Материал: Метод.№1
1. ПРОЕКТУВАННЯ ВИРОБНИЧОГО ПРОЦЕСУ РЕМОНТУ ТЕПЛОВОЗА, ЙОГО АГРЕГАТІВ і ВУЗЛІВ
Проектування в курсовій роботі виробничого процесу ремонту тепловозів на заводі в цілому і особливо в основних цехах є завершальним етапом вивчення і практичного засвоєння студентом загальних принципів, методів і форм організації й технології ремонту тепловозів, виробничих зв'язків між структурними підрозділами заводу й усередині їх, освоєння основних керівних і нормативних технічних матеріалів, що регламентують вимоги до заводського ремонту тепловозів. Мета цієї роботи – створення оптимальної, технічно й економічно доцільної організації ремонтних робіт у заданому цеху й передумов до отримання високих техніко–економічних показників проекту.
Характеристика виробничого процесу ремонту тепловоза або його агрегата чи вузла в заданому цеху повинна відображувати в укрупненому плані основні комплекси розбиральних, ремонтних, складальних і випробувальних операцій, зв'язки між ними в часі й просторі як усередині цеху, так і із суміжними цехами, починаючи з моменту надходження об'єкта ремонту до цеху і закінчуючи виходом із нього, а для тепловоза в цілому – виходом із заводу.
Характеристика ремонтних робіт, виконуваних відділеннями, дільницями й бригадами, викладається коротко, по крупних вузлах, стадіях і етапах, з прив'язкою до місця, часу виконання й попереднього процесу, та зазначенням застосовуваного металообробного, технологічного устаткування, оснащення (іноді й інструменту), а також підйомно–транспортних засобів. Обов'язково відображуються (якщо вони мають місце) особливості ремонту даного вузла (агрегата) "на лінію", тобто на потребу локомотивних депо, тому що ці відмінності визначають декілька інші об'ємні, якісні й вартісні характеристики ремонту лінійної продукції.
Як приклад, наведемо фрагмент опису виробничого процесу ремонту візків тепловозу серії 2ТЭ10В: «... комплект візків з тепловозоскладального цеху за допомогою електрифікованої лебідки по рейковій колії подається в прогін візкового цеху й мостовим краном вантажопідйомністю 30 т установлюється на першу розбиральну позицію (один візок - на стенд для зняття рами з колісно– моторних блоків, інший – на місце очікування розбирання). На стенді від'єднуються тягові буксові повідки, чохли бічних опор, роз'єднуються силові кабелі тягових електродвигунів та виконуються інші підготовчі операції. Підготовлена
6
до піднімання рама візка знімається з колісно–моторних блоків тим же мостовим краном і передається на позицію очищення та обмивання. Тут рама попередньо очищується від нашарувань бруду (вручну) і остаточно обмивається в мийній машині прохідного типу ММД-12М.
При виборі вихідних параметрів проектованого виробничого процесу в основу повинні бути прийняті такі положення:
1.Застосування прогресивних принципів організації ремонту: взаємозамінності, уніфікації й стандартизації, спеціалізації й кооперування, пропорційності виробничих потужностей, ритмічності, безперервності й прямотоковості, паралельності організації робіт і ін.
2.Використання агрегатних методів ремонту.
3.Організації ремонтних робіт за потоковою формою на основі потокових і потоково–конвеєрних ліній.
4.Чітка спеціалізація розбиральних, ремонтних і складальних виробничих позицій.
5.Застосування бригадних форм організації праці на основі паспортизації й атестації робочих місць.
6.Використання новітніх досягнень технології ремонту тепловозів, застосування нових матеріалів, способів обробки, відновлення зношених деталей, безвідходних технологічних методів тощо.
7.Застосування засобів механізації й автоматизації виробничих процесів.
8.Безумовне дотримання вимог безпеки й охорони праці та захисту навколишнього середовища.
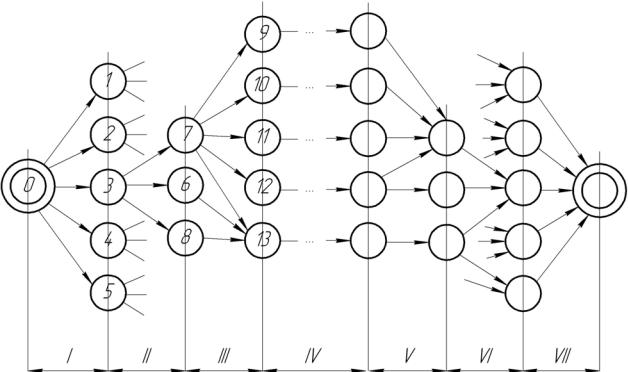
Крім опису виробничого процесу, студент повинен уявити і його структурну схему. Частину такої схеми стосовно до візка тепловоза наведено на рис. 1.
На цій схемі зображено такі етапи виробничого процесу: I – попередне розбирання; II – очищення і обмивання візка; III – остаточне розбирання; IV - слюсарний ремонт рами візка; V – механічна обробка та остаточний ремонт рами
візка; VI – попередне складання рами візка; VII – опускання рами на колісно моторні блоки та остаточне складання візка. 0-13 – моменти закінчення та початку виконання робіт.
В результаті проектування виробничого процесу студент отримує основні передумови для визначення тривалості й трудомісткості виробничого циклу, тобто параметрів, які йому будуть необхідними при розробці графіка виробни-
7
чого процесу й визначенні основних параметрів цеху та його структурних підрозділів.
