Материал: Курсовой проект УЭР
Результаты технико-экономического сравнения базового и улучшенного вариантов технологии и технического оснащения показали, что улучшенный вариант является более экономичным за счет сокращения простоя транзитных вагонов, сокращения числа и простоя задержанных поездов.
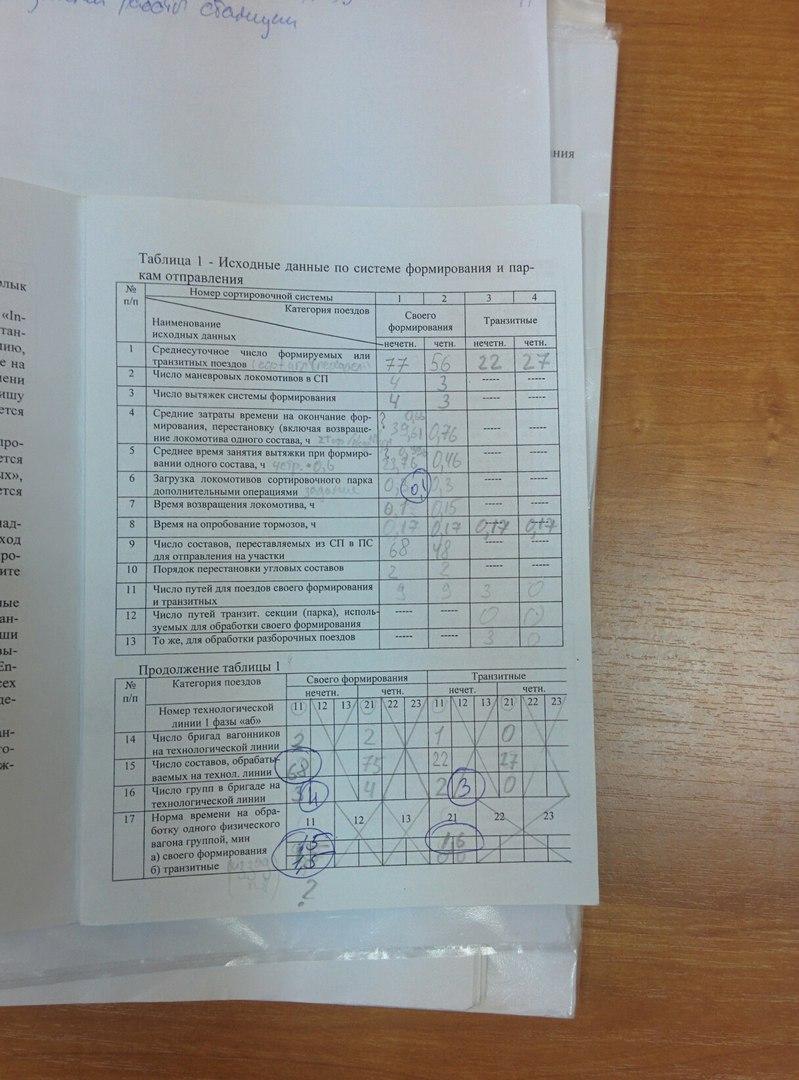
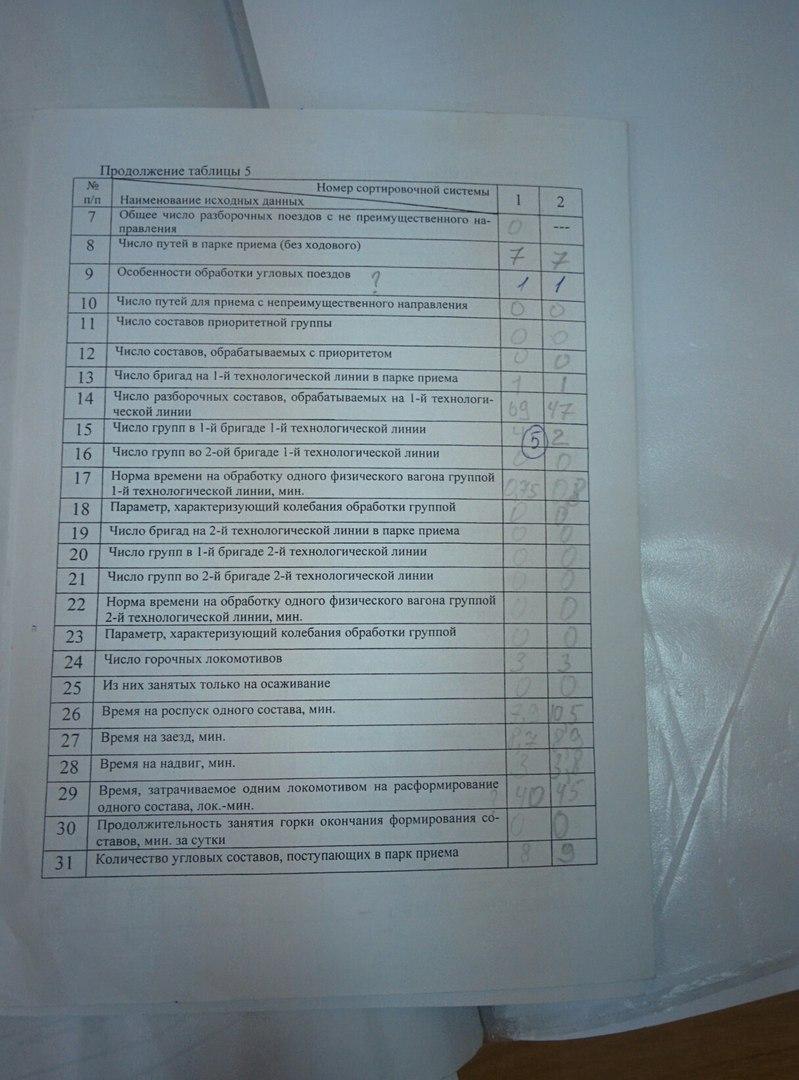
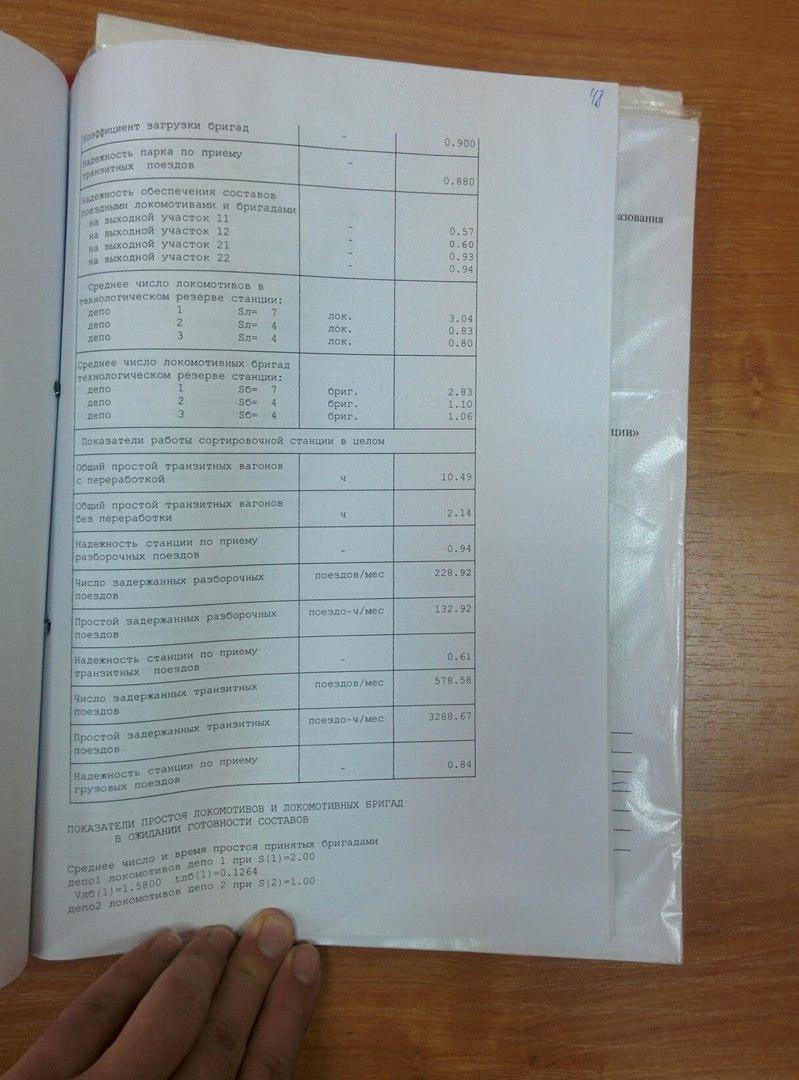
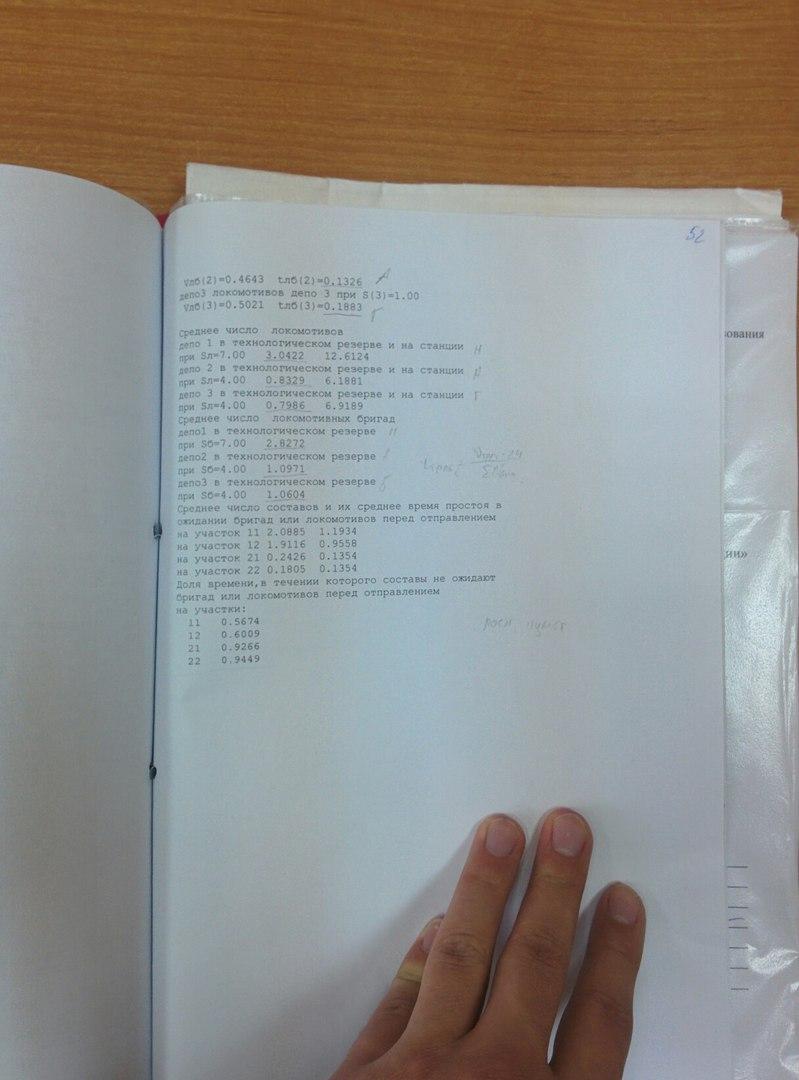
В таблице 6.1 представлены основные количественные и качественные показатели работы четной системы.
