Материал: Методичка_СУХТП_КР_Дадаян_
Линии на функциональных схемах автоматизации должны иметь следующую толщину:
0,6…1,5 мм – контуры технологического оборудования;
0,6…1,5 мм – линии трубопроводных коммуникаций;
0,5…0,6 мм – изображение приборов и устройств автоматизации;
0,2…0,3 мм – линии связи и горизонтальные разделительные линии внутри изображений приборов.
П.1.2. Символьные обозначения
Буквенные обозначения средств автоматизации строятся на основе латинского алфавита и состоят в общем случае из трех групп букв.
Первую группу образует одна буква, обозначающая контролируемый, регулируемый или сигнализируемый параметр:
D- плотность;
E – любая электрическая величина;
F- расход, количество;
G- размер, положение, перемещение;
H – ручное воздействие;
K – время, временная программа;
L – уровень;
M – влажность;
P – давление, вакуум;
Q – состав смеси, концентрация вещества;
R – радиоактивность;
S – скорость, частота;
T – температура;
U – несколько разнородных величин;
V – вязкость;
W – масса.
Для конкретизации величин E, Q, R справа от изображения прибора указывается наименование или символ величины, например, напряжение, ток, мощность (при букве E), pH, O2, CO и т.д. (при букве Q), , , (при букве R). Подробная расшифровка величины U также может быть дана около изображения прибора или на поле обозначений функциональной схемы.
Для обозначения величин, не предусмотренных приведенным списком, следует использовать резервные буквы A, B, C, I, J, N, J, Y, Z (букву X использовать не рекомендуется) с обязательной расшифровкой букв на поле обозначений.
Вторую группу также образует одна буква, используемая не всегда, а лишь при необходимости уточнить характер величины, указанной в первой группе:
D - разность, перепад;
F – соотношение, доля дробь;
J - автоматическое переключение, обегение;
Q – интегрирование, суммирование по времени.
Третья группа может состоять из нескольких букв, обозначающих функций и функциональные признаки приборов6
I - показание;
R – регистрация;
C – регулирование, управление;
S – включение, отключение, переключение;
A – сигнализация;
E – первичное преобразование контролируемого параметра;
T – промежуточное преобразование контролируемого параметра, передача сигналов на расстояние;
K – переключение управления с ручного на автоматическое и обратно, ручное дистанционное управление, управление по программе или коррекция;
Y – преобразование сигналов, вычисление.
Обозначение I, R, C, S, A являются основными, а обозначение E, T, K, Y, - вспомогательными. В группе обозначений функциональных признаков приборов вначале ставятся основные обозначения (одно или несколько), причем порядок следования символов должен соответствовать указанному выше, а затем одно из вспомогательных обозначений (при необходимости). Если некоторая функция прибора является следствием другой, то первая не обозначается (например, регистрирующие приборы в подавляющем большинстве случаев являются и показывающими, поэтому для них достаточно указать функцию R вместо двух функций IR).Если прибор выполняет только вспомогательную функцию E, T, K или Y, то третья группа символов будет образована одним соответствующим вспомогательным символом. Так как символы второй и третьей групп не совпадают, то двусмысленности их толкований быть не может.
Стандарт предусматривает использование дополнительных обозначений, поясняющих основные или вспомогательные обозначения функциональных признаков приборов и помещаемых около изображений приборов:
-
Предельные сигнализируемые значения контролируемых параметров:
H – верхнее предельное значение;
L – нижнее предельное значение (символ H помещается справа сверху у изображения прибора, а символ L – справ снизу; возможно использование обоих символов одновременно);
-
Род энергии сигнала:
E – электрический;
P – пневматический;
G – гидравлический
(при необходимости указания характера преобразования приводят в виде дроби два символа, первый из которых обозначает род сигнала на входе преобразователя, а второй – род сигнала на его выходе, например, E/P, P/E, E/G и т.п.);
-
Характер (форма) сигнала:
A - аналоговый (непрерывный);
D – дискретный (цифровой)
(так же как и в предыдущем случае, символы A и D можно совмещать в виде дроби: A/D – аналого – цифровое преобразование, D/A – цифро-аналоговое преобразование);
-
Операции, выполниемые вычислительными устройствами:
- суммирование сигналов;
K- умножение сигнала на постоянный коэффициент;
*- перемножение двух и более сигналов;
:- деление величин сигналов один на другой;
fn – возведение величины сигнала в степень n;
![]() -
извлечение из величины сигнала корня
степени n4
-
извлечение из величины сигнала корня
степени n4
lg- логарифмирование;
dx/dt- дифференцирование;
![]() -
интегрирование;
-
интегрирование;
x(-1) – изменение знака сигнала (инвертирование);
max- ограничение значения сигнала сверху;
min – ограничение значения снизу;
-
Связь с управляющими или информационными вычислительными машинами и комплексами:
Bi – ввод сигнала в ЭВМ; B0 – вывод сигнала из ЭВМ.
П.1.3. Позиционные обозначения
Всем средствам автоматизации в функциональных схемах присваиваются позиционные обозначения (позиции), используемые во всех документах проекта.
Позиционное обозначение состоит из двух частей: первая часть является номером систем контроля, регулирования или сигнализации (КРС) в проектируемой системе автоматизации, а вторая – номером прибора или устройства в отдельной системе КРС. Позиции записываются арабскими цыфрами. Обе части отделяются одна от другой дефисом. Номер системы КРС, в зависимости от числа таких систем в проекте автоматизации, может состоять из одной, двух и более цифр. Так, если в проекте не более 9-ти систем КРС, то номер будет состоять из одной цифры, если их не более 99, то из двух цифр и т.д. При этом системы КРС разделяются на группы по виду контролируемых, регулируемых и сигнализируемых параметров, и каждой группе отводится серия номеров, например, при двухцифровом позиционном обозначении серии номеров могут быть распределены следующим образом:
Номера 01…29 – для систем КРС температуры;
Номера 30…49 – для систем КРС давления и разряжения;
Номера 50…69 – для систем КРС расхода и количества вещества;
Номера 70…79 – для систем КРС уровня;
Номера 80…89 – для систем КРС параметров качества и состава;
Номера 90…99 – систем КРС других параметров.
Распределение серий номеров должно проводится для каждой системы автоматизации индивидуально в зависимости от числа систем КРС в группах (часть номеров при этом может не использоваться и составлять резерв).
Вторая часть позиционного обозначения – номер прибора или устройства в системе КРС – может состоять из одной или двух цифр в зависимости от числа элементов в системе, причем приборы и устройства нумеруются подряд по ходу движения сигналов от первичного преобразователя до вторичного прибора (в системах контроля) или до исполнительного устройства (в системах регулирования).
Позиционное обозначение вписывается в нижнюю часть окружности, изображающей прибор. Позиционные обозначения исполнительных устройств проставляются рядом с их изображениями.
Спецификация средств автоматизации
|
Позиция |
Измеряемый параметр и/или хара ктеристика среды |
Наименование и техническая характеристика |
Марка |
Кол-во |
Приме-чание |
Приложение 2 ФОРМА И ПРИМЕР ЗАПОЛНЕНИЯ СПЕЦИФИКАЦИИ СРЕДСТВ АВТОМАТИЗАЦИИ
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
3-1
30-1
30-3 50-4
30-5 50-6 70-5
3-2
30-4 |
Температура в кубе К-1, Т=160…200 °С, Р=0,7…1,0 МПа
Давление в К-1, Р=0,7…1,0 МПа
Давление, расход
Давление сжатого воздуха, Р=0,02..0,1 МПа
Температура в кубе К-1, Т=160…200 °С
Вода, Т=20 °С, Р=0,2 МПа |
Термопреобразователь сопротивления платиновый с защитной гильзой; Диапазон измерения –200…600 °С; Длина монтажной части 250 мм
Манометр сильфонный пневматический; Класс точности 0,5; диапазон измерения 0…1,6 МПа
Устройство регулирующее пневматическое пропорционально-интегральное с линейными статическими характеристиками
Электроконтактный манометр; Диапазон измерения 0…0,16 МПа; Класс точности 1,5; напряжение парам. тока –220 В
Мост уравновешенный электронный автоматический самопишущий, регулирующий, сигнализирующий с записью на дисковой диаграмме; класс точности 0,5; Градуировка 21; Диапазон измерения 0..300 °С
Клапан регулирующий с пневматическим мембранным исполнительным механизмом фланцевый, чугунный; Т=-15..300 °С; Ру=1,6 МПа, Ду=50 мм |
ТСП-5071
МС-П2
ПР3.31
ЭКМ-1У
КСМ3-ПИ Мод.1801
25ч.30нж НО |
1
1
2
3
1
1 |
|
Содержание
1.ЗАДАЧА И ОСНОВНЫЕ ЭТАПЫ ПРОЕКТИРОВАНИЯ СИСТЕМ АВТОМАТИЗАЦИИ 3
2.СБОР ИСХОДНЫХ МАТЕРИАЛОВ И ДАННЫХ 3
3.АНАЛИЗ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА КАК ОБЪЕКТА УПРАВЛЕНИЯ 4
3.1. Выбор регулируемых параметров 4
3.2. Выбор регулирующих воздействий 5
3.3. Выбор контролируемых параметров. 5
3.4. Выбор сигнализируемых параметров 6
3.5. Выбор параметров защиты и блокировки 6
4.РАЗРАБОТКА СИСТЕМЫ АВТОМАТИЗАЦИИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА 7
4.1. Выбор системы контроля и регулирования 7
4.2. Выбор средств автоматизации 8
5.ВЫПОЛНЕИЕ ФУНКЦИОНАЛЬНОЙ СХЕМЫ 9
6. СОСТАВЛЕНИЕ ПОЯСНИТЕЛЬНОЙ ЗАПИСКИ 10
6.1. Общая характеристика технологического процесса и задачи его автоматизации 10
6.2. Описание схемы технологического процесса 11
6.3. Анализ технологического процесса как объекта управления 11
6.4. Выбор технических средств автоматизации. 11
6.5. Описание систем контроля, регулирования, сигнализации, защиты и блокировки. 12
6.6. Спецификация средств автоматизации 13
ЛИТЕРАТУРА 13
Приложение 1 14
ОСНОВНЫЕ ПОЛОЖЕНИЯ ОСТ 36,27-77 14
П.1.1 Графические обозначения 14
П.1.2. Символьные обозначения 15
П.1.3. Позиционные обозначения 17
Приложение 2 19
ФОРМА И ПРИМЕР ЗАПОЛНЕНИЯ СПЕЦИФИКАЦИИ СРЕДСТВ АВТОМАТИЗАЦИИ 19
средств автоматизации 19
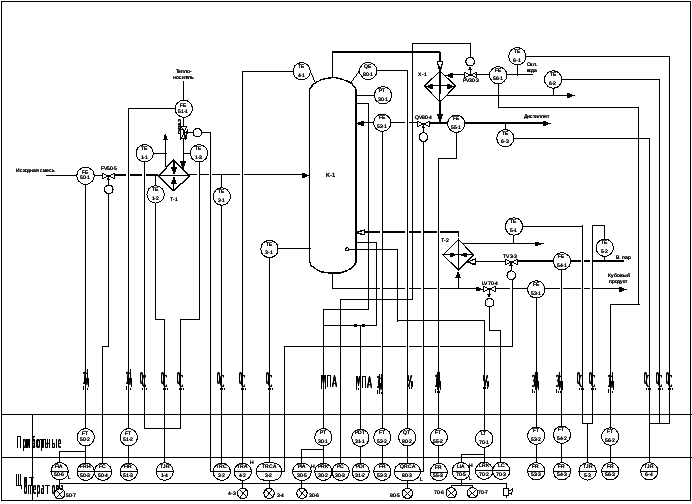
Приложение 3. Пример выполнения функциональной схемы
автоматизации (вклейка)