Материал: Методичка_СУХТП_КР_Дадаян_
Министерство образования и науки Российской Федерации
ГОУ ВПО "УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ
ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ"
КАФЕДРА АВТОМАТИЗАЦИИ ХИМИКО-ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Методические указания к курсовому и дипломному проектированию для студентов специальностей:
240403 ТП -Химическая технология природных энергоносителей и углеродных материалов,
240401 ТС-Химическая технология органических веществ,
240100 ХБ -Химическая технология и биотехнология
Уфа 2005
Печатается по решению Методического совета
Уфимского Государственного Нефтяного Университета
В методических указаниях изложен порядок работы над проектом систем автоматизации технологического процесса при курсовом и дипломном проектировании, приведены содержание пояснительной записки и правила выполнения функциональных схем автоматизации.
Составитель Дадаян Л.Г., доцент, к.т.н.
Рецензенты: Динкель В.Г., доцент, к.т.н.
Кабанова Л.К.,ст. преподаватель
©Уфимский Государственный Нефтяной Технический Университет
2005
1.Задача и основные этапы проектирования систем автоматизации
Автоматизация технологических процессов, являясь одним из главных направлений научно-технического прогресса, создает основу для повышения производительности труда во всех отраслях народного хозяйства.
Современные технологические процессы (ТП) нефтеперерабатывающей, нефтехимической и микробиологической промышленности характеризуются сложностью отдельных элементов и их взаимосвязей, высокими скоростями протекания химических реакций, многомерностью, т.е. большим числом контролируемых и регулируемых параметров и показателей эффективности, разнообразия технологических операций и технологического оборудования, многотоннажностью, а также взрыво- и пожароопасностью. В таких условиях управления ТП становится важным лишь при широком использовании методов, средств и систем автоматизации.
Выполнение курсовой работы по автоматизации ТП (если она предусмотрена учебным планом) и раздела «Автоматика и автоматизация» дипломного проекта (в дальнейшем оба вида работ будут именоваться проектом систем автоматизации) основано на использовании знаний, приобретенных студентами в процессе изучения дисциплин:
-
Автоматизация производственных процессов;
-
Системы управления химико технологическими процессами
-
Управление техническими системами.
Объектом автоматизации могут быть технологические аппараты, агрегаты, машины, участки, установки (в дальнейшем – технологические процессы). Объем работы определяется в каждом конкретном случае руководителем курсовой работы или консультантом по автоматизации при дипломном проектировании (по согласованию с руководителем проекта).
Задача выполнения проекта системы автоматизации состоит в разработке технического задания на проектирование, а также в выработке технических решений по схемному и аппаратурному оформлению системы автоматизации конкретного ТП.
Проектирование системы автоматизации ТП складывается из ряда этапов, содержание которых изложено в следующих разделах.
2.Сбор исходных материалов и данных
Во время производственной или преддипломной практики, предшествующей проектированию, студентами должны быть собраны следующие необходимые для выполнения проекта системы автоматизации материалы и данные:
-
описание технологической схемы автоматизируемого ТП, характеристики сырья, реагентов, продуктов и технологического оборудования, а также технологический регламент ТП;
-
выполненная на бумаге или миллиметровке функциональная схема автоматизации, принятая на данном ТП;
-
перечень всех средств автоматизации ТП (первичных и промежуточных преобразователей, вторичных приборов, регуляторов, исполнительных устройств, вспомогательных средств) с указанием диапазонов измерения параметров и условий эксплуатации (данные следует представлять в виде спецификации, форма которой приведена в приложении 2 );
-
перечень физико-химических параметров продуктов и полупродуктов ТП, анализируемых лабораторным путем, с указанием точек отбора проб, периодичности и методов анализа;
-
недостатки существующей системы автоматизации, установленные путём личного наблюдения или опроса операторов-технологов и работников службы контроля и автоматизации (недостатки могут касаться аппаратурного и схемного оформления системы автоматизации, точек измерения параметров и внесения регулирующих воздействий, ручных, неавтоматических операций сбора, переработки и использования информации, а также лабораторных методов анализа, которые могли бы быть заменены автоматическими методами, и других сторон функционирования системы автоматизации).
3.3. Выбор контролируемых параметров.
Число контролируемых параметров должно быть небольшим, чтобы не создавать информационной перегрузки операторов-технологов, и, вместе с тем, таким, чтобы обеспечить полное представление о ТП. В качестве контролируемых параметров следует выбирать:
-
все регулируемые параметры;
-
параметры, характеризующие качество получаемых продуктов, и другие показатели эффективности ТП;
-
параметры, используемые при расчете технико-экономических показателей (количество потребляемой электроэнергии, сырья, реагентов, материалов, тепла, холода и т.д.);
-
наиболее сильно контролируемые возмущения, которые не поддаются регулированию.
