Материал: Менеджмент качества (ПЗ, 38.03.02)
точности и стабильности технологических процессов и на конкретном примере дать рекомендации по управлению качеством лесопродукции.
Содержание работы Методическое обеспечение
2.1.Методические указания по выполнению работы.
2.2.Плакаты и учебные пособия.
2.3.Средства вычислительной техники.
2.4.Натурные образцы.
1. Классификация статистических методов управления качеством продукции.
Статистические методы управления качеством продукции обладают в сравнении со сплошным контролем продукции таким важным преимуществом, как возможность обнаружения отклонения от технологического процесса не тогда, когда вся партия деталей изготовлена, а в процессе производства (когда можно своевременно вмешаться в процесс и скорректировать его).
Основные области применения статистических методов управления качеством продукции представлены на рис. 3.1.
Рисунок 4.1. – Статистические методы управления качеством продукции
Раскроем понятия, используемые на представленной схеме (рис. 4.1).
Статистический анализ точности и стабильности технологического процесса — это установление статистическими методами значений показателей точности и стабильности технологического процесса и определение закономерностей его протекания во времени.
Статистическое регулирование технологического процесса — это корректирование значений параметров технологического процесса по результатам выборочного контроля контролируемых параметров, осуществляемое для технологического обеспечения требуемого уровня
качества продукции.
Статистический приемочный контроль качества продукции — это контроль, основанный на применении методов математической статистики для проверки соответствия качества продукции установленным требованиям и принятия продукции.
Статистический метод оценки качества продукции — это метод, при котором значения показателей качества продукции определяют с использованием правил математической статистики.
Термин «статистический приемочный контроль» не следует обязательно связывать с контролем готовой продукции. Статистический приемочный контроль может применяться на операциях входного контроля, на операциях контроля закупок, при операционном контроле, при контроле готовой продукции и т. д., т. е. в тех случаях, когда надо решить — принять или отклонить партию продукции.
Область применения статистических методов в задачах управления качеством продукции чрезвычайно широка и охватывает весь жизненный цикл продукции (разработку, производство, эксплуатацию, потребление и т.
д.).
Статистические методы анализа и оценки качества продукции, статистические методы регулирования технологических процессов и статистические методы приемочного контроля качества продукции являются составляющими управления качеством продукции.
Если под статистическим анализом точности технологического процесса понимается оценивание статистическими методами значений показателей точности процесса и определение закономерностей его протекания во времени, то точность технологического процесса – это его свойство, обуславливающее близость действительных и номинальных значений параметров производимой продукции.
Чем ближе действительные параметры продукции к их номинальным значениям, тем выше точность процесса. Точность процесса тесно связана со стабильностью процесса.
Стабильность технологического процесса – это его свойство устойчиво сохранять требуемую точность во времени без дополнительных настроек и регулировок.
2. Методика определения точности и стабильности.
1. Находят среднее арифметическое значение контролируемого параметра по всей выборке
n
xi fi
x |
i 1 |
|
, |
|
|
||
|
|
n |
|
где xi – середина интервала (по таблице); fi – частота (по таблице);
n – объем выборки.

2. Определяют сумму квадратов отклонений контролируемого параметра
n |
|
|
|
|
S xi x 2 |
fi |
|
, |
|
i 1 |
|
|
|
|
|
|
|
|
|
где x – среднее арифметическое значение,
3. Определяют дисперсию – меру рассеивания на единицу данных
D Sn ,
4. Определяют среднеквадратическое отклонение
 D ,
D ,
5. Определяют показатель точности
KТ 6 ,
T
где T – широта поля допуска, T TВ TН ,
Если показатель точности до 0,75, то технологический процесс считается достаточно точным, если от 0,75 до 0,98, то процесс требует внимательного наблюдения и если значение точности более 0,98, то процесс считается неудовлетворительным и требуются немедленное вмешательство с целью устранения причин дефектов продукции.
6. Определяю показатель уровня настройки оборудования
Tx
КН ЦT ,
где |
T |
– заданный цент поля допуска, T |
|
|
|
|
|
TН |
|
|
, |
|||||
|
|
TВ |
|
|
|
|
|
|||||||||
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|||||||
|
Ц |
|
|
|
Ц |
2 |
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Данный показатель характеризует точность настройки оборудования на |
||||||||||||||||
протяжении хода технологического процесса. При значении K Í близком к |
||||||||||||||||
нулю настройка считается точной. |
|
|
|
|
|
|
||||||||||
7. Определяют показатель стабильности процесса |
|
|
|
|
|
|
||||||||||
|
|
T |
x |
|
|
|
|
|
|
|
||||||
КC |
1 |
Ц |
0 |
, |
|
|
|
|
|
|
||||||
|
R |
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
||||||
где x0 – середина интервала с максимальной частотой,
R – размах (широта распределения).
