Материал: Методичка_СУХТП_КР_Дадаян_
4.2. Выбор средств автоматизации
В настоящее время отечественная приборостроительная промышленность выпускает обширную номенклатуру технических средств автоматизации, значительная часть которых объединена в Государственную систему приборов (ГСП). В связи с этим выбор средств автоматизации представляет собой сложную задачу, при решении которой следует руководствоваться следующим общим рекомендациям:
-
)системы автоматизации ТП должны строиться, как правило, на базе серийно выпускаемых средств автоматизации и вычислительной техники;
-
)в качестве первичных и промежуточных преобразователей, вторичных приборов, регулирующих, сигнализирующих и исполнительных устройств следует преимущественно использовать средства ГСП;
-
)при выборе технических средств автоматизации необходимо учитыватьвид и характер ТП, его пожаро- и взрывоопасность, агрессивность и токсичность, а также параметры и физико-химические свойства контролируемых и регулируемых сред, расстояние от местных приборов (первичных преобразователей, исполнительных устройств, до пунктов управления и контроля, требуемую точность и быстродействие контролирующей аппаратуры;
-
)выбор рода используемой энергии (электрической, пневматической, гидравлической) для средств автоматизации определяется пожаро- и взрывоопасностью ТП, агрессивностью, влажностью и пыльностью сред, требуемыми точностью, быстродействием, надежностью технических средств и дальностью передачи информации;
-
)необходимо стремиться к применению однотипных средств автоматизации, обеспечивающих простоту сочетания, взаимозаменяемость, удобство компоновки на щитах управления, простоту обслуживания;
-
) класс точности приборов должен соответствовать технологическим требованиям;
-
) диапазон измерения измерительных приборов должен быть выбран так, чтобы номинальное значение измеряемого параметра составляло 50…70% от верхнего предела измерения;
-
)при большом числе одинаковых параметров контроля рекомендуется применять многоточечные приборы;
-
)количество приборов, средств управления и сигнализации, сосредоточенных на щитах управления, должно быть ограничено и быть таким, чтобы обеспечить оперативное управление;
-
) при прочих равных условиях предпочтение следует отдавать более дешёвым и доступным средствам автоматизации.
Перечисленные принципы не являются исчерпывающими. Окончательный выбор технических средств автоматизации производиться исходя из специфических требований и условий работы конкретного автоматизируемого ТП.
Особое внимание нужно уделить выбору типов регуляторов, реализующих П-,ПИ-,ПД- или ПИД- закон регулирования. Основанием для выбора должен быть специальный инженерный расчет, однако можно сформулировать общие рекомендации по выбору законов регулирования, учитывающие свойства регулируемых объектов и требования к точности регулирования. Рекомендации сведены в таблицу.
Рекомендации по выбору законов регулирования.
|
|
Инерционность объекта (время запаздывания) |
||
|
малая |
большая |
||
|
Требуемая точность регулирования |
низкая |
П |
ПД |
|
высокая |
ПИ |
ПИД |
|
5.Выполнеие функциональной схемы
Функциональная схема автоматизации выполняется на одном или нескольких (в зависимости от размеров автоматизируемого ТП) листах ватмана формата А1
Основное поле листа (листов) отводится для изображения технологической схемы процесса. Технологическое оборудование и трубопроводные коммуникации на функциональных схемах автоматизации представляются упрощенно. Как правило, не изображаются элементы технологических схем, которые не участвуют в процессе нормальной эксплуатации. Исключение составляют случаи, когда задачей курсовой работы или дипломного проектирования является разработка вопросов, связанных с пуском, изменением режимов или остановом ТП. Запорная арматура (задвижки, вентили, краны, шиберы и т.д.) изображается только тогда, когда она участвует в управлении процессом. Технологическое оборудование изображается в соответствии с ГОСТ 2.780-68, 2.782-68, 2.786-70,2.738-74…2.792-74.
Все средства автоматизации, принятые в проекте, изображаются по ОСТ 36,27-77 «Обозначения условные в схемах автоматизации технологических процессов», основные положения которого приведены в приложении 1.