Таблица 6.1 – Показатели работы нечетной сортировочной системы
|
Показатель |
Единица измерения |
Количество |
|
1 |
2 |
3 |
|
Вагонооборот |
Вагон |
12730 |
|
Рабочий парк |
Вагон |
1530+119=1649 |
|
Прием поездов |
Поезд |
69/22 |
|
Расформирование с горки |
Состав/вагон |
77/5390 |
|
Формирование составов |
Состав |
77 |
|
Отправление поездов |
Поезд |
68/22 |
|
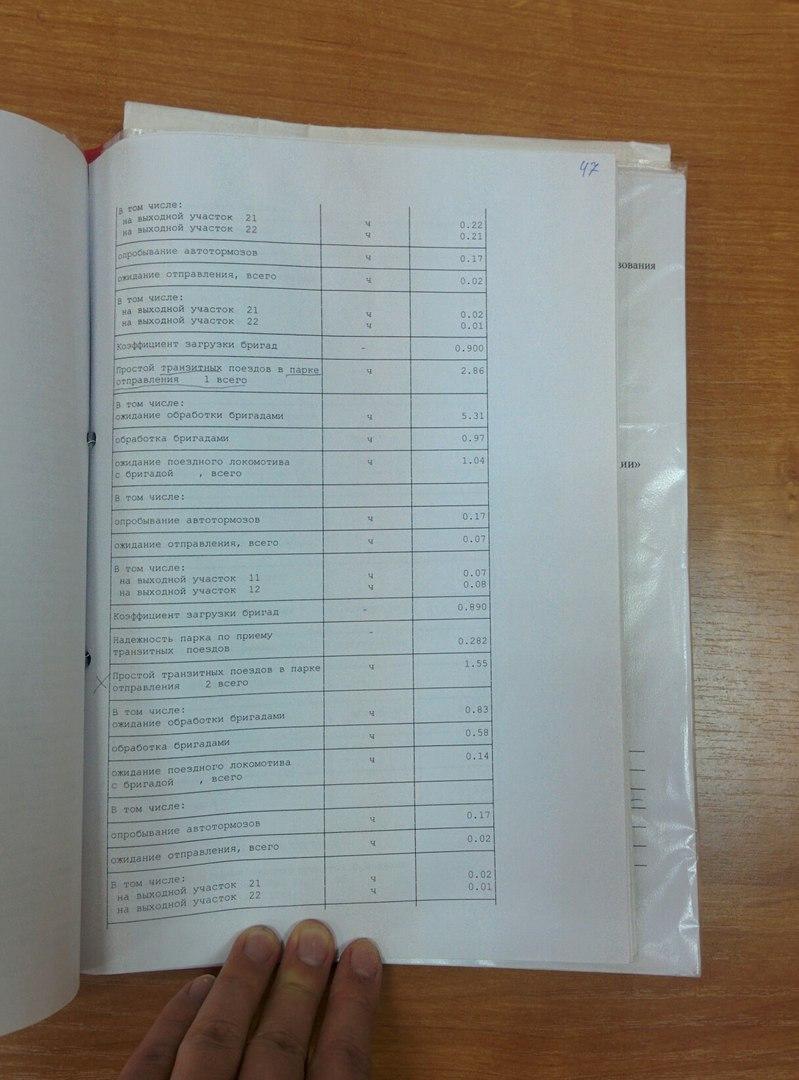
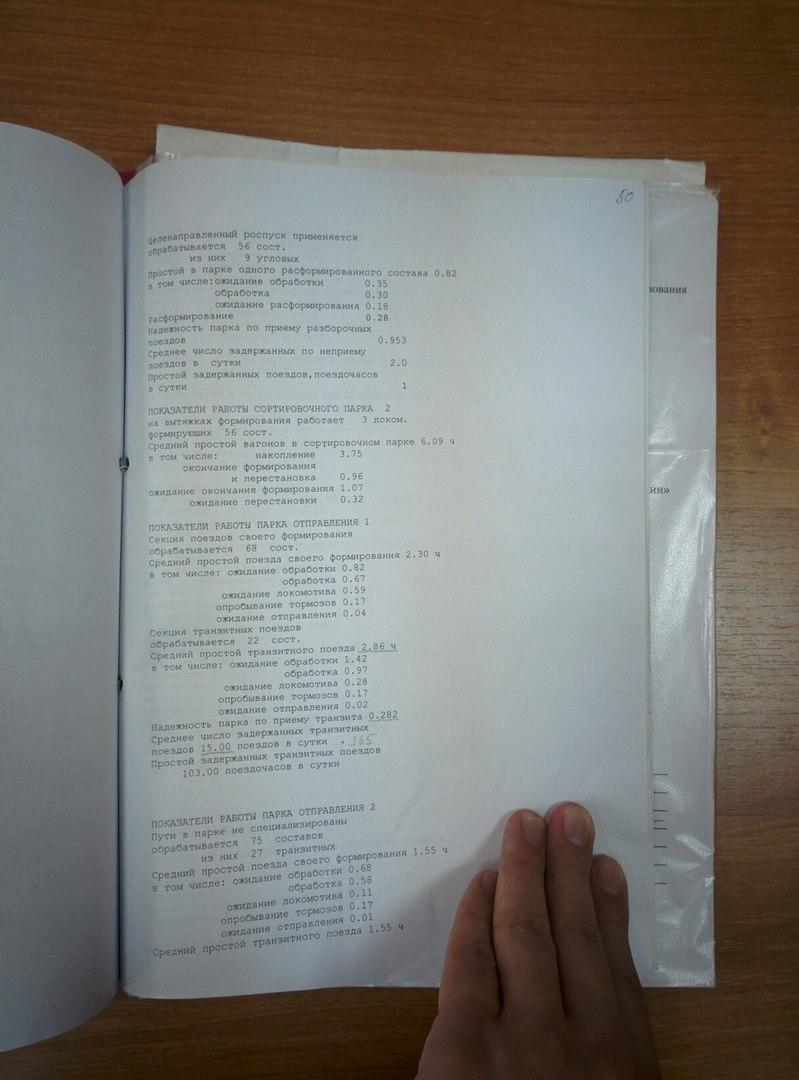
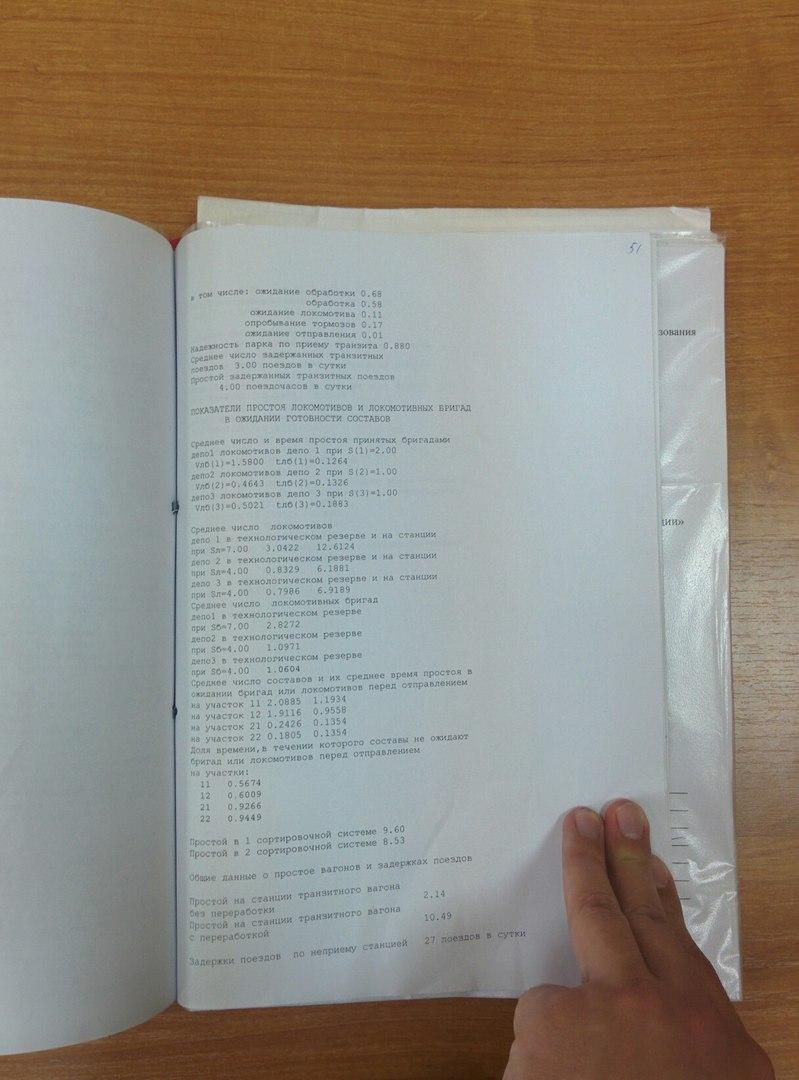
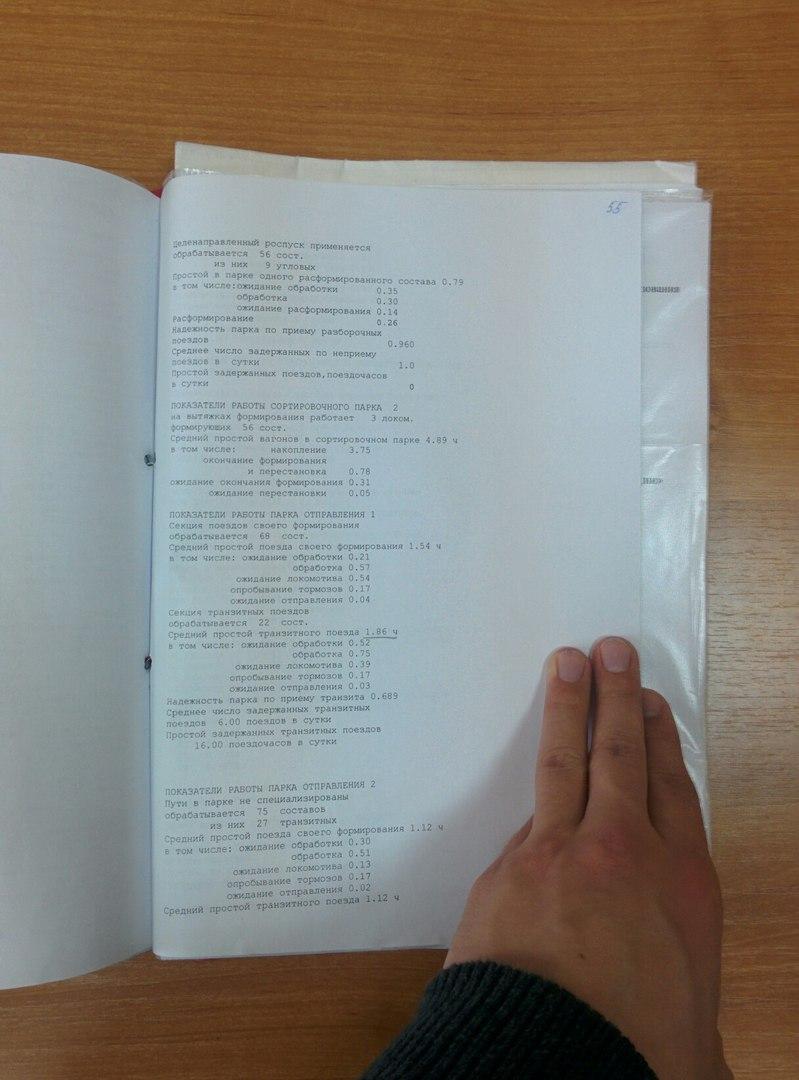
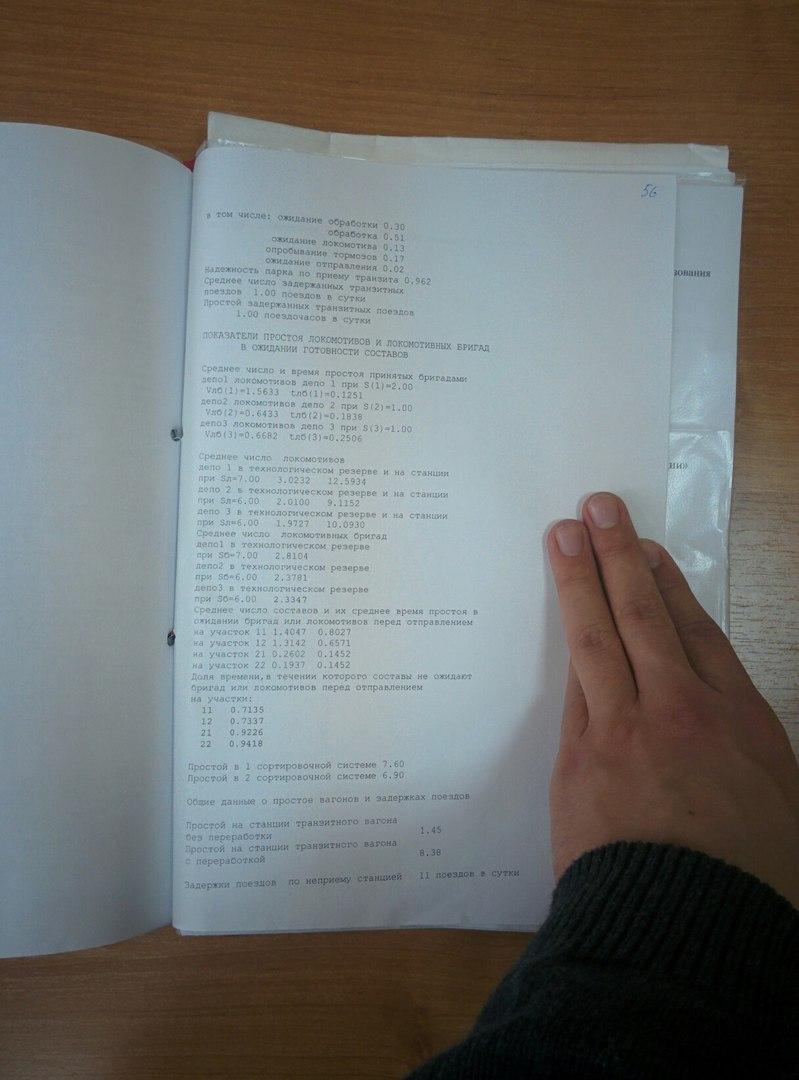
Простой транзитного вагона без переработки В том числе: а) ожидание обработки б) обработка в) ожидание локомотива с бригадой г) проба тормозов д) ожидание отправления |
