Материал: Кирпич и камни силикатные
Содержание в песке пылевидных, илистых и глинистых частиц размером менее 0,05 мм должно быть не более 10%, в том числе глинистых частиц размером менее 0,005 мм - не более 2%; содержание слюды - не более 0,5%.
Содержание в песке сернистых и сернокислых примесей в пересчете на SO3
должно быть не более 2%, а щелочей (в пересчете на Na2О) не более 3,6% [4].
.3 Выбор и обоснование способа и технологической схемы производства
Производственный процесс начинается с доставки сырья на склады завода.
В качестве известкового компонента может использоваться магнезиальная или доломитовая известь при условии активного состояния MgО в ней, что обеспечивается скоростным обжигом в узком интервале температур в печах кипящего слоя (900-9500С). При длительных сроках гашения извести с высоким содержанием MgО необходимо предусмотреть ускорение процесса гашения - более тонкий помол извести, предварительное ее гашение в гасильных барабанах под давлением пара 0,5-0,6 МПа, использование горячей воды для гашения или пара. [5].
Доставка песка на завод осуществляется автотранспортом. Складируется песок на открытой площадке. Со склада песок поступает на
грохот для выделения крупных включений. Из барабанного грохота большая часть песка (90%) поступает в бункер в качестве заполнителя, а остальная часть (10%) отправляется в другой бункер, из которого затем поступает в шаровую мельницу для совместного помола с негашеной известью. Мельница представляет собой цилиндр, вращающийся на полых втулках. Внутреннее пространство мельницы разделено на камеры. В первой камере осуществляется грубый помол. Во второй камере происходит более тонкое измельчение. Измельченная известь направляется в бункер вяжущего. Отделение, где происходит приготовление известково-кремнеземестого вяжущего, называют помольным. В зависимости от мощности применяют различные трубные шаровые мельницы.
Во избежание замазывания узких горловин мельниц влажным песком рекомендуется удалить из передней цапфы мельницы втулку с расположенными внутри нее по винтовой линии невысокими гребнями, а взамен установить и закрепить шнек, входящий наружу, и неподвижный корпус. В результате получается винтовой смеситель, в котором влажный песок подсушивается мелкодробленной известью, сухая смесь бесперебойно поступает в мельницу и сразу подвергается помолу.
Из расходных бункеров песок, вода и продукт помола весовыми дозаторами подают в лопастной смеситель, куда дозатором подается горячая вода (конденсат). В смесителе происходит первичное перемешивание компонентов. По технологическим требованиям при первичном перемешивании необходимо добиться равномерного распределения в смеси извести и воды, что обеспечивает нормальное гашение и последующую обработку смеси в силосах. Количество воды должно обеспечивать полное гашение извести в силикатной смеси. Влажность гашеной смеси после силоса должна составлять около 3%.Продолжительность нахождения смеси в силосах должна обеспечивать полное гашение извести в смеси и определяется свойствами применяемого сырья, и в первую очередь извести. Время гашения извести в силикатной смеси значительно меньше, чем при гашении чистой извести за счет отвода тепла песком. После выхода из силосов смесь системой ленточных конвейеров подается на доувлажнение и дополнительное перемешивание в смеситель.
Доувлажненная силикатная смесь ленточными конвейерами подается в расходные бункера прессов. Чаще всего используются прессы с неподвижным столом. Автоматический укладчик раскладывает кирпичи в ряды на подвижную ленту. По мере заполнения ленты рядами отформованного кирпича другой автоматический укладчик укладывает его на вагонетки. Заполненные вагонетки закатываются на общую тележку. Тележка направляет вагонетки в автоклавы. Растворимость СаО в воде составляет 1 г/л. Растворимость же SiO2 всего 0,0002 г/л. Однако при повышении температуры его растворимость увеличивается до 0,5 г/л. Для этой цели и используют автоклав.
Температуру сырца в период загрузки в автоклав можно принять 40°С. Температура стенок автоклава выше, чем температура сырца, в связи с этим тепло передается наружным поверхностям кладки сырца на вагонетках и часть воды из него испаряется, повышая относительную влажность воздуха в автоклава, если одна из его крышек закрыта.