Средства автоматизации, встраиваемые в технологическое оборудование и трубопроводные коммуникации (отборные устройства, первичные преобразователи, исполнительные устройства и т.д.), изображаются на схемах в непосредственной близости от изображений оборудования и коммуникаций.
В нижнем правом углу схемы располагается основная надпись по ГОСТ 2.104-69. Нижняя часть листа, не занятая основной надписью, отводится под изображение приборов и средств автоматизации (кроме отборных устройств, первичных преобразователей, исполнительных устройств). При этом низ листа разделяется тонкими линиями на две полосы шириной по 40 мм: в верхней полосе размещаются изображения щитовых приборов, расположенные в нижней части листа, соединяются линиями связи в соответствии в принятыми схемами контроля и регулирования. Относительное расположение изображений приборов и устройств необходимо указать предельные (максимальные и/или минимальные) значения контролируемых или регулируемых параметров в соответствии с техническим регламентом.
Над основной надписью по ширине помещают перечнь технологического оборудования в виде таблицы содержащей в каждой строке обозначение аппарата или агрегата, его наименование, краткую техническую характеристику. В поле над перечнем оборудования записывают пояснения к условным обозначениям, не предусмотренным стандартами. При отсутствии таких обозначений указанное поле следует оставить свободным.
Пример выполнения функциональной схемы автоматизации приведен в приложении 2.
6. Составление пояснительной записки
Пояснительная записка должна содержать ниже указанные разделы. В заголовках разделов вместо слов «»технологический процесс следует указывать конкретные наименования объектов автоматизации, например, каталитический крекинг, производство изопропилбензола, реакторный блок каталитического риформинга, компрессор центробежный К400-51-2.
6.1. Общая характеристика технологического процесса и задачи его автоматизации
В этом разделе необходимо дать краткую общую характеристику автоматизируемого ТП: назначение, характер процесса (непрерывный,
дискретный, периодический и т.п.), уровень пожаро- и взрывоопасности, особенности перерабатываемых веществ, материалов, реагентов, получаемых продуктов, структуру процесса (последовательная, параллельная, рецикловая, комбинированная) и уровень сложности, характер технологических операций и другие сведения, определяемые спецификой конкретного ТП).
Далее следует кратко проанализировать существующий уровень автоматизации ТП(схемное и аппаратурное оформление), перечислить основные недостатки системы автоматизации (см.раздел 2), а также сформулировать основные задачи разрабатываемой системы автоматизации, вытекающие из особенностей автоматизируемого ТП.
Требования к системе автоматизации должны быть краткими и конкретными. Не рекомендуется приводить расплывчатые формулировки типа: ”Система автоматизации должна обеспечить повышение качества продукции и улучшение условий труда”.
6.2. Описание схемы технологического процесса
Этот раздел является обязательным при курсовом проектирование. В дипломном проекте, если описание автоматизируемого ТП приведено в других разделах, его можно не приводить.
Описание ТП должно быть подробным, однако без излишней детализации. В нем не приводятся никакие сведения о системе автоматизации. В конце раздела необходимо привести данные технологического регламента.
6.3. Анализ технологического процесса как объекта управления
В данном разделе проводится обоснование выбора регулируемых параметров и регулирующих воздействий, параметров контроля и сигнализации, а также, при необходимости, параметров защиты и блокировки с технологической точки зрения по каждому технологическому аппарату с учетом взаимосвязей между ними. При этом следует руководствоваться основными принципами, изложенными в разделе 3.Обоснование должно быть кратким и конкретным.
6.4. Выбор технических средств автоматизации.
Данный раздел должен содержать обоснование выбора конкретных технических средств по следующим группам приборов и устройств:
-
первичные преобразователи (термоэлектрические термометры, термопреобразователи сопротивления, сужающие устройства, приемные устройства уровнемеров, анализаторов и т.д.);
-
вспомогательные преобразователи (преобразователи рода сигнала, нормирующие преобразователи и т.д.);
-
промежуточные преобразователи (манометры, дифманометры, уровнемеры и другие приборы, обеспечивающие дистанционную передачу данных0;
-
вторичные приборы;
-
автоматические регуляторы;
-
исполнительные устройства;
-
сигнализаторы;
-
вспомогательные устройства (разделительные и конденсационные сосуды, панели дистанционного управления, вычислительные устройства и т.д.).
Особое внимание следует уделить выбору местных приборов и устройств (средств групп 1,3,6 и некоторых устройств группы 8), так как их типы, марки и характеристики, пределы измерения, устойчивость к воздействию высоких температур и давлений и агрессивных сред должны определяться конкретными условиями эксплуатации.
Кроме того, следует обосновать выбор законов регулирования, исходя из особенностей объектов регулирования и требований к АСР.
6.5. Описание систем контроля, регулирования, сигнализации, защиты и блокировки.
К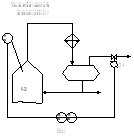 аждая
из предлагаемых систем контроля,
регулирования, сигнализации, защиты и
блокировки должны быть подробно описана
с указанием типов приборов и устройств,
входящих в систему, их позиций и
взаимосвязей между ними. Если в проекте
имеются однотипные системы, то нужно
описать одну из них и сделать ссылки на
номера позиций системы, которые имеют
аналогичное схемное и аппаратурное
оформление. В тексте пояснительной
записки следует выполнить схему
описываемой системы с фрагментом
технологической схемы. Ниже приведено
два примера выполнения описания схемы
(рис. 6.1;6.2).
аждая
из предлагаемых систем контроля,
регулирования, сигнализации, защиты и
блокировки должны быть подробно описана
с указанием типов приборов и устройств,
входящих в систему, их позиций и
взаимосвязей между ними. Если в проекте
имеются однотипные системы, то нужно
описать одну из них и сделать ссылки на
номера позиций системы, которые имеют
аналогичное схемное и аппаратурное
оформление. В тексте пояснительной
записки следует выполнить схему
описываемой системы с фрагментом
технологической схемы. Ниже приведено
два примера выполнения описания схемы
(рис. 6.1;6.2).
Давление верха колонны воспринимается сильфонным манометром МС-П2 (поз.30-1), преобразующим давление в пропорциональный пневматический сигнал дистанционный передачи. Пневмосигнал поступает в качестве переменной на пневматический пропорционально-интегральный регулятор ПР3,31 (поз.30-3) и вторичный прибор ПВ10.1Э (поз. 30-2). Командный сигнал регулятора через станцию управления вторичного прибора направляется на исполнительное устройство 25ч30нжМ (НО) (поз.30-4), установленное на лини отдувки газов из флегмовой емкости.
А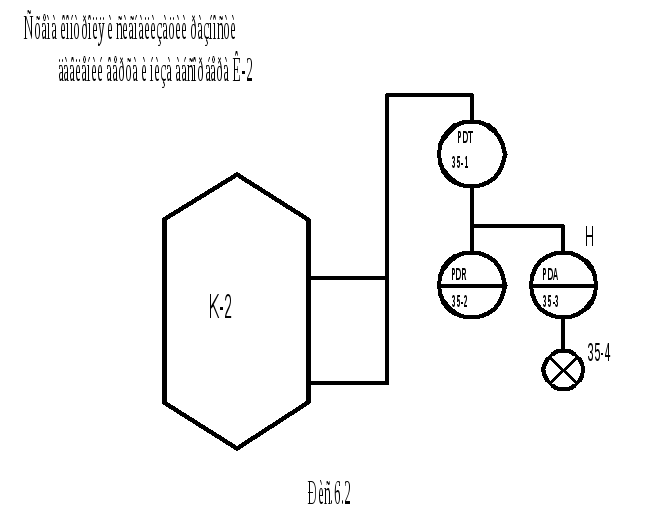 налогичное
схемное и аппаратурное оформление имеют
системы регулирования давления в линии
топливного газа в печь П-2 (поз.32,
исполнительное устройство - на линии
топливного газа в печь), в десорбере К-5
(поз.33, исполнительное устройство- на
выходе циркуляционного газа из десорбера).
налогичное
схемное и аппаратурное оформление имеют
системы регулирования давления в линии
топливного газа в печь П-2 (поз.32,
исполнительное устройство - на линии
топливного газа в печь), в десорбере К-5
(поз.33, исполнительное устройство- на
выходе циркуляционного газа из десорбера).
Разность давления верха и низа абсорбера К-2 преобразуется сильфонным дифманометром ДС-П1 (поз.35-1) в пропорциональный пневмосигнал, поступающий на вторичный прибор ПВ4,2Э (поз.35-2) и электроконтактный манометр ЭКМ-1У (поз. 35-3), обеспечивающий включение сигнальной лампы (поз. 35-4) при достижении разностью давлений верхнего допустимого значения.
Аналогично оформлена система контроля и сигнализации разности давлений в К-3 (поз.36).
6.6. Спецификация средств автоматизации
В спецификацию должны быть сведены все используемые в проекте системы автоматизации технические средства. Спецификация оформляется в виде таблицы, форма и пример заполнения которой приведены в приложении 3.
Литература
-
Автоматические приборы, регуляторы и вычислительные системы: справочное пособие/Под. ред. Б.Д. Кошарскогою - Изд. 3-е,-Л.: Машиностроение, 1976.-486 с.
-
Голубятников В.А., Шувалоа В.В. Автоматизация производственных процессов и АСУП в химической промышленности, - М.: Химия, 1978,-376 с.- (Автоматизация химических процессов)
-
Клюев А.С., Глазов Б.В., Миндин М.Б. Техника чтения схем автоматического управления и технологического контроля/Под ред. А.С. Клюева, -Изд. 2-е,-М.: Энергоатомиздат, 1983,-376 с.
-
Кривошеев В.П. Математическое описание типовых химико-технологических объектов и процессов и управление ими.-Уфа: Изд. Уфимс.нефт.ин-та,1977.-80с.
-
Полоцкий Л.М. ,Лапшенков Г.И. Автоматизация химических производств. Теория, расчет и проектирование систем автоматизации. - М.: Химия,1982.-296 с.- (Автоматизация химических производств).
Приложение 1 основные положения ост 36,27-77 п.1.1 Графические обозначения
Все местные измерительные и преобразующие приборы, устанавливаемые на технологическом трубопроводе, аппарате, стене, полу, колонне, металлоконструкции, изображаются на схемах в виде окружности (рис.П.1,а). Если приборы размещаются на щитах или пультах в центральных или местных операторных помещениях, то внутри окружности проводится горизонтальная разделительная линия (рис. П.1,б).
В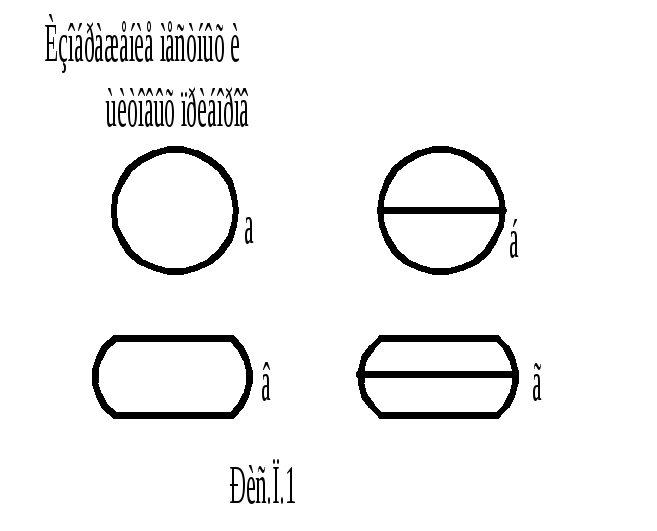 нутрь
окружности вписываются: в верхнюю часть
(в обозначении рис.П.1,а поле внутри
окружности мысленно делится пополам)-
обозначения контролируемых, сигнализируемых
и/или регулируемых параметров, обозначения
функций и функциональных признаков
приборов и устройств в нижнюю часть-
позиционные обозначения приборов и
устройств.
нутрь
окружности вписываются: в верхнюю часть
(в обозначении рис.П.1,а поле внутри
окружности мысленно делится пополам)-
обозначения контролируемых, сигнализируемых
и/или регулируемых параметров, обозначения
функций и функциональных признаков
приборов и устройств в нижнюю часть-
позиционные обозначения приборов и
устройств.
Если число вписываемых символов велико, то допускается изображать приборы так, как показано на рис.П.1, в и рис. П.1, г.
М еста
расположения отборных устройств и точек
измерения параметров указываются с
помощью тонких сплошных линий, проводимых
от изображения первичных измерительных
приборов до изображений технологических
трубопроводов или аппаратов. Если такое
место необходимо указать на схеме более
точно, то тонкая линия должна заканчиваться
кружком диаметром 2мм, расположенным в
соответствующей точке технологической
схемы.
еста
расположения отборных устройств и точек
измерения параметров указываются с
помощью тонких сплошных линий, проводимых
от изображения первичных измерительных
приборов до изображений технологических
трубопроводов или аппаратов. Если такое
место необходимо указать на схеме более
точно, то тонкая линия должна заканчиваться
кружком диаметром 2мм, расположенным в
соответствующей точке технологической
схемы.
Исполнительные механизмы (ИМ) и регулирующие органы (РО) исполнительных устройств (ИУ) имеют изображения, представленные на рис.П.2. При этом обозначения а) есть общее обозначение ИМ, на содержание дополнительных сведений о характере работы. Обозначенных б), в), г) соответствуют ИМ, которых при прекращении подачи энергии или управляющего сигнала регулятора открывают РО (ИУ типа НО – нормально открыт), закрывают РО (ИУ типа НЗ- нормально закрыт) или оставляют его в неизменном положении (ИМ снабжен фиксатором). Обозначение д) соответствует регулирующему органу.
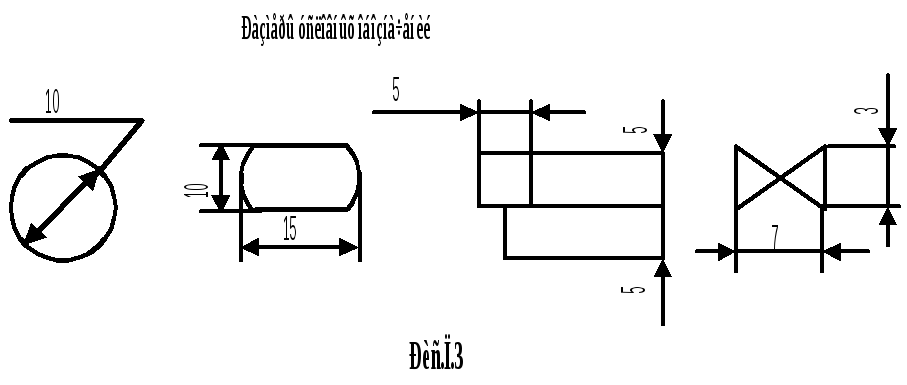
Размеры условных обозначений средств автоматизации приведены на рис. П.3.
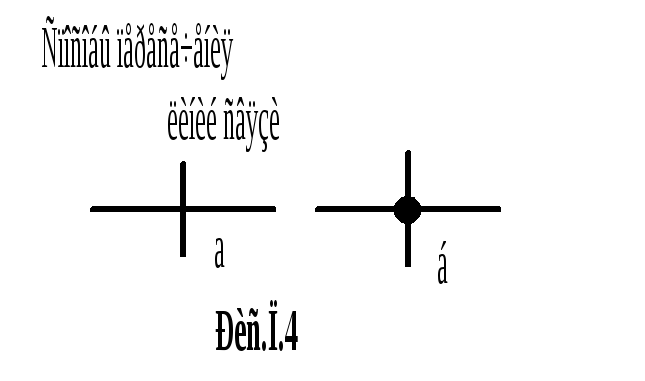
Все линии связей элементов функциональных схем автоматизации выполняются сплошными. На рис.П.4. показаны способы пересечения линей связи (а – без соединения друг с другом, б – с соединением).
Линя связи подводятся к изображению прибора в произвольной точке окружности. При необходимости на линиях связи направление передачи сигналов указывается стрелками.