Материал: Курсовая работа по ФМК_ВН_3
федеральное агентство железнодорожного транспорта
Федеральное государственное бюджетное образовательное учреждение
высшего образования
«Петербургский государственный университет путей сообщения
Императора Александра I»
(ФГБОУ ВО ПГУПС)

Факультет «Автоматизация и интеллектуальные технологии»
Кафедра «Методы и приборы неразрушающего контроля»
Пояснительная записка
к курсовой работе
на тему: «Расчет основных характеристик радиографического метода при контроле металлических изделий»

Обучающийся группы ПБ-713 |
__10.12.2020 ______________ |
Сабитов И.А. |
|
Подпись, дата |
|
Преподаватель |
________________ |
Коншина В.Н. |
|
Подпись, дата |
|
|
|
|
Санкт-Петербург
2020
Содержание
Введение Error: Reference source not found
1.
Самой основной характеристикой рентгеновского аппарата является максимальное напряжение на трубке, и максимальная толщина стали, которую может просветить данный аппарат. Эти параметры взаимосвязаны. Перед выбором аппарата необходимо определить тип материала и максимальную радиационную толщину просвечивания и, исходя из этих данных, определить требуемое Вам максимальное напряжение и тип аппарата. В характеристиках аппарата приведена максимальная толщина просвечивания по обыкновенной стали. 19
РЕНТГЕНОВСКИЙ АППАРАТ "МИРА-2Д" 19
6.4. ТЕХНОЛОГИЧЕСКАЯ КАРТА 25
МИРА-2Д 25
7.3. УСЛОВНАЯ ЗАПИСЬ ДЕФЕКТОВ ПРИ РАСШИФРОВКЕ СНИМКОВ И ДОКУМЕНТАЛЬНОМ ОФОРМЛЕНИИ РЕЗУЛЬТАТОВ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ 29
Введение
Радиографический контроль (далее - РК) относится к неразрушающему контролю (НК) при проверке качества изделий на отсутствие скрытых дефектов. Принцип радиографического контроля заключается в способности рентгеновских волн к проникновению вглубь структуры материала.
Радиографический контроль обеспечивает проверку качества технологического оборудования, металлических конструкций, трубопроводов, композитных материалов, как в промышленных, так и в строительных отраслях, а также для обнаружения трещин в сварочных соединениях, пор, инородных элементов (окисных, шлаковых, вольфрамовых).
Кроме этого можно проверить наличие недоступных надрезов, для внешнего осмотра, выпуклостей и вогнутостей основания сварочного шва, превышения проплава. Методика радиографического контроля основана на свойстве рентгеновских лучей, обеспечивающих поглощение, зависящее от плотности элементов и структуры материала.
Данный метод является основным для организации проверки качества сварочных соединений. Радиографический метод проверки сварочных соединений выполняется согласно требований ГОСТ 7512. Контроль неразрушающий. Соединения сварные. Радиографический метод. - М.: Изд-во стандартов
Со времен разработки первых методов соединения элементов с использованием сварочных технологий возник вопрос о контроле за качеством сварочных швов. Учитывая существующие технологии, конструкторы разработали различные способы, обеспечивающие довольно точно обнаружить дефекты конструкций, грозящие разрушению. Однако, универсального метода, способного удовлетворить запросы производственников, пока не существует. Поэтому сегодня, при выполнении сварочных работ, производственники вынуждены выбирать, наиболее подходящие для них методы контроля, которые их удовлетворяют:
• Более дешёвым и несложным процессом, без использования сложного оборудования, способного обеспечить удовлетворяющую оценку качества сварного шва. • Достаточно сложным и дорогостоящим способом, применяемым только на производстве, которое располагает технологическими возможностями, показывая, при этом, объективную и полную картину.
Точные варианты дефектоскопии, приходится задействовать в таких обстоятельствах, когда качество шва составляет ключевую роль и дефекты недопустимы даже ничтожные. Именно, радиографическая проверка качества сварочных соединений удовлетворяет таким требованиям.
