Материал: Лекции по ТПвМ
 , (4.4)
, (4.4)
где
![]() .
.
Чем
меньше значение
![]() ,
тем меньше рассеивание и кривая имеет
суженную форму (рис.4.4).
,
тем меньше рассеивание и кривая имеет
суженную форму (рис.4.4).
Рис. 4.4 – Влияние на форму кривой рассеивания
В
тех случаях, когда распределение
случайных погрешностей подчиняется
закону нормального распределения, в
интервале
![]() находится около 25% размеров деталей
партии, в интервале
находится около 25% размеров деталей
партии, в интервале
![]()
50%, в интервале
50%, в интервале
![]()
75% и в интервале
75% и в интервале
![]() - около 99,7% всех размеров.
- около 99,7% всех размеров.
4.3 Определение возможного брака по площади кривой распределения
Кривые рассеивания фактических размеров, полученные на основании наблюдений, имеют вид ломаных линий. Для сопоставления и определения степени приближения кривой рассеивания фактических размеров к теоретической кривой распределения вычерчивают обе кривые в одинаковом масштабе.
Зная средний размер
Lср
и среднее квадратичное отклонение
можно построить кривую нормального
распределения для каждого наблюдения.
Графическое построение может быть
упрощено, если воспользоваться значениями
ординат Y,
вычисленных при
![]() ,
т.е. для уравнения
,
т.е. для уравнения
![]() , (4.5)
, (4.5)
где
![]() ;
- абсцисса, отсчитываемая от центра
группирования) (т.е. координата Lср
принимается
за «0».
;
- абсцисса, отсчитываемая от центра
группирования) (т.е. координата Lср
принимается
за «0».
В зависимости от аргумента Z величина Y имеет следующие значения:
Z |
0 |
0.5 |
1.0 |
1.5 |
2.0 |
2.5 |
3.0 |
Y |
3989 |
3521 |
2420 |
1295 |
540 |
175 |
44 |
Для построения ветви кривой нормального распределения достаточно 5-7 точек, причем первое значение абсциссы, определяющее вершину кривой, необходимо принять Х=0, а последнее не должно выходить за пределы Х=3σ. После этого определяют и по этим данным находят соответствующее значение Y.
Для приведения кривой нормального распределения к тому же масштабу (частоте), что и у кривой рассеивания фактических размеров, ординату Y умножают на масштабный коэффициент
![]() , (4.6)
, (4.6)
где
![]() - ордината кривой нормального распределения
в масштабе фактическом;
- ордината кривой нормального распределения
в масштабе фактическом;
n – общее число деталей в партии;
![]() -
интервал на оси абсцисс, принятый при
построении кривой рассеивания
фактических размеров (в тех же единицах,
что и
-
интервал на оси абсцисс, принятый при
построении кривой рассеивания
фактических размеров (в тех же единицах,
что и
![]() ).
).
Площадь, ограниченная кривой нормального распределения, выражает в установленном масштабе полное число деталей в данной партии (рис.4.5).
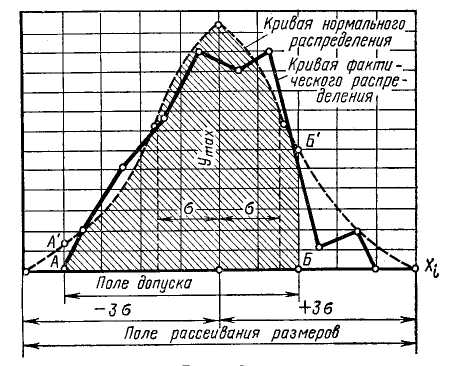
Рис. 4.5 – Кривые нормального и фактического распределения размеров
Часть площади, ограниченная прямыми АА и ББ и кривой нормального распределения (заштрихованная площадь), определяет число годных деталей.
Вероятность получения деталей с размерами в границах допуска определяется отношением заштрихованной площади ко всей площади, ограниченной кривой, а незаштрихованные площади определяют вероятность брака. Таким образом, отнеся эти площади к общей площади кривой распределения и умножив на 100, можно получить процент брака для данного технологического процесса.