Если данный показатель меньше 0,75, то процесс считается нестабильным, при значении более 0,75 процесс считается удовлетворительным.
Лабораторная работа № 5
СТАТИСТИЧЕСКИЙ МЕТОД ОЦЕНКИ КАЧЕСТВА ПРОДУКЦИИ
Цель работы: произвести оценку качества продукции по форме составленной гистограммы на основе статистической обработки измеренных
данных и дать рекомендации для управления.
Содержание работы Методическое обеспечение
2.1.Методические указания по выполнению работы.
2.2.Плакаты и учебные пособия.
2.3.Средства вычислительной техники.
2.4.Натурные образцы.
1.Гистограммы, способы их составления.
Одним из способов графического изображения является гистограмма (столбиковая диаграмма), которая отражает состояние качества проверенной партии изделий и помогает разобраться в состоянии качества изделий в генеральной совокупности, выявить в ней положение среднего значения и характер рассеивания.
Каким образом составляются гистограммы?
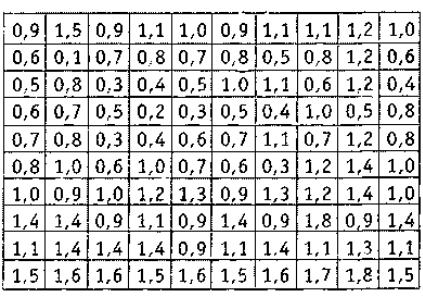
Например, нами измерен коэффициент деформации металлического материала в процессе термообработки. По результатам измерений составим табл. 5.5. Однако, рассматривая таблицу, можно понять, что получить достоверную информацию невозможно. Целесообразно упорядочить эти данные. В такой ситуации лучше составить гистограмму.
Таблица 5.1
Последовательность составления гистограммы:
1.Намечают к обследованию показатели качества (в изделиях одной партии). Например, длина, диаметр, твердость, масса, овальность, предел прочности и т. д.
2.Осуществляют измерения.
Обычно число измеряемых единиц берется в пределах 100, но их должно быть не менее 50.
Измеренные значения вписывают в соответствующий бланк
регистрации. В табл. 3.6 приведен пример бланка регистрации.
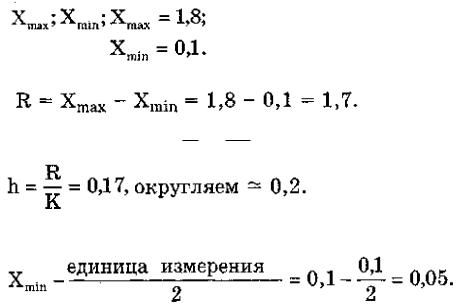
3.Среди измеренных значений находят
4.Определяют широту распределения (размах)
5.Определяют широту интервала, предварительно определив количество интервалов К 
 N
N 
 100 10
100 10
6.Устанавливаем граничные значения интервалов. Наименьшее граничное значение для первого участка определяем
Находим вторую границу интервала, прибавляя ширину интервала h=0,2 : 0,05 - 0,25, и т. д.
7.Определяем штриховыми отметками количество показателей, попавших в данный интервал вида //// /...... (см. табл. 3.6).
8.В бланк регистрации вписываем середины каждого интервала и подсчитываем частоты.
9.Строим гистограмму распределения, по оси абсцисс наносим границы интервалов, а по оси ординат — шкалу для частот.
На рис. 3.17 изображена гистограмма по результатам примера. По изображенному распределению на гистограмме можно выяснить, в удовлетворительном ли состоянии находятся партии изделий и технологический процесс. Выяснив это, можно активно решать проблемные моменты.
Для этой цели исходя из установленных допусков рассматривают следующие вопросы: какова широта распределения по отношению к широте допуска, каков центр распределения по отношению к центру поля допуска, какова форма распределения. По форме распределения, которая легко вырисовывается, рассмотрим, какие меры можно принимать в различных случаях. На рис. 5.2 приведены примеры различных сочетаний плотности распределения с допуском.
Таблица 5.1