При впуске насыщенного пара он омывает сырец, вагонетки и стенки автоклава и смешивается с находящимся там воздухом. Вначале происходит только интенсивный прогрев сырца благодаря большой разности температур между ним и паром. Давление же сохраняется на уровне атмосферного до тех по, пока средняя температура в нем не достигнет 100°С. Этот период является пропариванием сырца без давления.
После выравнивания температур условия твердения во всех зонах становятся одинаковыми. В этот период происходит пропаривание кирпича под давлением до 12 атмосфер и температуре 180-210 Сº, образуются гидросиликаты кальция, отличающихся высокой прочностью:
+ SiO2+ Н2О t=180-210 Сº, P=8-12 атм nCaO · SiO2· Н2О
Как только давление начинает снижаться, тотчас же находящийся в порах кирпича вода становится перегретой по отношению к теоретической температуре жидкости и бурно вскипает.
Цикл запаривания длится до 10 часов. После этого вагонетки с кирпичами из
автоклава отправляются на склад. В течение некоторого времени нахождения на воздухе
продолжается рост прочности кирпича, что обусловлено высыханием, а также, тем
что не вступившая в реакцию с кремнезёмом Са(ОН)2 реагирует с СО2 воздуха,
образуя СаСО3 [5].
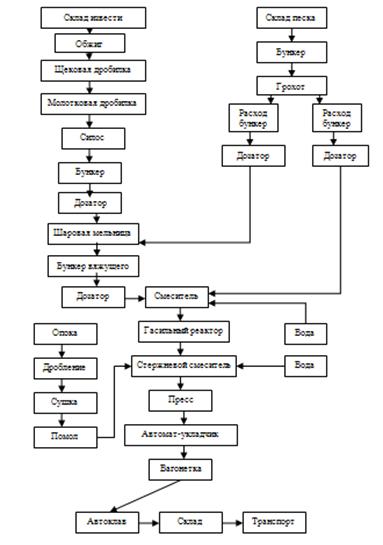
Рисунок 2- Технологическая схема производства
1.4 Режим работы и фонд рабочего времени
Режим работы следует принимать в соответствии с нормами технологического
проектирования и технологическими регламентами.
Таблица 7 - Режим работы [6]
|
Наименование отделений и переделов производства |
Количество рабочих смен в сутки |
Количество рабочих дней в году |
Номинальный фонд раб времени |
Коэффициент использования, Ки |
Фактический раб фонд времени |
|
Отделение приема сырья |
2 |
253 |
4048 |
1 |
4048 |
|
Отделение обжига извести |
3 |
365 |
8760 |
0,95 |
8322 |
|
Помольное отделение |
2 |
253 |
4048 |
0,9 |
3643 |
|
Смесеприготовительное отделение |
2 |
253 |
4048 |
0,8 |
3238 |
|
Формовочное отделение |
2 |
253 |
4048 |
0,82 |
3319 |
|
Запарочное отделение |
3 |
253 |
6072 |
0,95 |
5768 |
|
Склад готовой продукции: -по приему -по отгрузке автотранспортом |
3 2 |
253 253 |
6072 4048 |
0,95 1 |
768 4048 |
Продолжительность рабочей смены - 8 часов.
Годовой фонд работы оборудования определяется путем умножения
нормативного фонда рабочего времени на коэффициент использования оборудования.
ТР= ТГ × Кn (1)
ТГ= N × n × t , (2)
где N - количество рабочих дней в году- количество рабочих смен в сутки-
продолжительность рабочей смены
.5 Расчет производственной программы
Режим работы завода: 253 рабочих дня по пятидневной рабочей неделе, 2 смены.
Производительность завода: 140 млн. шт. усл. кирпича в год.
Ассортимент продукции: 75% - кирпич пустотелый утолщенный (пустотность 25%), 25% - кирпич сплошной.
