Материал: Менеджмент качества (ПЗ, 38.03.02)
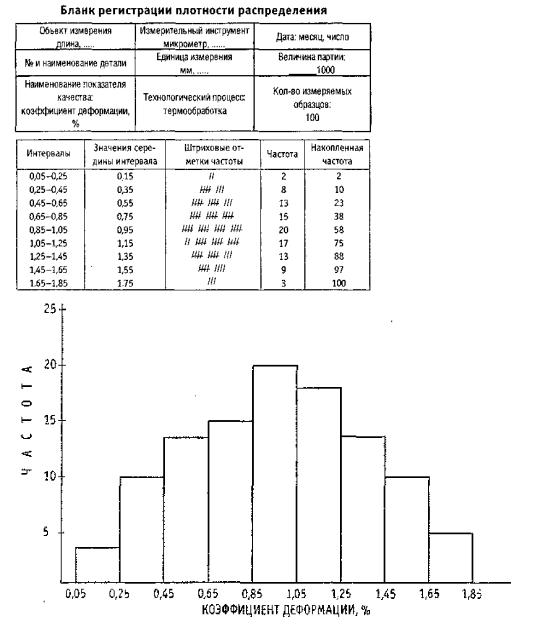
Рисунок 5.1. - Гистограмма
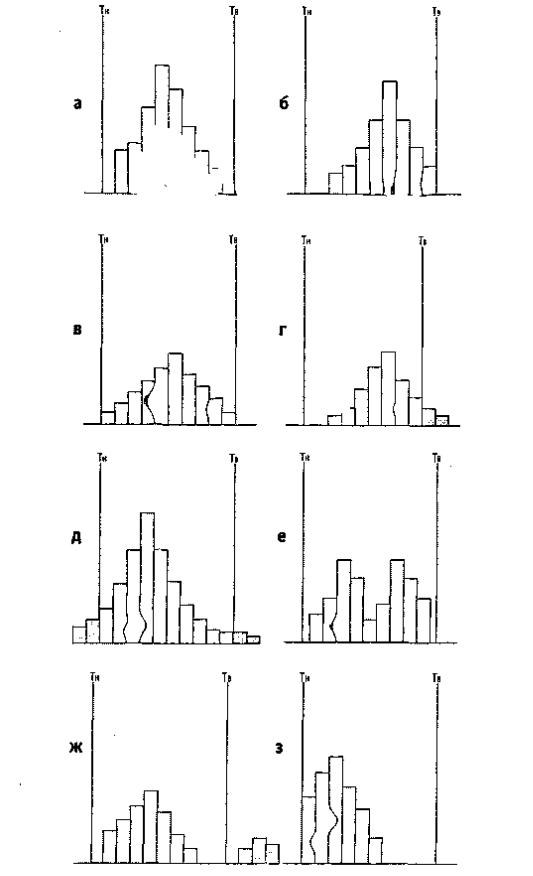
Рисунок 5.2. – Сочетание плотности распределения с допуском: Тн, Тв
– нижний и верхний предел допуска
На рис. 5.2,а форма распределения удовлетворительна, ибо ее левая и правая стороны симметричны. Если широту распределения сравнить с шириной допуска, то она составит примерно 3/4. Кроме того, центр распределения и центр поля допуска совпадают. Это говорит о том, что качество партии находится в удовлетворительном состоянии. Следовательно, в данной ситуации можно продолжить изготовление продукции.
На рис. 5.2,б форма распределения отклонена вправо, поэтому центр распределения тоже смещен. Имеется опасение, что среди изделий — в остальной части партии — могут находится дефектные, выходящие за верхний предел допуска. В этом случае проверяют, нет ли систематической ошибки в измерительных приборах.
Если нет, то продолжают изготавливать продукцию, отрегулировав операцию так, чтобы центр распределения совпадал с центром поля допуска.
На рис. 5.2,в центр распределения расположен правильно, однако, поскольку широта распределения совпадает с широтой поля допуска, то имеется опасение, что со стороны верхнего и нижнего пределов допуска могут появиться дефектные изделия. Если продолжить выполнять операции таким же способом, то обязательно появятся дефектные изделия. Поэтому, чтобы сузить широту распределения, необходимо принять меры для обследования оборудования, условий обработки, оснастки и т. д.
На рис. 5.2,г центр распределения смещен, что говорит о присутствии дефектных изделий. Так как широта распределения и широта поля допуска почти одинаковы, необходимо без промедления путем регулирования переместить центр распределения в центр поля допуска и либо сузить широту распределения, либо пересмотреть допуск.
На рис. 5.2,д центр распределения совпадает с центром поля допуска, но широта распределения превышает широту поля допуска, обнаруживаются дефектные изделия по обе стороны допуска. Необходимо провести управляющие воздействия для ликвидации дефектных изделий.