3.4. Выбор сигнализируемых параметров
Для выбора сигнализируемых параметров необходимо провести тщательный анализ ТП в отношении его пожаро- и взрывоопасности, токсичности и агрессивности перерабатываемых и получаемых веществ, а также условий безаварийной и бесперебойной работы отдельных агрегатов и аппаратов ТП. Сигнализировать необходимо о выходе за допустимые пределы (нижние и/или верхние) параметры, изменение которых может привести к нарушениям технологического режима, аварийным ситуациям, несчастным случаям, браку выпускаемой продукции, останову агрегатов и аппаратов ТП, прекращению подачи материалов и энергии. Например, необходимо обеспечить сигнализацию о выходе за верхний и нижний допустимые пределы значения уровня в кубе ректификационной колонны, из которой жидкость откачивается центробежным насосом, так как при превышении уровня и затоплении нижних тарелок нарушается заданная степень разделения, а при опорожнении куба колонны произойдет сброс насоса.
3.5. Выбор параметров защиты и блокировки
В тех случаях, когда требуется срочное вмешательство в ход процесса и реакция оператора-технолога недостаточна для его обеспечения после получения аварийного сигнала, необходимо предусмотреть системы автоматической защиты и блокировки. Параметрами защиты могут быть концентрация взрывоопасных веществ в воздухе производственных помещений, расход хладоагента в экзотермической реактор, давление и уровень в аппаратах и т.п. Системы защиты должны также обеспечить отключение основных насосов, перекрытие топливных и энергетических коммуникаций в аварийных ситуациях, включение резервных насосов при выходе из строя основных. В задачу автоматической блокировки входит предотвращение неправильного пуска или останова агрегатов процесса и исключение возможности выполнения следующих технологических операций, если не выполнена или выполнена неправильно предыдущая операция.
4.Разработка системы автоматизации технологического процесса
4.1. Выбор системы контроля и регулирования
Контроль параметров ТП может осуществляться с помощью местных и дистанционных систем. Основные технологические параметры, информация о которых необходима оператору-технологу для полного представления о процессе, должны быть введены в центральный пункт управления установкой (в операторную) или на местный щит управления участком процесса. Если параметр является и контролируемым, и регулируемым, обе функции объединяются в одной системе. Местные системы контроля применяются в тех случаях, когда информация о соответствующем параметре необходима для местного управлением аппаратом или агрегатом ТП (при пуске, останове или в режиме нормальной эксплуатации). Сигналы о предаварийных и аварийных состояниях ТП должны быть выведены на центральный пульт управления.
При выборе автоматических систем регулирования (АСР) следует отдавать предпочтение простым одноконтурным АСР. В отдельных случаях, когда одноконтурные АСР не обеспечивают необходимого качества регулирования, используются более сложные АСР.
К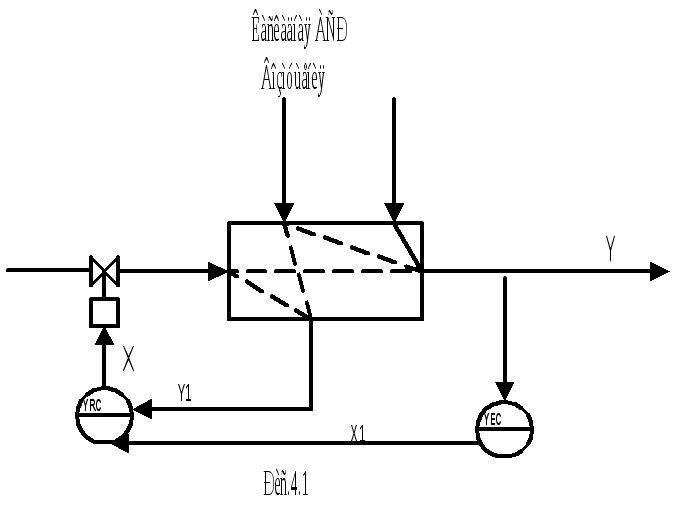
 аскадные
АСР
целесообразно применять при регулировании
параметров в объектах с большим
запаздыванием (как правило, в тепловых,
масообменных и химических объектах).При
этом выбирается вспомогательный,
промежуточный (между точкой приложения
регулирующего воздействия и точкой
измерения основного параметра) параметра
Y1,
который реагирует на регулирующее
воздействие значительно быстрее, чем
основной параметр Y.(рис.4.1.).
