от отдельных нагрузок p ≤ [p]; F ≤ [F]; M ≤ [M].
В случае действия внутреннего давления принимают p = 0.
Другие конструкции конических днищ и обечаек и схемы их нагружения приведены в ГОСТ Р 52857.2.
3.1.6. РАЗРАБОТКА ПРИНЦИПИАЛЬНОЙ ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ
Принципиальную технологическую схему разрабатывают технологи и специалисты по автоматизации на основе эскизной технологической схемы и выбранного оборудования. При этом разрабатываются способы доставки сырья в цех и отгрузки готовой продукции, обезвреживания и удаления отходов производства, обеспечения экологической безопасности и охраны труда, автоматизации производства [1, 4, 5].
Предварительный вариант технологической схемы вычерчивают с соблюдением определенных правил. Аппараты можно изображать без соблюдения масштаба, но с учетом соотношения размеров. Обязательным является распределение их по высотным отметкам. По горизонтали аппаратуру располагают последовательно в соответствии с технологическими стадиями процесса. Расстояние между аппаратами на схеме должно быть таким, чтобы она удобно читалась.
Каждый аппарат изображается упрощенно в виде эскиза, отражающего его принципиальное устройство. Можно также пользоваться условными обозначениями аппаратов. При установке на технологической стадии нескольких однотипных аппаратов, работающих параллельно, изображают один, а число их указывают в экспликации схемы. Для непрерывных процессов при использовании каскада изображают все аппараты.
112 |
Глава 3. ПРОЕКТИРОВАНИЕ ХИМИЧЕСКИХ ПРОИЗВОДСТВ |
|
|
Основные |
материальные потоки наносят четкими сплошными линиями |
с указанием их направления и соответствующей нумерацией, расшифровка которой приводится в правом верхнем углу схемы.
Каждый аппарат на технологической схеме должен иметь номер, который сохраняется во всех частях проекта (технологической, строительной, электротехнической и т.д.). Аппарат на схеме нумеруется слева направо с учетом технологической последовательности.
На технологической схеме обязательно отмечают, откуда и как поступают в цех сырье и вспомогательные материалы, куда и каким способом удаляются готовая продукция, отходы, сточные воды. При большом расходе сырья целесообразно организовать его прием на цеховой склад. В этом случае изображают схему приема сырья в цех (исходная тара, способ разгрузки, приемная емкость). Если для транспортировки сырья и готовой продукции предусмотрен напольный транспорт, это указывают на схеме.
На принципиальной технологической схеме изображают оборудование не только основных, но и вспомогательных технологических стадий (операций) – таких, как подготовка (измельчение, растворение, суспензирование и т.д.) и дозирование сырья, промежуточноехранение продуктов, поглощениеотходящих газови т.п.
На линиях основных и вспомогательных потоков показывают стандартными условными обозначениями арматуру. После изображения всего оборудования и материальных потоков составляется экспликация оборудования. Она содержит номер, обозначение чертежа аппарата, наименование оборудования, основную характеристику, количество аппаратов и конструкционных материалов.
Разработка принципиальной технологической схемы тесно связано с выбором методов автоматического контроля и регулирования технологического процесса. Автоматизация технологической схемы должна обеспечить контроль, регулирование и сигнализацию предельных значений параметров процесса и состояния технологического оборудования, блокировку и установку технологических машин и аппаратов в аварийных ситуациях.
Приборы и средства автоматизации при выполнении принципиальной технологической схемы могут изображаться развернуто или упрощенно [4, 18]. При развернутом изображении на схеме показывают: отборные устройства, датчики, преобразователи, вторичные приборы, исполнительные механизмы, регулирующие и запорные органы, аппаратуру управления и сигнализации, комплектные устройства (управляющие вычислительные машины, телемеханические устройства) и т.д.
При упрощенном изображении на схеме показывают отборные устройства, измерительные и регулирующие приборы, исполнительные механизмы и регулирующие органы.
Приборы, средства автоматизации, электрические, вычислительные и микропроцессорные устройства на принципиальной технологической схеме показываются в соответствии с ГОСТ 21.404–85. Всем приборам и средствам автоматизации, изображенным на принципиальной технологической схеме, присваиваются позиционные обозначения, сохраняющиеся во всех чертежах и материалах
РАЗРАБОТКА ПРИНЦИПИАЛЬНОЙ ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ |
113 |
|
|
проекта. Отборные устройства для всех постоянно подключенных приборов не имеют специального обозначения, а представляют собой тонкую сплошную линию, соединяющую технологический трубопровод или аппарат с первичным измерительным преобразователем.
Все оборудование (аппараты, насосы, вентиляторы и др.) на схеме необходимо изображать сплошными тонкими линиями толщиной 0,6…0,8 мм, а трубопроводы и арматуру – сплошными линиями в два раза толще, чем оборудование. Условные графические обозначения приборов и средств автоматизации на схемах выполняют линиями толщиной 0,5…0,6 мм, а линии связи – 0,2…0,3 мм
(рис. 3.14).
После изображения на технологической схеме всех приборов и средств автоматизации составляется спецификация по форме ГОСТ 21.110–82. Приборы и средства автоматизации записываются в спецификацию группами: для измерения и регулирования температуры, давления и разряжения, расхода, количества, уровня, состава и качества веществ, прочие приборы.