На рис. 5.2,е распределение имеет два пика, хотя образцы взяты из одной партии. Это явление объясняется либо тем, что сырье фактически было двух разных сортов, либо в процессе работы была изменена настройка станка, либо тем, что в одну партию соединили изделия, обработанные на двух разных станках. Исходя из этих и других соображений, следует производить обследование послойно.
На рис. 5.2,ж главные части распределения (широта и центр) в норме, однако незначительная часть изделий выходит за верхний предел допуска и, отделяясь, образует обособленный островок.
Изделия, выделенные в этом островке, возможно, представляют собой часть дефектных изделий, которые могли перемешать с качественными изделиями в общем потоке технологического процесса. В данной ситуации следует принять меры для выяснения самых различных обстоятельств, достаточным образом объясняющих причину явления.
На рис. 5.2, з центр распределения смещен. Левая сторона распределения («3») имеет вид высокого края (в форме обрыва). Такая

гистограмма отражает случаи, когда, например, требуется исправление параметра, имеющего отклонение от нормы, или искажена информация о данных и т. д. При этом необходимо уделить внимание случаю грубого искажения данных при измерениях и принять меры к тому, чтобы такие случаи не повторялись.
Хотя гистограмма позволяет распознать состояние качества партии изделий по внешнему виду распределения, она не дает всей информации о величине широты, симметрии между правой и левой сторонами распределения, наличии или отсутствии центра распределения в количественном выражении.
Ниже рассмотрим, как определить количественное выражение для среднего арифметического и дисперсии в распределении.
Лабораторная работа №6 ИЗУЧЕНИЕ ПРИНЦИПОВ СТАТИСТИЧЕСКОГО
РЕГУЛИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ПО КОЛИЧЕСТВЕННОМУ ПРИЗНАКУ НА ОСНОВЕ КОНТРОЛЬНЫХ КАРТ
Цель работы: по данным индивидуального задания построить контрольные карты по количественному признаку ( X и R карты) и определить точки регулирования.
Содержание работы Методическое обеспечение
2.1.Методические указания по выполнению работы.
2.2.Плакаты и учебные пособия.
2.3.Средства вычислительной техники.
2.4.Натурные образцы.
1.Общие положения.
Контрольные карты представляют собой графики, по горизонтальным осям которых откладываются номера выборок, а по вертикальным осям
выборочные значения соответственно X , X , S, R . На контрольной карте
отмечаются границы регулирования, которые являются ограничением и служат индикатором налаженности процесса.
Требуется по данным выборки предыдущей лабораторной работы построить два типа контрольных карт: контрольную карту среднеарифметических значений ( X -карта) и контрольную карту размахов (
R-карта).
2.Методика построения X -карта
Прежде чем переходить к построению контрольной карты требуется определить границы регулирования.
Для контрольной карты средне арифметических значений
ГВ X A1 – верхняя граница регулирования
ГH X A1 – нижняя граница регулирования
где X – средне арифметическое значение всей выборки см. лаб. 4 A1 – коэффициент, учитывающий объем малой выборки, при n 10
значение A1 принимается 0,95;
– среднеквадратическое отклонение, см. лаб. 4 Далее необходимо произвести расчет статистических характеристик
выборок малого объема, которые располагаются в строках выборки индивидуального задания, а именно:
Xi – сумма значений параметров в малой выборке (сумма по строкам)
X i – среднеарифметическое значение, Xi /10
Ri – размах выборки (разница между Xmin и Xmax )
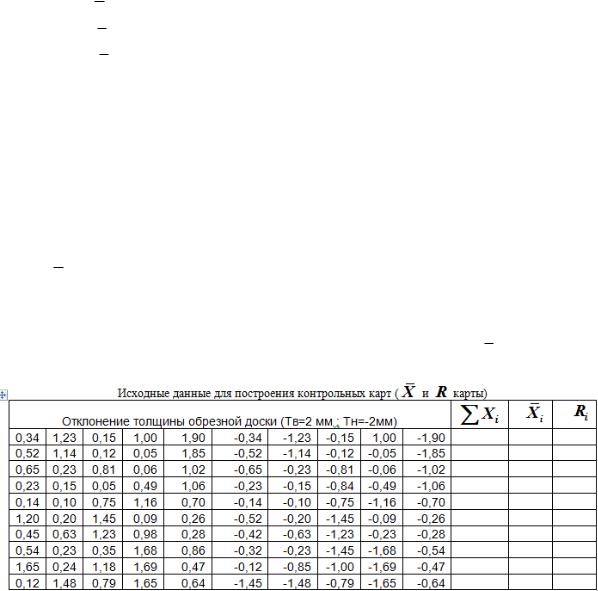
Таблица1
Исходные данные для построения контрольных карт ( X и R карты)
Пример построение контрольной карты приведен ниже. Стрелкой на контрольной карте отмечаются выборки, свидетельствующие о разладе технологического процесса и необходимости вмешательства с целью корректировки. После наладки процесс протекает нормально как это видно из карты.