Рис.1.Структурна схема виробничого процесу ремонту візка тепловоза 2ТЭ10В.
2. СКЛАД ЦЕХІВ І ВІДДІЛЕНЬ
Склад основних виробничих підрозділів заводу визначається вимогами виробничого процесу ремонту тепловоза, його агрегатів і вузлів.
Розробка виробничої структури цехів (відділень), проектування, розрахунки їхніх пристроїв і оснащення можуть бути виконані з урахуванням приблизного складу основних виробничих підрозділів, наведеного в [7, табл. 1].
Складаючи подібну таблицю у своїй курсовій роботі, студент повинен вивчити й відобразити в її правій частині характер ремонтно–складальних робіт, здійснюваних у відділеннях і на дільницях, і тим самим обґрунтувати виконаний їм вибір виробничої структури цеху й обсяг проектованого виробничого процесу.
З метою вдосконалення управління виробництвом і поліпшення його техні- ко–економічних характеристик склад цеху проектується за принципом чіткої
8
спеціалізації його структурних підрозділів за предметною й технологічною ознаками з урахуванням технологічних особливостей ремонту агрегатів і вузлів, наявних у програмі цеху, і обсягу річної виробничої програми.
Структура цеху, намічена первісно, уточнюється остаточно після виконання всіх розрахунків в результаті розробки схеми організації й управління виробництвом. Справа в тім, що майже всі тепловозоремонтні заводи реконструйовані з паровозоремонтних, і на кожному з них зберіглися (повністю або частково) історично сформовані особливості виробничої структури. Тому, наприклад, відділення ремонту роликових букс і підшипників, нетипове для ремонту паровозів, яке виникло у зв'язку з переведенням локомотивів на підшипники кочення, може входити до складу як колісного, так і візкового цеху . Те ж можна сказати відносно дільниці складання й накочення колісно-моторних блоків та ряду інших відділень й дільниць. На ряді заводів колісний і візковий цехи з метою скорочення структури адміністративно-технічного персоналу об'єднані в один – колі- сно-візковий (з колісним і візковим відділеннями).
Як відомо, ремонт тепловозів на заводах може здійснюватися як комплексно, так і за принципом кооперації. Якщо, наприклад, на заводі застосовується кооперація з ремонту електричних машин, то до складу заводу зазвичай не включається електромашинний цех, a при кооперації з ремонту дизелів – дизельний цех. Але при відсутності електромашинного цеху в структурі заводу повинно бути збережене виробництво з ремонту електричної апаратури, і електроапаратне відділення або включається до складу тепловозоскладального цеха, або виділяється в самостійний електроапаратний цех. Можливі й інші часткові особливості виробничої структури.
Студент при проектуванні складу цеху або відділення повинен чітко уявляти ці особливості, враховувати й обумовлювати їх у розрахунково–пояснювальної записці. Крім того, необхідно брати до уваги такі рекомендації, що виходять із співвідношення загальнозаводської структури з обсягом річної виробничої програми:
– при річній програмі менш 500 секцій ремонт візків може здійснюватися, наприклад, у відділенні з ремонту візків, яке входить до складу тепловозоскладального або колісно-візкового цеху; при річній програмі 500 секцій і вище для ремонту візків виділяється окремий цех;
9
–при річній програмі менш 500 секцій ремонт колісних пар здійснюється в колісному відділенні, що входить до складу тепловозоскладального або колісновізкового цеху; при програмі 500 секцій і вище ремонт колісних пар виділяється
вокремий цех;
–при річній програмі менш 600 секцій ремонт електричних апаратів здійснюється в електроапаратному відділенні, що входить до складу електромашинного цеху, а при відсутності останнього на заводі – до складу тепловозоскладального цеху; при програмі 600 секцій і більше передбачається самостійний електроапаратний цех.
Для орієнтування студентів у [7, табл.1] наведені можливі варіанти складу основних цехів. При розробці цього питання в курсовій роботі варто дотримуватися такої ж структури таблиці, із зазначенням в її правій частині робіт, які виконуються відділеннями й дільницями.
3.ВИБІР РЕЖИМУ РОБОТИ ЦЕХУ (ВІДДІЛЕННЯ) І РОЗРАХУНОК
ФОНДІВ ЧАСУ
Режим роботи цеху (відділення) визначається:
-видом робочого тижню,
-кількістю робочих змін на добу S;
-тривалістю робочої зміни ts , год.
При цьому враховуються умови технологічної безперервності та інші особливості виробництва. На підставі прийнятого режиму роботи розглядаються річні номінальний і дійсний фонди часу цеху (відділення), робочого місця (виробничої позиції), устаткування й робітників різних категорій.
Відповідно до діючого трудового законодавства, яке оформлене у вигляді Кодексу законів про працю в Україні (КЗППУ), для виробничих підприємств промисловості й транспорту встановлений п'ятиденний перервний робочий тиждень загальною тривалістю 40 годин з двома вихідними днями, що відповідає середній тривалості однієї робочої зміни ts = 8 годин. На робочу добу залежно від умов безперервності виробничого процесу може установлюватися S=1 - 4 робочі зміни. Для основних, допоміжних, обробних і заготівельних цехів тепловозоремонтного заводу, як правило, установлюється одноабо двозмінний режим роботи. Виключеннями є ливарний цех, просочувально-сушильне відділення електромашинного цеху, випробувальні станції й деякі інші дільниці ви-
10