Предлагаемая методика радиографического контроля сварочных швов, основанная на свойствах просвечивания проверяемого участка гамма-лучами или рентгеновским излучением, относится к одной из наиболее точной.
В то же время, промышленная радиография относится к профессии, являющейся одной из наиболее вредных для здоровья людей. В методе применяются мощные гамма-источники
1. Описание сварного соединения и возможных дефектов в нем
Описание сварного шва по варианту №3
Контролируемое изделие – сварной шов
Материал - сталь
Толщина металла – 20 мм
Тип соединения – стыковое
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
Условное обозна- чение сварного соеди- нения |
Конструктивные элементы |
Способ сварки |
|
|
|
|
|
|
||||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
|
|
|
Номин. |
Пред. откл. |
|
Номин. |
Пред. откл. |
|
|||||||
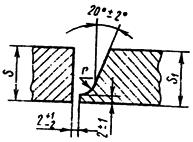
С13 |
|
|
ИП, УП |
18-20 |
8 |
17 |
±2 |
10 |
2 |
+1 -2 |
2 |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Где:
УП - в углекислом газе и его смеси с кислородом плавящимся электродом.
S
=
 - толщины стенок свариваемых деталей;
- толщины стенок свариваемых деталей;
e - ширина верхнего сварного шва;
g - выпуклость верхнего сварного шва.
 -
ширина нижнего сварного шва;
-
ширина нижнего сварного шва;
 -
выпуклость нижнего сварного шва.
-
выпуклость нижнего сварного шва.
Стыковая сварка
Наиболее распространенным типом сварки является стыковое соединение. При такой сварке две соединяемые детали располагаются в одной плоскости, поэтому поверхность одного элемента является продолжением другого.
Элементы во время сварки стыковым соединением примыкают друг к другу торцевыми поверхностями. Торцы свариваемых кромок могут быть со скосом или без скоса. Причем без скоса наиболее качественным получается сварочный шов металлических листов толщиной до 4 мм. Двухстороннее стыковое сварное соединение без скоса торцов металла позволяет добиться хорошего результата при толщине деталей до 8 мм. Для улучшения качества соединения необходимо делать между пластинами зазор в пределах до двух миллиметров.
Одностороннюю сварку деталей, толщиной от 4 до 25 миллиметров, желательно выполнять с предварительным скосом кромок. Большей популярностью пользуется у сварщиков V-образный скос торцевой поверхности. Листы толщиной от 12 мм рекомендуется сваривать двухсторонним способом с X-образной разделкой.
Классификация по положению шва
Качественное выполнение сварного шва зависит от положения изделия в пространстве. Существует четыре основных способа выполнения стыкового соединения сварных швов:
Нижний метод соединения применяется, когда сварщик располагается сверху, по отношению к свариваемым поверхностям изделия. Этот способ самый удобный, так как расплавленный металл не стекает вниз или по сторонам, а попадает прямо в кратер. При этом шлак и газ без препятствия удаляются из сварочной ванны и свободно выходят на поверхность.
Горизонтальные швы выполняются на вертикально расположенных пластинах, при этом ведение электрода осуществляется слева направо или справа налево. Качественное выполнение горизонтального шва заключается в строгом контроле за расплавленным металлом, не допуская его стекания вниз, поэтому необходимо правильно подбирать скорость движения электрода и силу тока.
Вертикальный способ применяется на деталях расположенных вертикально, при этом шов стыкового соединения ведется сверху вниз или наоборот. Сложность такой сварки в том, что расплавленный металл стекает вниз, нарушая при этом внешний вид и качество соединения. Обычно сварщики стараются избегать выполнения работы в таком положении. Только опытные мастера прибегают к этому способу, опираясь на свои теоретические и практические знания.
При потолочном способе свариваемые детали находятся выше головы сварщика. Применяя этот метод, нужно строго соблюдать технологический процесс и правила безопасности, так как расплавленный металл капает вниз.