аскадные
АСР
целесообразно применять при регулировании
параметров в объектах с большим
запаздыванием (как правило, в тепловых,
масообменных и химических объектах).При
этом выбирается вспомогательный,
промежуточный (между точкой приложения
регулирующего воздействия и точкой
измерения основного параметра) параметра
Y1,
который реагирует на регулирующее
воздействие значительно быстрее, чем
основной параметр Y.(рис.4.1.).
3.Анализ технологического процесса как объекта управления
3.1. Выбор регулируемых параметров
Для обоснованного выбора регулируемых параметров необходимо установить:
-
назначение и показатели эффективности всего ТП в целом и отдельных технологических операций (механических, гидромеханических, теплообменных, массообменных, химических), выполняемых с помощью соответствующей технологической аппаратуры;
-
основные возмущающие воздействия (контролируемые и неконтролируемые), оказывающие влияние на вход ТП и его показатели эффективности;
-
взаимосвязь данного ТП с другими ТП производства (цеха, завода, комбината) и отдельных технологических операций ТП между собой.
В качестве регулируемых параметров прежде всего необходимо выбрать наиболее важные технологические показатели эффективности ТП и его отдельных операций, таких как состав целевого продукта или содержания отдельного комитета в смеси на выходе массообменного или химического аппарата, температура нагрева или охлаждения в теплообменнике, производительность насоса , давление в сепараторе, коэффициент соотношения расходов и т.д.
Также необходимо обеспечить регулирование (стабилизацию или изменение по заданной программе) тех режимных параметров, которые создают оптимальные условия протекания процессов, например, температуры или профиля температур в химическом реакторе, соотношение расходов газовой смеси и абсорбента в процессе абсорбции и т.д.
Особое внимание следует уделить стабилизации (если это возможно) основных возмущений, оказывающих существенное влияние на процесс. Так, например, расход, состав и температура питания являются наиболее сильными возмущениями процесса ректификации, и их желательно застабилизировать, однако обеспечить регулирование расхода и состава питания не всегда удается.
Наконец, следует поддерживать постоянными те температуры, от которых зависит безопасность ведения прцесса и его операций, например, постоянство уровня жидкости в емкости или кубе колонны позволяет обеспечить бепперебойную работу центробежного насоса.
3.2. Выбор регулирующих воздействий
Регулирующие воздействия на процесс с целью регулирования параметров вносятся в подавляющем большинстве случаев с помощью исполнительных устройств, установленных на трубопроводах и изменяющих расход тех или иных материальных потоков. Возможны и другие способы внесения воздействий, такие как изменение числа оборотов насосов, изменение угла наклона лопастей вентиляторов и т.д. При выборе точек внесения регулирующих воздействий следует руководствоваться двумя правилами:
-
степень влияния воздействия на регулируемый параметр должна быть наибольшей;
-
запаздывание, т.е. промежуток времени между моментом внесения воздействия и началом изменения параметра, должно быть минимальным.
Например, регулирование давления в верхней част ректификационной колонны может быть осуществлено изменением расхода хладоагента в дефлегматор, однако этот способ обладает большим запаздыванием и малой степенью влияния на давление в колонне. Лучшие результаты по обоим факторам дает изменение сброса газов из буферной емкости.
При выборе регулирующих воздействий следует учитывать следующее обстоятельство: ТП – это сложная система со взаимосвязанными параметрами, вследствие чего одно регулирующее воздействие способно привести к изменению нескольких регулируемых параметров. Поэтому регулирующее воздействие должно в большей степени влиять на один основной параметр и в меньшей степени - на другие.
6.2. Описание схемы технологического процесса
Этот раздел является обязательным при курсовом проектирование. В дипломном проекте, если описание автоматизируемого ТП приведено в других разделах, его можно не приводить.
Описание ТП должно быть подробным, однако без излишней детализации. В нем не приводятся никакие сведения о системе автоматизации. В конце раздела необходимо привести данные технологического регламента.
6.3. Анализ технологического процесса как объекта управления
В данном разделе проводится обоснование выбора регулируемых параметров и регулирующих воздействий, параметров контроля и сигнализации, а также, при необходимости, параметров защиты и блокировки с технологической точки зрения по каждому технологическому аппарату с учетом взаимосвязей между ними. При этом следует руководствоваться основными принципами, изложенными в разделе 3.Обоснование должно быть кратким и конкретным.
6.4. Выбор технических средств автоматизации.
Данный раздел должен содержать обоснование выбора конкретных технических средств по следующим группам приборов и устройств:
-
первичные преобразователи (термоэлектрические термометры, термопреобразователи сопротивления, сужающие устройства, приемные устройства уровнемеров, анализаторов и т.д.);
-
вспомогательные преобразователи (преобразователи рода сигнала, нормирующие преобразователи и т.д.);
-
промежуточные преобразователи (манометры, дифманометры, уровнемеры и другие приборы, обеспечивающие дистанционную передачу данных0;
-
вторичные приборы;
-
автоматические регуляторы;
-
исполнительные устройства;
-
сигнализаторы;
-
вспомогательные устройства (разделительные и конденсационные сосуды, панели дистанционного управления, вычислительные устройства и т.д.).
