Материал: Лазерная обработка металлов
Лазерная обработка металлов
Введение
Лазер является одним из наиболее интересных научно-технических достижений XX века. Создание лазеров привело ко второму рождению научной и технической оптики и развитию совершенно новых отраслей промышленности.
Лазеры находят разнообразное применение в технологии обработки материалов, становятся частью многих специализированных информационных систем, используются в научных исследованиях, медицине, военной технике. В обозримом будущем лазерные технология, связь, химия и энергетика должны привести к революционным преобразованиям в этих областях.
Обработка металлов лазером - самый технологичный и выгодный способ раскроя практически любого типа материала. В отличие от других технологий раскроя лазерная резка практически не наносит ущерба металлу, так что в большинстве случаев он не требует дальнейшей обработки.
По сравнению, с механической резкой, обработка металлов лазером позволяет значительно сэкономить на металле, уходящем в отвал. Специальные программы в составе программного обеспечения лазерного станка подскажут резчику наиболее экономичный способ изготовления продукции их заготовок.
Следует отметить, что обработка металла лазером применяется не только в машиностроении или станкостроении, строительстве и других сферах промышленности. Лазер используется и для изготовления декоративных элементов и хрупких деталей, использующихся для украшения зданий, сооружений и даже внутренних помещений.
В данной курсовой работе будет подробно рассмотрен такой технологический процесс, как лазерная обработка металлов, изучены его особенности и основные классификации, определены источники возможных опасных и вредных производственных факторов.
. АНАЛИЗ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА. УСЛОВИЯ
ОБРАЗОВАНИЯ ОПАСНЫХ И ВРЕДНЫХ ФАКТОРОВ
.1 Теория
лазерной обработки
Лазер - источник электромагнитного излучения, видимого инфракрасного и ультрафиолетового диапазонов, основанный на вынужденном излучении атомов и молекул. Слово «лазер» составлено из начальных букв слов английской фразы «Light amplification by stimylated Emission of Radiation» - что означает «усиление света в результате вынужденного излучения».
Вынужденное излучение происходит при столкновении кванта с электроном, находящимся на верхнем энергетическом уровне и отдающим квант энергии при переходе на нижний уровень. Усиление света получается за счет того, что первый квант, т. е. квант-возбудитель, после столкновения с атомом не исчезает, а сохраняется и дальше летит вместе с вновь рожденным квантом. Затем каждый из этих двух квантов сталкивается с одним атомом, а потом с восьмью, шестнадцатью и т. д., пока не кончится их путь в активном веществе. Так что, чем длиннее будет этот путь, тем более мощную лавину квантов, т. е. более мощный луч света, вызывает первый квант. А так как первоначальный импульс света заключает в себе не 1 квант, а множество, то и лавина квантов становится мощной. Поэтому в твердотельных лазерах активное вещество используется в виде узких длинных призм, цилиндров, т. е. в виде стержней, длина которых примерно в 10 раз больше толщины.
В генераторе имеется система зеркал. Зеркала представляют собой не что иное, как торцы стержня, покрытые серебром. Торцы шлифуются строго параллельно друг другу и перпендикулярно оси цилиндра. Причем один покрывается серебром плотно, так, чтобы свет полностью отражался от него, а другой серебрится тонким слоем с таким расчетом, чтобы он отражал 90 % квантов, а 10 % пропускал.
Зеркала необходимы для того, чтобы делать луч лазера направленным, а главным образом для многократного усиления первичной лавины квантов, летящих вдоль оси стержня активного вещества. Первичная лавина, пролетевшая стержень до конца, еще очень слаба для того, чтобы стать мощным потоком света. И ее отбрасывает назад зеркало на торце стержня. Зеркало со стопроцентным отражением света. Лавина квантов мчится обратно гигантскими скачками, набираясь новых сил. Нарастание мощности выходного пучка света происходит так быстро, что практически незаметно.
В качестве активного вещества в твердотельных лазерах используют кристаллические или аморфные диэлектрики, т. е. вещества, не пропускающие электрический ток. Наиболее распространенным материалом рабочих тел лазеров является синтетический рубин - кристаллическая окись алюминия, в которой часть атомов алюминия заменена на атомы хрома. Эти атомы хрома и являются рабочими телами, которые «накачиваются» энергией, а затем отдают ее, усиливая световой поток.
Во время мощных вспышек, а тем более во время непрерывной работы лазера, стержень активного вещества сильно нагревается и его приходится охлаждать. Для этого стержень заключают в кожух, через который циркулирует охлаждающая среда. Рубиновый лазер обычно охлаждается жидким азотом, температура которого равна - 196 °С.
Основным источником энергии, обеспечивающим процесс обработки, является оптический квантовый генератор (лазер). Лазерное излучение формируется оптической системой в пучок с определенными пространственными характеристиками и направляется на обрабатываемый объект. При помощи оптической системы могут осуществляться также визуальный контроль положения обрабатываемого объекта относительно луча, наблюдение за ходом процесса обработки и оценка его результата.