ч |
1,86
0,52 0,75 0,39 0,17 0,04 |
|
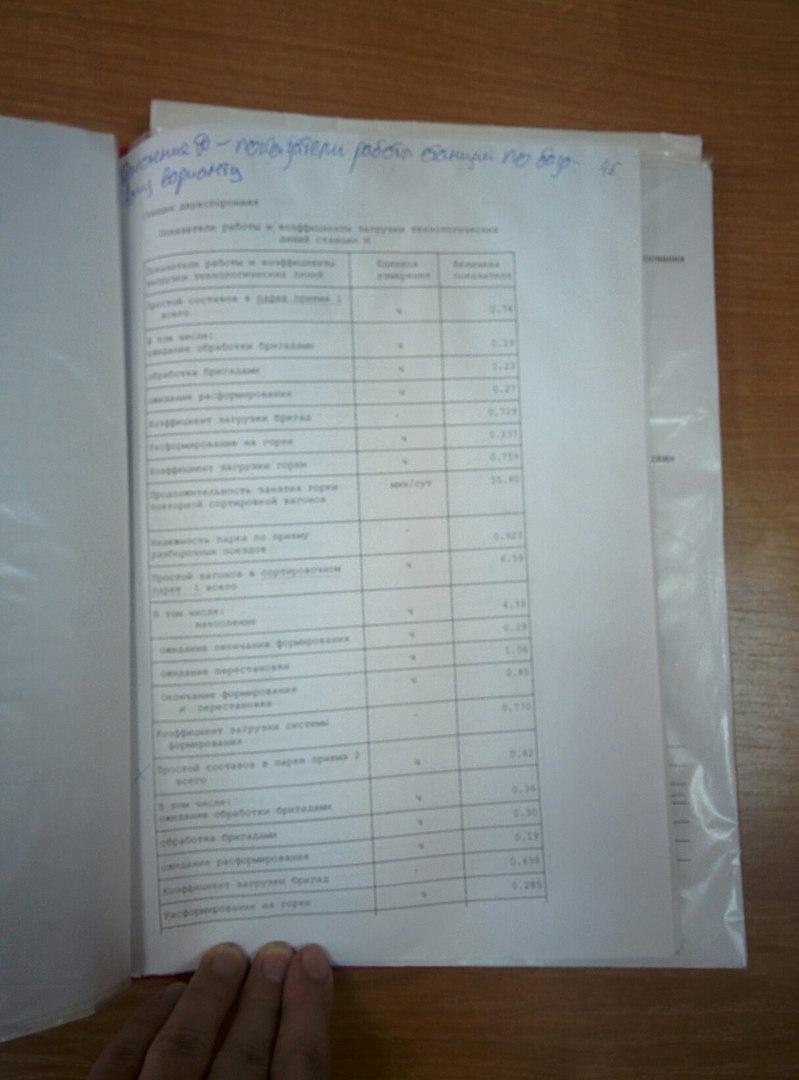
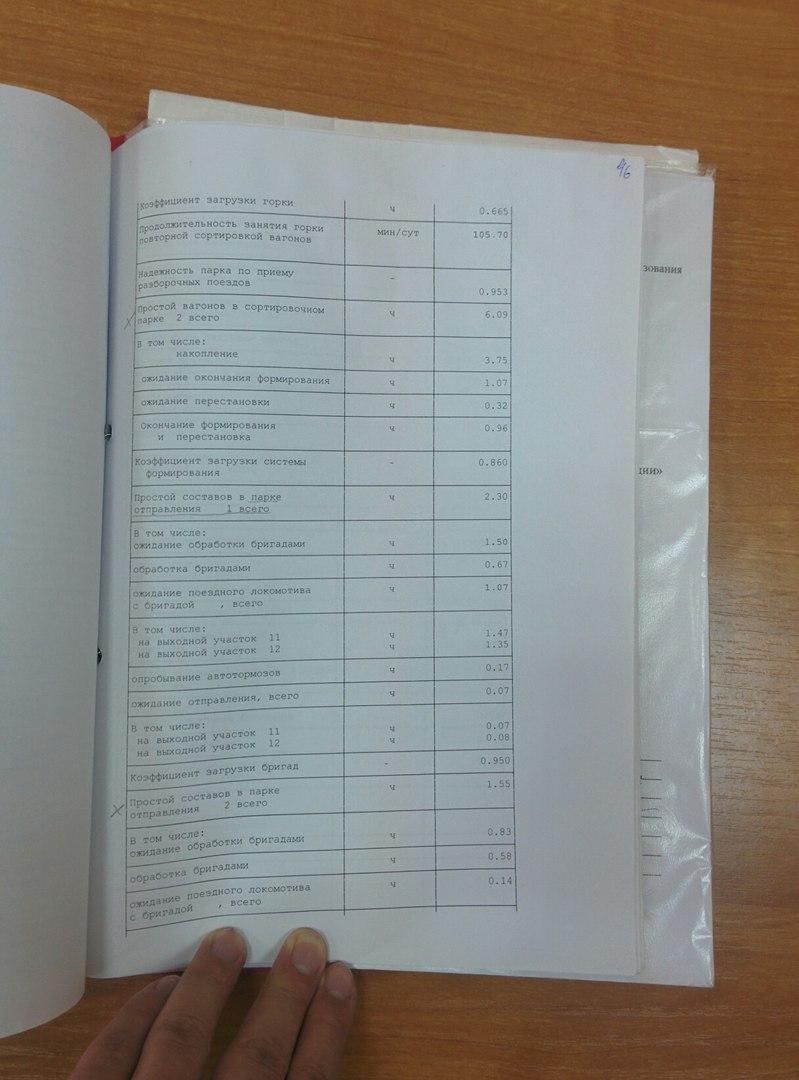
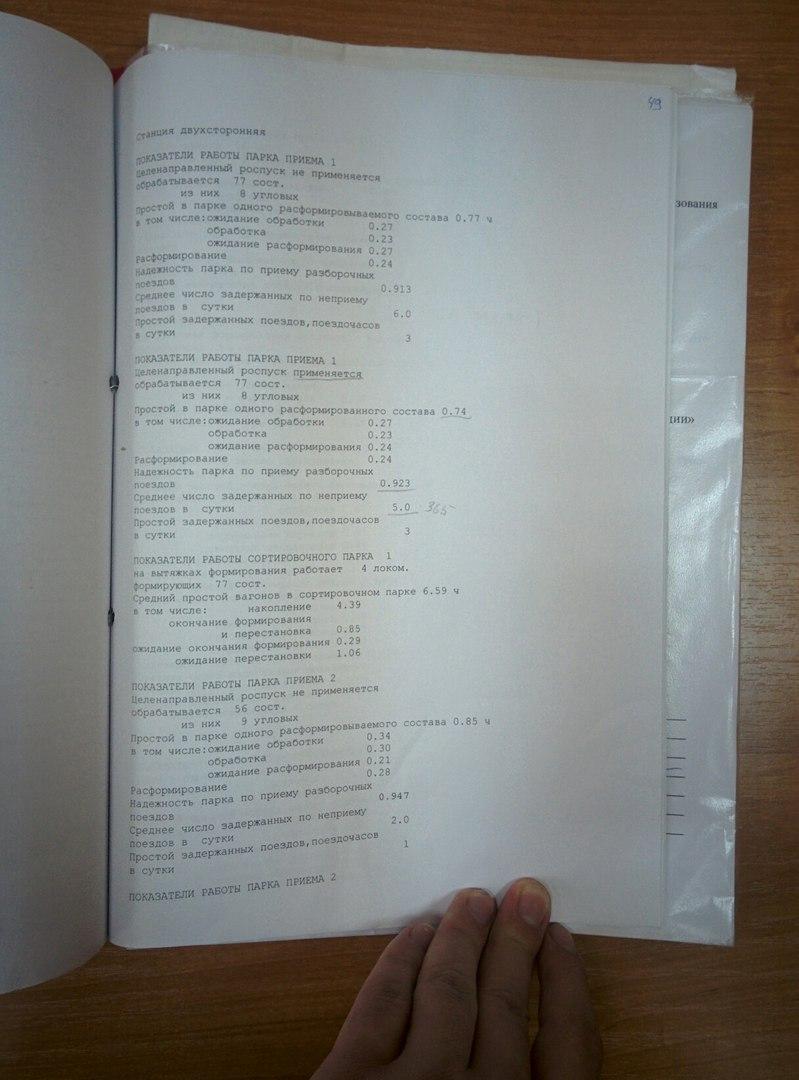
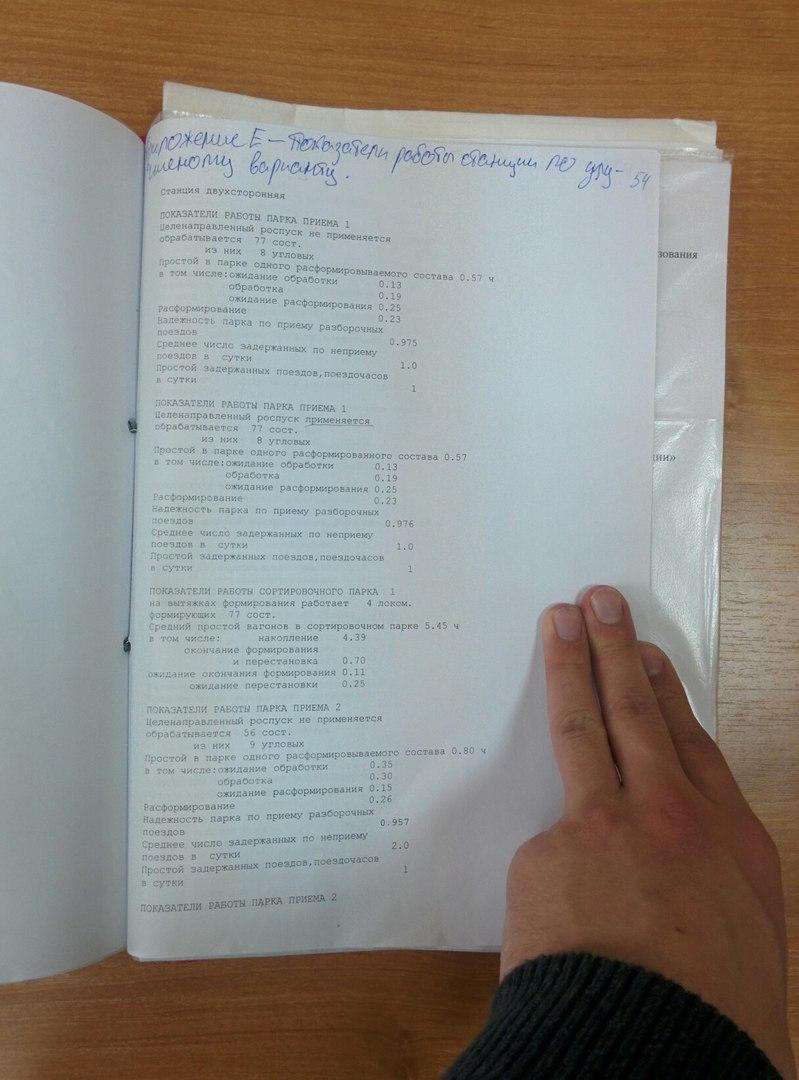
Простой транзитного вагона с переработкой В том числе: а). в парке приема Из них: Ожидание обработки Обработка Ожидание расформирования б). в процессе расформирования в). в сортировочном парке Из них: Под накоплением Ожидание формирования Ожидание перестановки г). в процессе формирования д). в парке отправления Из них: Ожидание обработки Обработка Ожидание локомотива с бригадой |
ч |
7,60
0,57
0,13 0,19 0,25 0,23
5,45 4,39 0,11 0,25 0,70 1,54
0,21 0,57 0,54
|
|
Проба тормозов Ожидание отправления |
|
0,17 0,04 |
|
Продолжение таблицы 6.1 |
||
|
1 |
2 |
3 |
|
Простой поездных локомотивов в технологическом резерве: Депо А |
ч |
0,96
|
|
Простой локомотивных бригад в технологическом резерве: Депо А |
ч |
1,14 |
|
Простой локомотивов с бригадами: Депо А |
ч |
0,18 |
|
Простой поездных локомотивов в технологическом резерве: Депо Г |
ч |
0,83 |
|
Простой локомотивных бригад в технологическом резерве: Депо Г |
ч |
0,98 |
|
Простой локомотивов с бригадами: Депо Г |
ч |
0,25 |
|
Надежность системы по приему: Транзитных поездов Разборочных поездов |
|
0,689 0,976 |
|
Задержка на подходах поездов: Транзитных Разборочных |
Поезд/поездо-ч |
6/16 1/1 |
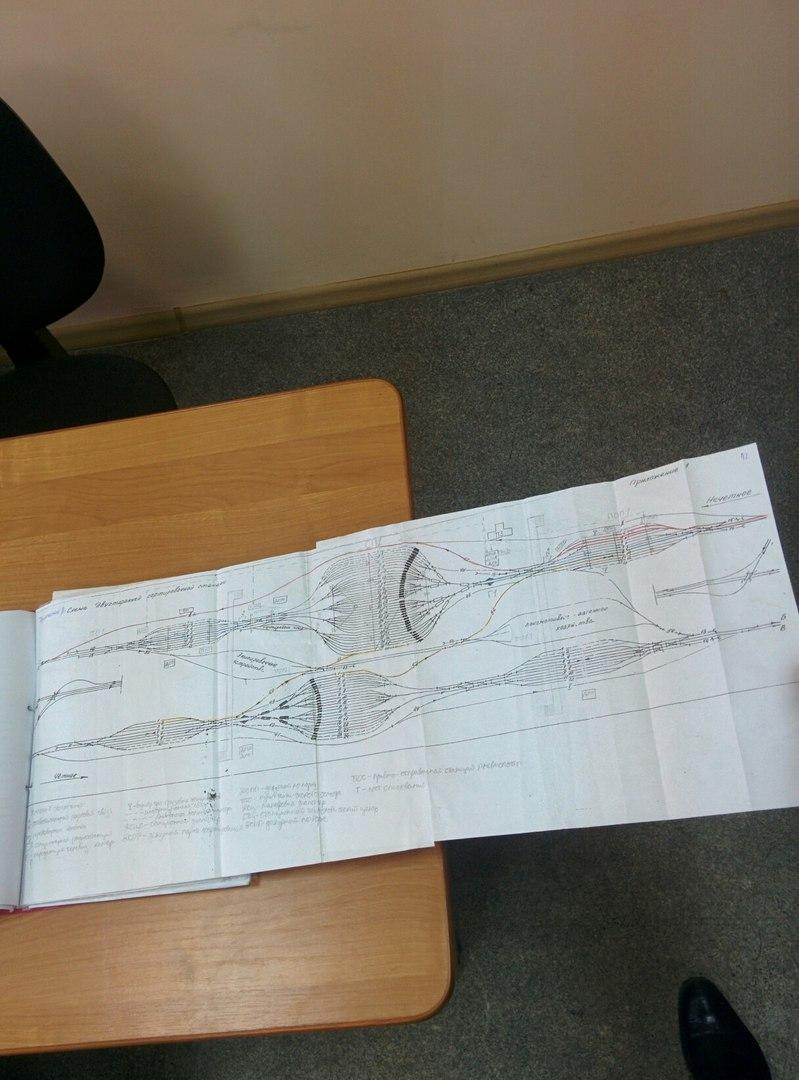
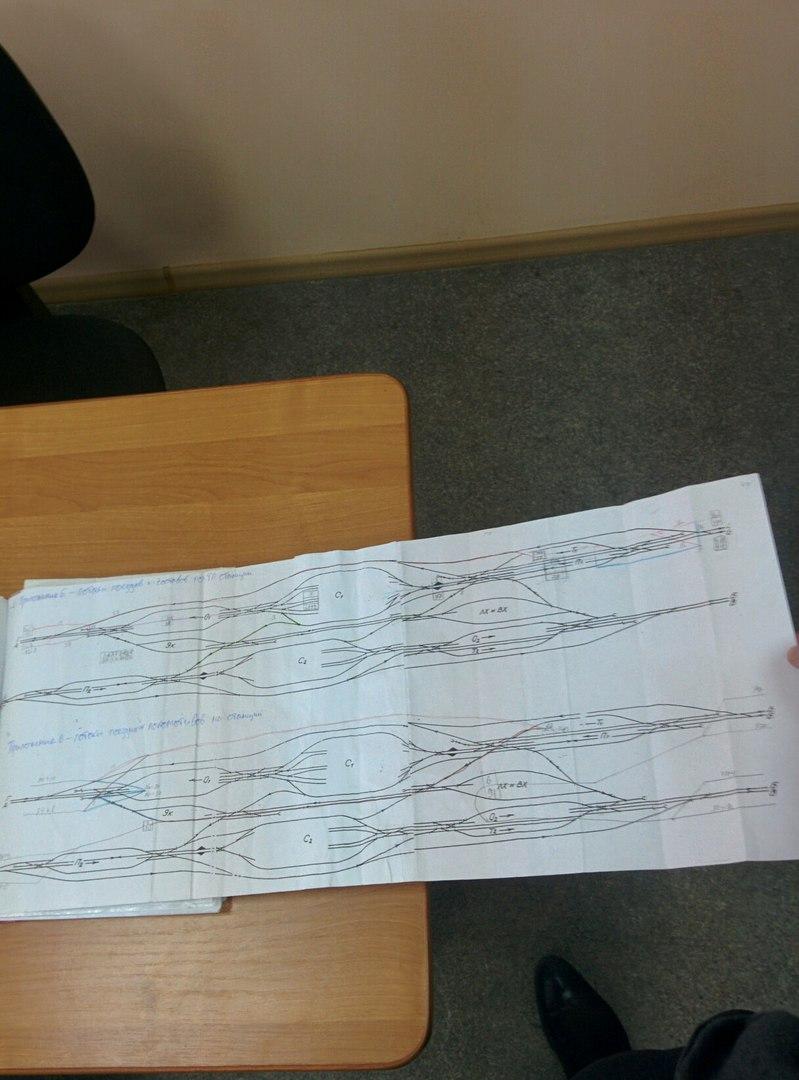
В проекте выбрана наиболее рациональная организация работы нечетной системы сортировочной станции Н, но работу системы по прежнему лимитируют бригады ПТОВ ПО и ПП и горка, рекомендуется для сокращения времени простоя под техническим осмотром, увеличить число бригад ПТОВ ПО и ПП.
Список используемой литературы
1. Моделирование работы сортировочной станции: метод. указания к выполнению расчетов по нормированию простоя вагонов и загрузке элементов станции / П.