Особое внимание следует уделить выбору местных приборов и устройств (средств групп 1,3,6 и некоторых устройств группы 8), так как их типы, марки и характеристики, пределы измерения, устойчивость к воздействию высоких температур и давлений и агрессивных сред должны определяться конкретными условиями эксплуатации.
Кроме того, следует обосновать выбор законов регулирования, исходя из особенностей объектов регулирования и требований к АСР.
6.5. Описание систем контроля, регулирования, сигнализации, защиты и блокировки.
К аждая
из предлагаемых систем контроля,
регулирования, сигнализации, защиты и
блокировки должны быть подробно описана
с указанием типов приборов и устройств,
входящих в систему, их позиций и
взаимосвязей между ними. Если в проекте
имеются однотипные системы, то нужно
описать одну из них и сделать ссылки на
номера позиций системы, которые имеют
аналогичное схемное и аппаратурное
оформление. В тексте пояснительной
записки следует выполнить схему
описываемой системы с фрагментом
технологической схемы. Ниже приведено
два примера выполнения описания схемы
(рис. 6.1;6.2).
аждая
из предлагаемых систем контроля,
регулирования, сигнализации, защиты и
блокировки должны быть подробно описана
с указанием типов приборов и устройств,
входящих в систему, их позиций и
взаимосвязей между ними. Если в проекте
имеются однотипные системы, то нужно
описать одну из них и сделать ссылки на
номера позиций системы, которые имеют
аналогичное схемное и аппаратурное
оформление. В тексте пояснительной
записки следует выполнить схему
описываемой системы с фрагментом
технологической схемы. Ниже приведено
два примера выполнения описания схемы
(рис. 6.1;6.2).
Давление верха колонны воспринимается сильфонным манометром МС-П2 (поз.30-1), преобразующим давление в пропорциональный пневматический сигнал дистанционный передачи. Пневмосигнал поступает в качестве переменной на пневматический пропорционально-интегральный регулятор ПР3,31 (поз.30-3) и вторичный прибор ПВ10.1Э (поз. 30-2). Командный сигнал регулятора через станцию управления вторичного прибора направляется на исполнительное устройство 25ч30нжМ (НО) (поз.30-4), установленное на лини отдувки газов из флегмовой емкости.
А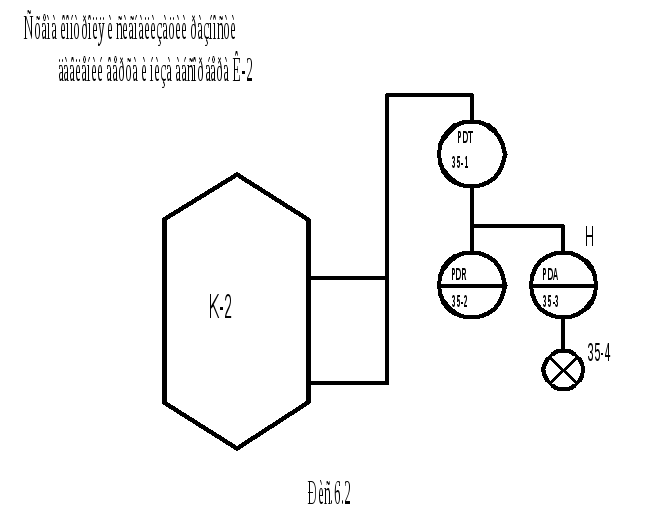 налогичное
схемное и аппаратурное оформление имеют
системы регулирования давления в линии
топливного газа в печь П-2 (поз.32,
исполнительное устройство - на линии
топливного газа в печь), в десорбере К-5
(поз.33, исполнительное устройство- на
выходе циркуляционного газа из десорбера).
налогичное
схемное и аппаратурное оформление имеют
системы регулирования давления в линии
топливного газа в печь П-2 (поз.32,
исполнительное устройство - на линии
топливного газа в печь), в десорбере К-5
(поз.33, исполнительное устройство- на
выходе циркуляционного газа из десорбера).
Разность давления верха и низа абсорбера К-2 преобразуется сильфонным дифманометром ДС-П1 (поз.35-1) в пропорциональный пневмосигнал, поступающий на вторичный прибор ПВ4,2Э (поз.35-2) и электроконтактный манометр ЭКМ-1У (поз. 35-3), обеспечивающий включение сигнальной лампы (поз. 35-4) при достижении разностью давлений верхнего допустимого значения.