Для определения соответствующих площадей (ограниченных верхним и нижним пределами допуска), расположенных по обе стороны центра рассеивания, пользуются уравнением кривой Гаусса при аргументе :
![]() , (4.7)
, (4.7)
где
![]() - частость (вероятность) появления
благоприятных случаев;
- частость (вероятность) появления
благоприятных случаев;
![]() -
число благоприятных случаев;
-
число благоприятных случаев;
![]() -
число возможных случаев;
-
число возможных случаев;
![]() -
площадь под одной половиной кривой
нормального распределения, ограниченной
с одной стороны средним значением (ось
симметрии кривой) и с другой стороны –
отклонением отдельных значений.
-
площадь под одной половиной кривой
нормального распределения, ограниченной
с одной стороны средним значением (ось
симметрии кривой) и с другой стороны –
отклонением отдельных значений.
Значения
![]() (половины предельных площадей под кривой
нормального распределения) приводятся
в справочниках.
(половины предельных площадей под кривой
нормального распределения) приводятся
в справочниках.
Лекция 5 Статистический метод исследования точности обработки с построением точечных диаграмм
Технологический процесс может быть устойчивым или неустойчивым, налаженным или разлаженным, вследствие чего качество деталей может получаться однородным или неоднородным. Детали однородного качества имеют незначительные колебания, а детали неоднородного качества характеризуются большими колебаниями размеров, формы или свойства.
С помощью кривых распределения исследуют точность обработки законченного технологического процесса. При этом не учитывается последовательность обработки заготовок, так как все заготовки данной партии как бы перемешиваются, и систематические постоянные и переменные погрешности не отделяются от случайных. Влияние их выражается в общем виде как рассеивание размеров.
Систематический метод исследования с построением точечных диаграмм позволяет исследовать техпроцесс глубже, чем метод кривых распределения, при этом оказывается возможным разделить влияние случайных и систематических погрешностей.
Состояние техпроцесса и однородность качества изготовленных деталей можно определить по характеру расположения на графике точек, соответствующих действительным размерам, измеренным на нескольких деталях подряд.
Несколько образцов, взятых для измерения сразу после обработки, называют пробой. Число деталей в отдельных пробах должно быть одинаковым.
Результаты измерения каждого образца данной пробы отмечают на графике отдельной точкой, поставленной против того деления шкалы, которому соответствует измеренный размер. На рис. 5.1 а - г показаны графики с результатами измерений проб из пяти деталей.
|
Размер |
№ пробы |
Суммарная характеристика по всем пробам |
||||
1 |
2 |
3 |
4 |
5 |
|||
15 |
|
|
|
|
|
|
|
14 |
|
|
|
|
|
|
|
13 |
|
|
|
|
|
|
|
12 |
|
|
|
|
|
|
|
Поле допуска |
11 |
|
|
|
|
|
|
10 |
х |
|
|
х |
|
хх |
|
9 |
х |
хх |
х |
х |
х |
хххххх |
|
8 |
|
хх |
хх |
хх |
ххх |
ххххххххх |
|
7 |
хх |
х |
хх |
х |
х |
ххххххх |
|
6 |
х |
|
|
|
|
х |
|
5 |
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
а)
|
Размер |
№ пробы |
Суммарная характеристика по всем пробам |
|||||
1 |
2 |
3 |
4 |
5 |
||||
15 |
|
х |
|
|
|
х |
разброс«а» |
|
14 |
х |
хх |
х |
х |
х |
хххххх |
||
13 |
хх |
хх |
ххх |
хх |
хх |
ххххххххххх |
||
12 |
хх |
|
х |
хх |
х |
хххххх |
||
Поле допуска |
11 |
|
|
|
|
х |
х |
|
10 |
|
|
|
|
|
|
||
9 |
|
|
|
|
|
|
||
8 |
|
|
|
|
|
|
||
7 |
|
|
|
|
|
|
||
6 |
|
|
|
|
|
|
||
5 |
|
|
|
|
|
|
||
|
4 |
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
||
2 |
|
|
|
|
|
|
||
1 |
|
|
|
|
|
|
||