Р. Потапов, Н.Б. Александрова, И.Н. Писарева, Ю.В. Голеня. 4-е изд., перераб. – Новосибирск: Изд-во СГУПСа, 2011.- 56 с.
2. Нормирование маневровых работ, выполняемых на железнодорожном транспорте: Метод. указ. / П.Р. Потапов, В.М. Ушаков, Н.Б. Александрова, И.Н. Писарева. – Новосибирск: Изд-во СГУПСа, 2011. – 66 с.
3. Оперативное планирование работы станции. Потапов П.Р., Панк Р.В., Александрова Н.Б.: Метод. указ. к выполнению текущего плана работы сортировочной станции. Изд. 2-е, переработанное – Новосибирск: Изд-во СГУПСа, 2008. – 19 с.
4. Разработка, анализ совершенствование технологии и технического оснащения сортировочных станций. Ч. 1. Разработка технологии работы сортировочной станции. Потапов П.Р., Александрова Н.Б, Писарева И.Н.: Метод. указ. к выполнению курсовых и дипломных проектов. 5-е изд., перераб. – Новосибирск: Изд-во СГУПСа, 2011. – 39 с.
5.Разработка, анализ совершенствование технологии и технического оснащения сортировочных станций. Ч. 2. Системный анализ и совершенствование технологии и технического оснащения сортировочных станций. Потапов П.Р., Александрова Н.Б, Писарева И.Н.: Метод. указ. к выполнению курсовых и дипломных проектов. 5-е изд., перераб. – Новосибирск: Изд-во СГУПСа, 2011. – 44 с.
6.Типовой технологический процесс работы сортировочной станции. М., 2003. 288 с.