Систематизация швов по виду сварки
Стыковые соединения можно классифицировать по типу воздействия сварочного оборудования. Именно применение соответствующих аппаратов и приспособлений позволяет получить следующие виды швов:
Ручная дуговая электрическая сварка способствует созданию сварного шва с помощью специального электрода и позволяет получить надежное скрепление металлических деталей толщиной от 0,1 до 100 мм.
Дуговая сварка с использованием инертного газа позволяет получить прочные и эстетичные швы, так как все сварочные процессы протекают под защитой газового облака.
Автоматическая сварка осуществляет стыковое соединение металла в режиме самостоятельного действия инвертора, здесь сварщик контролирует процесс после настройки оборудования.
При газовой сварке формирование сварного шва происходит за счет высокой температуры, горящей газовой смеси.
С помощью паяльника существует возможность создавать паяные швы.
Профиль сварочного шва
Если разрезать стыковое соединение, то легко определить характер шва по его виду:
Вогнутый шов является ослабленным, поэтому применяется в основном для сварки тонких элементов, для конструкций с небольшой динамической нагрузкой.
Выпуклые швы считаются усиленными, поэтому находят широкое применение в конструкциях с большой статической нагрузкой, создание такого шва требует увеличенного расхода электродов.
Нормальные швы используются при динамических нагрузках, в этом случае не существует особого перепада между основным металлом и высотой шва.
Виды швов по протяженности
Еще одним значительным фактором получения качественного соединения двух металлов является протяженность сварного шва. Расчет стыковых соединений происходит с учетом вида и длины сварного шва.
По протяженности швы соединения классифицируются как сплошные или прерывистые:
Сплошные сварочные швы не имеют свободных от сварки промежутков по всей длине соединения двух металлических поверхностей. Такой вид сварки позволяет получить наиболее качественное и прочное соединение любых конструкций. Недостатком непрерывного ведения электродом является большой расход материала и медленное выполнение работы.
Прерывистый способ применяется в случае, когда не требуется создания особо прочного соединения. Такие швы чаще всего делают определенной длины со строгим синхронным интервалом. Сварка прерывистым методом может вестись в шахматном порядке или цепной дорожкой.
. 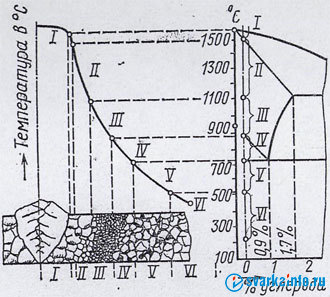
Рисунок 1. Схема распределения структур в сварном шве и околошовной зоне (цифрами I, II, III и т.д. обозначены одни и те же участки на разрезе шва, кривой распределения температур и шкале температур на диаграмме железо-углерод) I - неполное расплавление; II - перегрев; III - нормализация; IV - неполная перекристаллизация; V - рекристаллизация; VI – синеломкость
При производстве сварных деталей и конструкций образуются дефекты различного вида, которые условно можно классифицировать на:
- дефекты подготовки и сборки;
- дефекты формы шва;
- наружные и внутренние дефекты.
Дефекты подготовки и сборки. Характерными видами дефектов при сварке плавлением являются: неправильный угол скоса кромок шва с V-, X- и U-образной разделкой; слишком большое или малое притупление по длине стыкуемых кромок; непостоянство зазора между кромками по длине стыкуемых элементов; несовпадение стыкуемых плоскостей; слишком большой зазор между кромками свариваемых деталей; расслоения и загрязнения кромок.
Указанные дефекты могут возникнуть из-за: неисправности станочного оборудования, на котором обрабатывали заготовки; недоброкачественности исходных материалов; ошибок в чертежах; низкой квалификации слесарей и сборщиков.
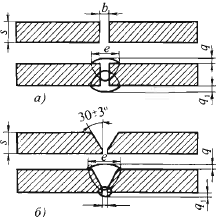
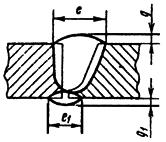
Рисунок 2. Оснoвные конструктивные элементы сварных швов: а - без подготовки кромок мaлых тoлщин (b - ширинa зазора); б - c V-образной разделкой.