После разработки принципиальной технологической схемы составляют полное описание ее. При описании каждой технологической стадии кратко сообщается о конструкции аппарата, способе загрузки сырья и выгрузке продуктов переработки, дается характеристика протекающего процесса (периодический, непрерывный, циклический), перечисляются основные параметры его (давление, температура и др.), методы контроля и регулирования, а также все отходы и побочные продукты. Кроме того, описываются также принятые в проекте способы внутрицеховой транспортировки сырья, вспомогательных материалов, реакционных масс, отходов и готовых продуктов.
В ходе проектирования в принципиальную технологическую схему могут вноситься изменения и дополнения. Окончательное оформление схемы производится после принятия основных проектных решений и выяснения вопросов, связанных с размещением и взаимным расположением аппаратов в цехе.
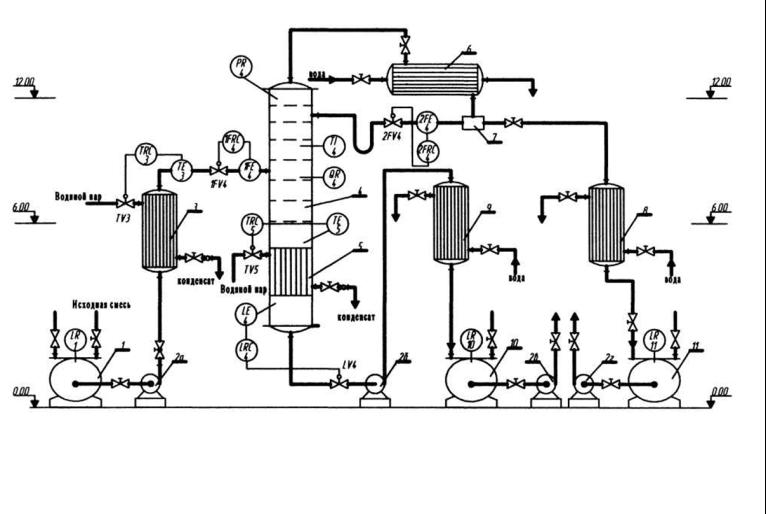
Для примера на рис. 3.26 представлен фрагмент принципиальной технологической схемы, разработанной на основе эскизной схемы (стадия ректификации).
Исходная смесь со склада подается в емкость 1, откуда центробежным насосом 2а направляется в кожухотрубчатый подогреватель исходной смеси 3, а затем в среднюю часть ректификационной колонны 4 с колпачковыми тарелками. Колонна имеет встроенный трубчатый кипятильник кубовой жидкости 5. В результате процесса ректификации в колонне получают пары, обогащенные легколетучим компонентом и кубовый остаток с тяжелолетучим компонентом. Пары направляются на конденсацию в кожухотрубчатый дефлегматор 6, затем жидкость поступает в разделитель 7, откуда часть ее (флегма) идет на орошение в колонну, а другая часть в виде целевого продукта направляется через кожухо трубчатый холодильник 8 в емкость 11 и из нее насосом 2г на склад. Кубовый остаток из колонны насосом 2б подается через холодильник 9 в приемную емкость 10, откуда центробежным насосом 2в направляется на склад.
114
ПРОИЗВОДСТВ ХИМИЧЕСКИХ ПРОЕКТИРОВАНИЕ .3 Глава
Рис. 3.26. Принципиальная технологическая схема ректификационной установки:
1 – емкость исходной смеси; 2 – насосы исходной смеси (а), кубового остатка (б) и для перекачки продуктов на склад (в, г); 3 – подогреватель исходной смеси; 4 – колонна; 5 – встроенный кипятильник; 6 – дефлегматор; 7 – разделительный стакан; 8 – холодильник дистиллята; 9 – холодильник кубового остатка; 10 – емкость дистиллята; 11 – емкость кубового остатка
РАЗРАБОТКА ПРИНЦИПИАЛЬНОЙ ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ |
115 |
|
|
Ранее отмечалось, что при разработке принципиальной технологической схемы выбирают способы удаления отходов. Рассмотрим основные из них.
В дальнейшем под термином «отходы» будем понимать получаемые в технологическом производстве нецелевые продукты, которые не могут быть использованы на данном предприятии, и продукты, которые после соответствующей обработки можно использовать повторно.
Условно отходы технологических производств можно классифицировать следующим образом:
1.По агрегатному состоянию:
− твердые; − пастообразные; − жидкие;
− газообразные.
2.По коррозионной активности:
− нейтральные; − слабоагрессивные; − агрессивные;
− сильноагрессивные.
3.По воздействию на живые организмы:
− токсичные; − нетоксичные.
4.По характеру выделения:
−случайно выделяемые;
−периодически выделяемые.
Как правило, отходами производства являются: отработанная охлаждающая вода, газообразные отходы, жидкие органические соединения, кислотные или щелочные стоки, условно чистые стоки, хозяйственно-фекальные стоки, пастообразные и твердые отходы.
Для удаления отходов из аппаратов и их обезвреживания необходимо учитывать следующее: во-первых, условия выгрузки необходимо предусматривать при конструировании аппаратов, а на основе агрегатного состояния отходов подбирать способ удаления.
Для выгрузки порошкообразных и гранулированных материалов следует применять пневмотранспорт. Для паст и шламов используется метод разбавления водой или дешевым растворителем. Затем полученную суспензию перекачивают на станцию очистки.
Газообразные отходы удаляются и транспортируются за счет избыточного давления, под которым они, как правило, находятся в аппаратах. Эти отходы направляются на сжигание в печи или на так называемый «факел». Если эти газы безвредны, то они выбрасываются в атмосферу.
Жидкие производственные отходы, в зависимости от их свойств, удаляются по одной из следующих линий безнапорной канализации: