Материал: обеспечил вовлечение в переработку
СПБГУАП группа 4736 https://new.guap.ru/i03/contacts
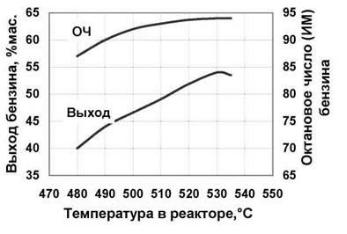
Рисунок 3.11 - Зависимость выхода бензина и его октанового числа (ИМ)
от температуры в реакторе.
При температуре выше 530°С количество образующегося бензина уменьшается, так как начинают разлагаться углеводороды, входящие в его состав. Это явление называют перекрекингом. Он приводит к образованию избыточных количеств газа и кокса. Необходимо подчеркнуть, что на рис.2.4
дан пример изменения выхода бензина в зависимости от температуры для определенного сырья и катализатора. При других составе сырья и катализаторе численные значения выхода и октанового числа бензина будут другими, но влияние температуры (ход кривых) останется аналогичным.
Максимальный выход бензина достигается при температурах 520-530°С
и, при прочих равных условиях, определяется физико-химическими свойствами сырья и активностью катализатора. С увеличением температуры в реакторе октановое число бензина возрастает за счет повышения в нем содержания олефиновых и ароматических углеводородов. Однако при значениях выше 530°С рост октанового числа бензина прекращается,
вследствие устанавливающегося равновесия между изомерами углеводородов,
входящих в его состав.
Кроме того, с повышением температуры в реакторе растет выход сухого газа, пропан-пропиленовой, бутан-бутиленовой фракций и кокса. При этом содержание пропилена и бутилена в соответствующих фракциях также
СПБГУАП группа 4736 https://new.guap.ru/i03/contacts
увеличивается. Рост выхода газообразных продуктов и повышение в них содержания непредельных углеводородов является результатом протекания вторичных реакций, т.к. первичные реакции крекинга приводят к образованию нафтеновых и парафиновых углеводородов изостроения, имеющих третичный атом углерода.
Повышенный выход газообразных углеводородов (С1-С4) вызывает рост давления в реакторе, ухудшает условия работы холодильников конденсаторов главной фракционирующей колонны, компрессора и абсорберов очистки сухого газа.
С увеличением температуры в реакторе ускоряется отщепление боковых цепей у би- и полициклических ароматических углеводородов (реакции деалкилирования). Это способствует образованию ароматических углеводородов с короткими боковыми цепями, обладающими по сравнению с алканами, более высокой плотностью и пониженным цетановым числом. Они концентрируются в легком и тяжелом газойле (кубовом продукте ректификационной колонны). При работе установки температура в реакторе задается такой, при которой обеспечивается заданный выход бензина и его октановое число, а ее постоянство регулируется автоматически расходом регенерированного катализатора, поступающего в реактор с температурой
650-750°С.
Таким образом, температура в реакторе является главнейшим параметром процесса, который, при данном сырье, катализаторе и производительности определяет оптимальный выход бензина с заданным октановым числом.
Давление р=0,1-0,3 МПа создается исключительно для создания направленного движения потоков сырья и катализатора.
Для самого процесса каталитического крекинга повышение давления нежелательно, так как это усиливает реакции конденсации и адсорбцию тяжелых компонентов на катализаторе.
СПБГУАП группа 4736 https://new.guap.ru/i03/contacts
Время контакта сырья изменяет соотношение продуктов крекинга.
Кратность циркуляции катализатора оказывает на конверсию сырья и выход продуктов влияние, аналогичное времени контакта. Под кратностью циркуляции понимают количество катализатора, воспринимающего единицу количества сырья. Увеличение кратности циркуляции приводит к возрастанию коксообразования.
СПБГУАП группа 4736 https://new.guap.ru/i03/contacts
7. ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ УСТАНОВКИ И РЕАКТОРНОГО БЛОКА
На глубину конверсии сырья в значительной степени оказывает влияние газодинамический режим контактирования сырья с катализатором,
осуществляемый в реакторах различных типов.
В реакторах с псевдоожиженным (кипящим) слоем микросферического катализатора катализ, тепло- и массообмен осуществляются при идеальном перемешивании реактантов с катализатором. Как наиболее значимые достоинства реакторов этого типа следует отметить:
высокую их удельную производительность;
легкость транспортирования микросферического катализатора и регулирования технологического режима;
осуществление каталитического процесса в области, близкой к чисто кинетической;
отсутствие градиента температуры в кипящем слое и некоторые другие.
Как недостатки реакторов с кипящим слоем можно указать на следующие:
неравномерность времени пребывания сырья в зоне реакции, в
результате некоторая часть сырья подвергается чрезмерному крекированию до газа и кокса, а другая часть - легкому крекингу;
среднее фиктивное время контакта, хотя и меньше, чем в реакторах с движущимся слоем шарикового катализатора, но недостаточно малое (3-15
мин), чтобы обеспечить максимально высокую селективность крекинга.
Реакторы каталитического крекинга перечисленных выше двух типов в последние годы постепенно вытесняются более совершенными типами -
прямоточными реакторами с восходящим потоком газокатализаторной смеси
(лифт-реактор). По газодинамическим характеристикам этот реактор приближается к реакторам идеального вытеснения (то есть интегрального типа), являющимися более эффективными для каталитического крекинга по
СПБГУАП группа 4736 https://new.guap.ru/i03/contacts
сравнению с реакторами с псевдоожиженным слоем катализатора. При этом время контакта сырья с ЦСК благодаря высокой активности снижается в лифт-
реакторе примерно на 2 порядка (до 2 - 6 с). Высокая термостабильность современных катализаторов (редкоземельных обменных форм цеолитов или безцеолитных ультрастабильных и др.) позволяет проводить реакции крекинга при повышенных температурах и исключительно малом времени контакта, то есть осуществить высокоинтенсивный ("скоростной") жесткий крекинг
(подобно процессам пиролиза).
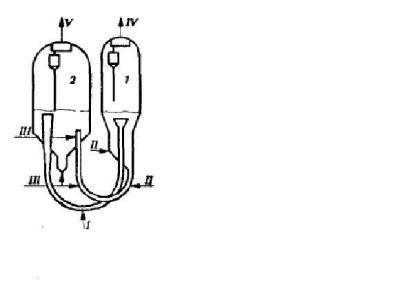
Рис.4. Схема реакторного блока отечественных установок каталитического крекинга с псевдоожиженным слоем катализатора: 43-103. 1-
реактор, 2-регенератор; I-сырье, II-водяной пар, III-воздух, IV-продукты крекинга, V-дымовые газы.
Сырьё с температурой 350-500°С в смеси с пылевидным катализатором поступает через распределительное устройство, создающее псевдоожиженный слой в реакционную зону, в которой осуществляется крекинг сырья. Продукты крекинга поступают в сепаратор, где завершаются химические реакции и происходит отделение катализатора, который отводится из нижней части сепаратора и самотёком поступает в регенератор,