Принимаем марку пустотелого утолщенного кирпича равной 100, а марку сплошного
кирпича 175. В качестве формовочных агрегатов принимаем комплексы СМС-296.
Выбираем 2-х сменный режим работы формовочного оборудования. Коэффициент его
использования Ки равен 0,82, а годовой фонд рабочего времени:
Тр = Тг · Ки = N·n·t·Ки = 253·2·8·0,82 = 3319 ч (3)
Паспортная производительность пресса СМС-296 при формовании условного кирпича составляет 5,76 тыс. штук условного кирпича в час. Таким образом годовая производительность одного пресса:
= П · Тр · К1 · Кг (4)
где К1 - коэффициент выхода годной продукции из пресса. У пустотелого К1=0,97; полнотелого К2=0,985.
Кг - коэффициент выхода годной продукции из автоклава.
При формовании сплошного кирпича:
= 5,76·0,985·0,985·3319 = 18548 тыс. шт. усл. кирпича в год (5)
При формовании пустотелого утолщенного кирпича:
= 6,48·0,97·0,985·3319 = 20548 тыс. шт. усл. кирпича в год (6)
Для обеспечения годовой программы по пустотелому утолщенному кирпичу
необходимо установить n1 - количество прессов:
 (7)
(7)
Принимаем для пустотелого утолщенного кирпича 5 прессов
Для
обеспечения годовой программы по сплошному кирпичу- n2 прессов:
 (8)
(8)
Принимаем для сплошного кирпича 2 пресса.
Соотношение между марками пустотелого и сплошного кирпича, определяем по
номограмме.Для 25% пустот оно равно 0,575. Таким образом, прочность сплошного
кирпича, кг/![]() , равна
, равна
Находим удельный расход вяжущего для пустотелого кирпича М 100: Ц = 410 кг/тыс. шт.;
Находим удельный расход вяжущего для сплошного кирпича М 175: Ц = 540 кг/тыс. шт
Годовой
расход вяжущего вещества составляет: на выпуск пустотелого утолщенного кирпича:
 (9)
(9)
на
выпуск сплошного кирпича:
 (10)
(10)
всего:
![]() (11)
(11)
В
том числе извести:
![]() (12)
(12)
С
учетом 4% потери расход вяжущего составляет:
![]() (13)
(13)
В том числе извести:
![]() (14)
(14)
Расход
песка в год составляет:
 (15)
(15)
Расход
песка с учетом 2% потерь:
![]() (16)
(16)
Расход
воды на годовой выпуск изделий:
![]() (17)
(17)
Таблица 8 - Расход основных материалов
|
Наименование |
Ед. изм. |
Расход материалов |
||||
|
|
|
часовой |
суточный |
годовой |
||
|
|
|
средний |
максим. |
средн. |
максим. |
|
|
Вяжущее состава 1:1 |
т |
20,2 |
23,2 |
265,28 |
278,54 |
67118 |
|
Известь |
т |
10,1 |
11,62 |
132,64 |
139,27 |
33559 |
|
Песок |
м3т |
94,1 122,36 |
108,24 140,7 |
1234,7 1605,18 |
1296,5 1685,4 |
312393 406111 |
|
Вода |
т |
5,7 |
6,5 |
74,81 |
78,55 |
18929 |
|
Опока |
т |
15,2 |
17,47 |
194,5 |
204,2 |
49216 |
|
Формовочная смесь |
т м3 |
148,3 105,9 |
170,5 121,8 |
1945,3 1389,5 |
2042,5 1459 |
492158 351541 |
|
Формовочная смесь с опокой(10% от массы) |
т м3 |
163,1 116,5 |
187,6 134 |
2139,8 1528,4 |
2246,8 1604,9 |
|
Для перевода основных материалов из м3 в тонны необходимо умножить на
плотность вычисляемый материал. Плотность приведена в таблице 7.
Таблица 9 - Плотность основных материалов
|
Наименование |
Плотность т/м3 |
|
Известь |
1 |
|
Вода |
1 |
|
Песок |
1,3 |
|
Формовочная смесь |
1,4 |
Склад готовой продукции:
По приему
Количество в год: 140 000 тыс. шт.