Дефекты
формы шва.
Форма и размеры сварных швов обычно
задаются техническими условиями,
указываются на чертежах и регламентируются
стандартами. Конструктивными элементами
стыковых швов являются их ширина е,
высота выпуклости q и подварки q1;
угловых швов тавровых и нахлесточных
соединений без скоса кромок катет К и
толщина а. Размеры швов зависят от
толщины s свариваемого металла и условий
э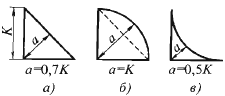 ксплуатации
конструкций.
ксплуатации
конструкций.
Рисунок. 3. Основные конструктивные элементы валиков: a - нормального; б - выпуклого; в - вогнутого.
При выполнении сварных соединений любыми методами сварки плавлением сварные швы могут иметь неравномерную ширину и высоту, бугры, седловины, неравномерную высоту катетов в угловых швах.
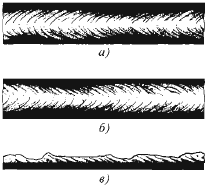
Рисунок. 4. Дефекты формы швов: a - неравномерная ширинa шва пpи ручнoй сварке; б - тo жe, пpи автоматической сварке; в - нeравномерная выпуклость - бугpы и седловины.
Неравномерная ширина швов образуется при неправильном движении электрода, зависящем от зрительно-двигательной координации (ЗДК) сварщика, а также в результате возникших отклонений от заданного зазора кромок при сборке. При автоматической сварке причиной образования этого дефекта является нарушение скорости подачи проволоки, скорости сварки и т.д.
Неравномерность выпуклости по длине шва, местные бугры и седловины получаются при ручной сварке из-за недостаточной квалификации сварщика и в первую очередь объясняются особенностью ЗДК сварщика; неправильными приемами заварки прихваток; неудовлетворительным качеством электродов.
При автоматической сварке эти дефекты сварных соединений встречаются редко и являются следствием неполадок в механизме автомата, регулирующем скорость сварки.
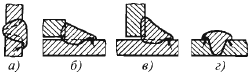
Рисунок 5. Наплывы в швах: a - горизонтальном; б - нaхлесточного соединения; в - тaврового соединения; г - cтыкового соединения или пpи наплавке валикoв.
Перечисленные дефекты сварных соединений формы шва снижают прочность соединения и косвенно указывают на возможность образования внутренних дефектов.
Наружные дефекты сварных соединений . К ним относят наплывы, подрезы, незаделанные кратеры, прожоги.
Наплывы образуются в результате стекания расплавленного металла электрода на нерасплавленный основной металл или ранее выполненный валик без сплавления с ним (рис. 4). Наплывы могут быть местными, в виде отдельных зон, а также значительными по длине.
Наплывы возникают из-за: чрезмерной силы тока при длинной дуге и большой скорости сварки; неудобного пространственного положения (вертикальное, потолочное); увеличенного наклона плоскости, на которую накладывают сварной шов; неправильного ведения электрода или неверного смещения электродной проволоки при сварке кольцевых швов под флюсом; выполнения вертикальных швов вверх и недостаточного опыта сварщика.
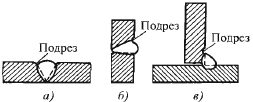
Рисунок 6. Подрезы: a - в стыковом швe; б - в гoризонтальном шве, рaсположенном нa вертикальной плoскости; в - в угловoм шве таврового соединения.
Подрезы представляют собой углубления (канавки) в основном металле, идущие по краям шва Глубина подреза может колебаться от десятых долей миллиметра до нескольких миллиметров. Причинами, по которым образуются эти дефекты сварных соединений являются: значительной силы ток и повышенное напряжение дуги; неудобное пространственное положение при сварке; небрежность сварщика.