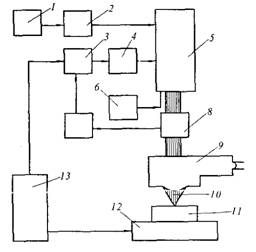
Рисунок 1. Типовая структурная схема лазерной установки с твердотельным лазером
- зарядное устройство; 2 - ёмкостный накопитель;
3 - система управления; 4 - блок поджига; 5 - лазерная головка; 6 - система
охлаждения; 7 - система стабилизации энергии излучения; 8 - датчик энергии
излучения; 9 - оптическая система; 10 - сфокусированный луч лазера; 11 -
обрабатываемая заготовка; 12 - координатный стол; 13 - система программного
управления.
Основным элементом оборудования является
технологический лазер, отличающийся надежностью и простотой эксплуатации в
жестких условиях производства, а также имеющий высокий ресурс работы и
воспроизводимость параметров излучения.
1.2 Обработка
материалов лазерным лучом
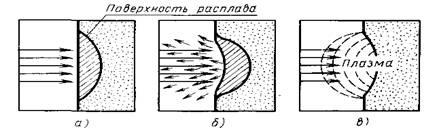
а - плавление металла под действием лазерного излучения; б - интенсивное испарение металла; в - образование плазмы
Рисунок 2. Воздействие лазерного излучения
Направим на поверхность какого-то материала, например металла, луч мощного лазера. Вообразим, что интенсивность излучения постепенно растет (за счет увеличения мощности лазера или за счет фокусирования излучения). Когда интенсивность излучения достигнет необходимого значения, начнется плавление металла. Вблизи поверхности, непосредственно под световым пятном, возникает область жидкого (расплавленного) металла. Поверхность, отграничивающая эту область от твердого металла (ее называют поверхностью расплава), постепенно перемещается в глубину материала по мере поглощения им световой энергии. При этом площадь поверхности расплава увеличивается и, следовательно, теплота начинает более интенсивно проникать в глубину материала за счет теплопроводности. В результате устанавливается поверхность расплава (рисунок 2, а). При повышении интенсивности лазерного излучения одновременно с плавлением будет происходить интенсивное испарение (кипение) материала. Часть вещества превратится в пар, вследствие чего на поверхности металла возникает лунка, начинается процесс формирования отверстия (рисунок 2, б).
Когда интенсивность излучения достигнет
максимума, свет начнет сильно ионизовать пары вещества, превращая их в плазму.
Возникнув, плазма преградит дальнейший доступ лазерного излучения к поверхности
материала - ведь свет интенсивно поглощается плазмой (рисунок 2, в).
1.3 Лазерная резка
Разработка мощных и надежных лазеров на алюминий-иттриевом гранате и СО2, работающих в непрерывном и импульсном режимах, позволила осуществлять технологическую операцию лазерного разделения материалов, , которой присущи следующие особенности: обширный диапазон разделяемых материалов; возможность получения узких разрезов и безотходного разделения; малая зона термического влияния; минимальное механическое воздействие, оказываемое на разделяемый материал; возможность автоматизации процесса; возможность резки по заданному профилю; улучшение гигиены производства.
Оно может быть осуществлено либо при полном
удалении материала по линии разреза, либо при частичном удалении материала,
например, при образовании системы отверстий малого диаметра в разрезаемой
пластине по линии разделения с последующим разломом. Последний метод разделения
называется скрайбированием.
.4 Лазерная
сварка
Лазерная сварка может быть точечной и шовной. В большинстве случаев применяют импульсные лазеры, обеспечивающие наименьшую зону термического влияния. С помощью лазерной сварки можно получать высококачественные соединения деталей из коррозионно-стойкой стали, никеля, молибдена и др. Высокая мощность лазерного излучения позволяет сваривать материалы с высокой теплопроводностью (медь, серебро). Для материалов, плохо поддающихся сварке другими методами (вольфрам с алюминием, медь со сталью, бериллиевая бронза с другими сплавами), применяют лазерный метод. Плотность потока излучения на поверхности свариваемых деталей в зависимости от их материала может быть 0,1...1 МВт/см2.
Наиболее эффективно применять лазеры для сварки конструкций в труднодоступных местах, при соединении легкодеформируемых деталей, в условиях интенсивного теплоотвода (например, для материалов с высокой теплопроводностью, при низких температурах и т. д.), а также в тех случаях, когда надо обеспечить минимальную зону термического влияния.
При применении лазерной сварки прочность сварных соединений (ширина шва составляет несколько миллиметров) достигает уровня прочности свариваемого материала. Осуществляется автоматическая лазерная сварка кузовов автомобилей, сварка листов титана и алюминия на судостроительных верфях, сварка газопроводов.
Лазерная сварка успешно конкурирует с хорошо
известными способами сварки. Она обладает рядом преимуществ, которые делают ее
во многих случаях предпочтительной или даже единственно возможной. При лазерной
сварке нет контакта со свариваемым образцом, а поэтому нет опасности его
загрязнения какими-либо примесями. В отличие от электронной сварки, для которой
нужен вакуум, лазерная сварка производится в атмосфере. Лазерная сварка
позволяет осуществлять быстро и с высокой точностью локальное проплавление в
данной точке или вдоль заданной линии. Подвергающаяся тепловому воздействию
зона имеет очень малые размеры, что важно, в частности, в тех случаях, когда
сварка производится в непосредственной близости от чувствительных к нагреву элементов.
1.5 Термообработка
При направлении лазерного луча на поверхность металла тонкий поверхностный слой быстро нагревается. По мере перемещения луча на другие участки поверхности происходит быстрое остывание нагретого участка. Так производят закалку поверхностных слоев, приводящую к существенному повышению их прочности. Лазерная закалка позволяет избирательно увеличивать прочность именно тех участков поверхности, именно тех деталей, которые в наибольшей мере подвергаются износу. Так, лазерную закалку применяют в автомобильной промышленности для упрочнения головок цилиндров двигателей, направляющих клапанов, шестерен, распределительных валов и т. д.
Для повышения твердости поверхности применяют также лазерное легирование. Легирующие присадки в виде порошка предварительно наносят на обрабатываемую поверхность. При облучении лазером поверхности заготовки происходит плавление и взаимное перемешивание порошка и материала заготовки в пределах тонкого поверхностного слоя.
Термообработку обычно производят непрерывно генерирующим лазером на СО2.
Поверхностное упрочнение металлов производят
ударными волнами при использовании лазеров, генерирующих последовательности
импульсов. У поверхности металла образуется слой плазмы. Плазма
распространяется навстречу лазерному лучу, в результате чего рождается ударная
волна. Поскольку луч представляет собой последовательность импульсов, возникает
последовательность ударных волн. Воздействие волн на металлическую деталь
оказывает в данном случае такое влияние, как при холодной обработке металла
давлением. Лазерная термообработка позволяет повысить твердость материала на
20-30 % по сравнению с традиционными методами упрочнения и в несколько раз
износостойкость.
1.6 Классификация
лазеров
Классификация лазеров производиться с учетом как типа активной среды, так и способа ее возбуждения (способа накачки). По способу накачки следует, прежде всего, выделить два способа - оптическую накачку и накачку с использованием самостоятельного электрического разряда. Оптическая накачка имеет универсальный характер. Она применяется для возбуждения самых различных активных сред - диэлектрических кристаллов, стекол, полупроводников, жидкостей, газовых смесей. Оптическое возбуждение может использоваться так же как составной элемент некоторых других способов накачки. Накачка с использованием самостоятельного электрического разряда применяется в разряженных газообразных активных средах - при давлении 1...10 мм рт.ст.
Классификация лазеров по активной среде и области применения:
1) Твердотельные лазеры:
a) алюмо-иттриевые твердотельные лазеры с неодимовым легированием - инфракрасные лазеры большой мощности, используемые для точной резки, сварки и маркировки изделий из металлов и других материалов;
b) кристаллические лазеры с иттербиевым легированием или на основе иттербиевого стекловолокна; обычно работают в диапазоне 1020-1050 нм; потенциально самые высокоэффективные благодаря малому квантовому дефекту. Волоконные лазеры с иттербиевым легированием обладают рекордной непрерывной мощностью среди твердотельных лазеров (десятки киловатт);) алюмо-иттриевые с эрбиевым легированием, 1645 нм;) алюмо-иттриевые с тулиевым легированием, 2015 нм;) алюмо-иттриевые с гольмиевым легированием, 2096 нм, излучение поглощается влажными материалами толщиной менее 1 мм. Обычно работает в импульсном режиме и используется в медицине;) титан-сапфировые лазеры - хорошо перестраиваемый по длине волны инфракарасный лазер, используемый для генерации сверхкоротких импульсов и в спектроскопии;) лазеры на эрбиевом стекле, изготавливаются из специального оптоволокна и используются как усилители в оптических линиях связи;) микрочиповые лазеры - компактные интегрированные импульсные твердотельные лазеры, наиболее широко используются в сверхъярких лазерных указках.
2) Газовые лазеры:
a) гелий-неоновые лазеры (HeNe) (543 нм, 632,8 нм, 1,15 нм, 3,39 нм);
b) аргоновые лазеры (458 нм, 488 нм или 514,5 нм);) лазеры на углекислом газе (9,6 мкм и 10,6 мкм) используются в промышленности для резки и сварки материалов, имеют мощность до 100 кВт;) лазеры на монооксиде углерода. Требуют дополнительного охлаждения, однако имеют большую мощность - до 500 кВт;) эксимерные газовые лазеры, дающие ультрафиолетовое излучение. Используются при производстве микросхем(фотолитография) и в установках коррекции зрения.
3) Полупроводниковые лазерные диоды.
Самый распространенный тип лазеров: используются в лазерных указках, лазерных принтерах, телекоммуникациях и оптических носителях информации(CD/DVD). Мощные лазерные диоды используются для накачки современных твердотельных лазеров.