Количество в сутки:
000/253 = 553,3
Количество в час:
000/5768 = 24,3
По отгрузке:
Количество в год: 140 000 тыс. шт.
Количество в сутки:
000/253 =553,3
Количество в час:
140 000/5768 = 24,3
Кирпич в автоклав:
Количество в год с учетом 1.5% потерь:
000*1,015 = 142100
Количество в сутки:
/253 = 561,6
Количество в час:
/5768 = 24,6
В том числе сплошных в год:
*0,25=35525
В сутки:
/253=140,4
В час:
/5768=6,15
В том числе пустотелых в год:
142100*0,7=106575
В сутки:
/253=421,2
В час:
/5768=18,5
Кирпич на формовку:
Количество сплошного кирпича в год с учетом 1,5% потерь:
*1,015 = 36058 тыс. шт.
Количество в сутки:
/253 = 142,5
Количество в час:
/3319 = 10,9
Количество пустотелого кирпича в год с учетом 3% потерь:
*1,03 = 109772 тыс. шт.
Количество в сутки:
109772/253 = 433,9
Количество в час:
/3319 = 33,1
Всего в год:
+ 109772 = 145830
Всего в сутки:
/253 = 576,4
Всего в час:
/3319 = 43,9
Смесь в смесительном отделение:
Количество в год: 541374 т
Количество в сутки:
/253 = 2139,8 т
Количество в час:
/3238 = 167,2 т
Количество в год: 386696 м3
Количество в сутки:
/253 =1528,4 м3
Количество в час:
/3238 = 119,4 м3
В том числе песок в год: 312393 м3
В сутки:
/253=1234,7 м3
В час:
/3238=94,12 м3
В том числе вяжущее в год: 67118 т
В сутки:
/253=265,3 т
В час:
/3238=20,22 т
В том числе опоки в год:
492158/10=49216 т
В сутки:
/253=194,5 т
В час:
/3238=15,2 т
Вяжущее в помольном отделение:
Количество в год: 67118 т
Количество в сутки:
/253 = 265,3 т
Количество в час:
/3643 = 18,4 т
В том числе песок в год: 33559 т
В сутки:
/253=132,4 т
В час:
/3643=9,2
В том числе известь в год: 33559 т
В сутки:
/253=132,4 т
В час:
/3643=9,2 т
Известь с обжига:
Количество в год:33559 т
Количество в сутки:
/365=91,94 т
Количество в час:
/8322=4,03 т
Известняк на склад:
Количество в год:
*1,6=53694,4 т
Количество в сутки:
,4 /253=212,2 т
Количество в час:
,4/4048=13,26 т
Таблица 10 - Производственная программа
|
Наименование передела |
Ед. изм. |
Количество в |
||
|
|
|
год |
сутки |
час |
|
1 |
2 |
3 |
4 |
5 |
|
Кирпич на склад |
тыс. шт. |
140000 |
553,4 |
42,2 |
|
Кирпич в автоклав: - в том числе сплошных - пустотелых |
тыс. шт. |
142100 35525 106575 |
561,6 138,3 415 |
24,63 6,16 18,47 |
|
Кирпич на формовку: - в том числе сплошных - пустотелых - всего |
тыс. шт. |
35525 108150 143675 |
140,4 427,5 567,9 |
10,7 32,6 43,3 |
|
Смесь в смесительном отделение: - в том числе песок - вяжущее - опока |
т м3 м3 т т |
541374 386696 312393 67118 49216 |
2139,8 1528,4 1234,7 265,3 194,5 |
167,2 119,4 94,12 20,22 15,2 |
|
Вяжущее в помольном отделение: - в том числе песок - известь |
т т т |
67118 33559 33559 |
265,3 132,64 132,64 |
18,4 9,17 9,17 |
|
Известь с обжига |
т |
33559 |
91,94 |
4,03 |
|
Известняк на склад |
т |
53694,4 |
212,2 |
13,26 |