Материал: Изучение функциональных свойств многослойных пленок на основе двух- и трехкомпонентных нитридов тугоплавких металлов и их соединений с легкоплавкими металлами и неметаллами
а
б
Рис. 3.30. Упрочненные детали: а) внутреннее кольцо подшипника скольжения высокоэнергетических машин; б) пары трения топливорегулирующей аппаратуры
б
а
в
Рис. 3.31. Упрочненное сверло (а) и зависимость температуры сверла от времени с использованием бронзовой оснастки (б); без использования бронзовой оснастки (в)
101
Об увеличении или снижении стойкости инструмента судят по отношению количества просверленных отверстий упрочненным инструментом к количеству просверленных отверстий серийным инструментом.
Количество испытываемых сверл оговаривалось контрольной службой. Согласно акту испытаний разработанный техпроцесс позволяет увеличить износостойкость мелкоразмерных сверл с TiN пленкой по сравнению с обычными сверлами в 2…3 раза, по сравнению со сверлами после оксидофосфотации в 2 раза.
Промышленные испытания неупрочненных сверл Ø 14 мм и с МП на основе TiN слоев, сформированных МР, показали увеличение их стойкости в 1,3 раза при обработке пластины толщиной 20 мм из стали марки Х18Н9Т.
Большую партию фрез из стали Р6М5 с размерами: 100×3, 125×4, 160×4, изготовленных по ГОСТ 2679–73 в различном состоянии (без термообработки, с различными видами термообработки), упрочняли путем осаждения МП на основеTiхZr1–хN слоев, что позволило выявить эффект от упрочнения фрез. С целью определения экстремальных условий работы технологического инструмента из быстрорежущей стали испытания проводили при различных режимах. Результаты испытаний представлены в табл. 3.20.
Изучали износ неупрочненного инструмента и с МП на основе TiхZr1–хN слоев для установления эффективности упрочнения. В качестве объекта исследования выбрана фреза из быстрорежущей стали Р6М5 с размерами 125×4 мм.
При исследовании режущей кромки фрезы и ее ЗП и ПП выявлены следующие дефекты: высокая шероховатость режущей кромки и дефекты поверхностей вдоль кромки, следы механической обработки на поверхности фрезы и трещина во впадине (в месте скругления) между зубцами фрезы. Длительность работы неупрочненной фрезы до разрушения соответствовала 5 ч. Для выявления причин разрушения фрезы были исследованы режущая часть и ее задняя и передняя поверхности. Установлены следующие дефекты: пластическое деформирование режущей части; износ по ПП и ЗП поверхностям фрезы; высокая шероховатость ее режущей части; наростообразование; абразивно-механический износ и адгезионно-усталостное изнашивание фрезы (рис. 3.32).
Изучен характер износа режущей кромки упрочненной фрезы, отработавшей аналогичное число часов, что и неупрочненная фреза (рис. 3.33). Упрочненная фреза после аналогичной обработки аустенитной стали незначительно изношена. На поверхностях фрезы наблюдаются следы МП, предотвратившие ее износ (рис. 3.33, а, б).
102
Таблица 3 . 2 0
Стойкостные испытания сверл с МП на основе TiхZr1–хN и TiхZr1–хОN слоев на РП ОАО «Азотхимремонт» (обрабатываемый материал 12Х18Н10Т)
Тип инструмента |
Диаметр, мм |
Матери- |
|
|
|
Время |
Классчистоты поверхности |
Количество |
Стружка/состояние |
|
Vшпинделя, |
Vподачи, |
Материал |
обра- |
|||||||
ал инст- |
обработок |
обработанной |
||||||||
румента |
об/мин |
об/мин |
слоя |
ботки, |
(размер, мм) |
поверхности |
||||
|
|
|
мин |
|||||||
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
8 |
Р6М5 |
500 |
1001 |
Нет |
10 |
4 |
max 60 |
Элементная, рваные |
|
Сверло |
|
|
|
|
|
|
|
|
края/поверхностьдета- |
|
|
|
|
|
|
|
|
|
ли сзаусенцами, нали- |
||
|
|
|
|
|
|
|
|
пание стружки |
||
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
TiхZr1–хN |
30 |
6 |
280 |
Сливная/чистая |
|
|
8 |
Р18 |
450 |
1002 |
Нет |
1,7 |
4 |
1 отв. |
Элементная, рваные |
|
|
|
|
(норма |
|
|
2,1 |
4 |
10 отв. |
края/ поверхностьдета- |
|
Сверло |
|
|
250) |
|
|
>4,2 |
4 |
19 отв. |
ли сзаусенцами, нали- |
|
|
|
|
|
|
|
|
|
пание стружки |
||
|
|
|
|
TiхZr1–хN |
0,8 |
6 |
1 отв. |
Сливная/чистая |
||
|
|
|
|
|
||||||
|
|
|
|
|
|
1,0 |
6 |
30 отв. |
|
|
|
|
|
|
|
|
>4,2 |
6 |
40 отв. |
|
|
|
8 |
Р6М5 |
500 |
633 |
Нет |
20 |
4 |
max 24 паз. |
Элементная, рваные |
|
|
|
|
|
|
|
|
|
(8×4×120) |
края/ поверхностьдета- |
|
|
|
|
|
|
|
|
|
|
ли сзаусенцами, нали- |
|
|
|
|
|
|
|
|
|
|
пание стружки |
|
|
|
|
|
|
TiхZr1–хОN |
360 |
6 |
120 паз. |
Сливная/чистая |
|
пальчиковая |
|
|
|
|
|
|
|
(8×4×120) |
|
|
|
|
|
|
|
|
|
|
|
||
20 |
Р6М5 |
250 |
503 |
Нет |
120 |
4 |
10 паз. |
Элементная, рваные |
||
|
|
|
|
|
|
|
(20×10×150) |
края/поверхностьдета- |
||
|
|
|
|
|
|
|
|
ли сзаусенцами, нали- |
||
|
|
|
|
|
|
|
|
пание стружки |
||
Фреза |
|
|
|
|
|
|
|
|
||
|
|
|
|
TiхZr1–хОN |
180 |
6 |
15 паз. |
Сливная/чистая |
||
|
|
|
|
|
|
|
(20×10×150) |
|
||
|
22 |
Р6М5 |
250 |
503 |
Нет |
120 |
4 |
10 паз. |
Элементная, рваные |
|
|
|
|
|
|
|
|
|
(22×10×150) |
края/ поверхностьдета- |
|
|
|
|
|
|
|
|
|
|
ли сзаусенцами, нали- |
|
|
|
|
|
|
|
|
|
|
пание стружки |
|
|
|
|
|
|
TiхZr1–хОN |
180 |
6 |
15 паз. |
Сливная/чистая |
|
|
|
|
|
|
|
|
|
(22×10×150) |
|
1Радиально-сверлильный станок модели 2М55 (РП «Азотхимремонт» ОАО «Азот», г. Березники).
2Радиально-сверлильный станок модели 2М52 (ЗАО «Березниковский механический завод»).
3Вертикально-фрезерный станок модели 6Р13.
103
а |
б |
в |
г |
д |
е |
ж з
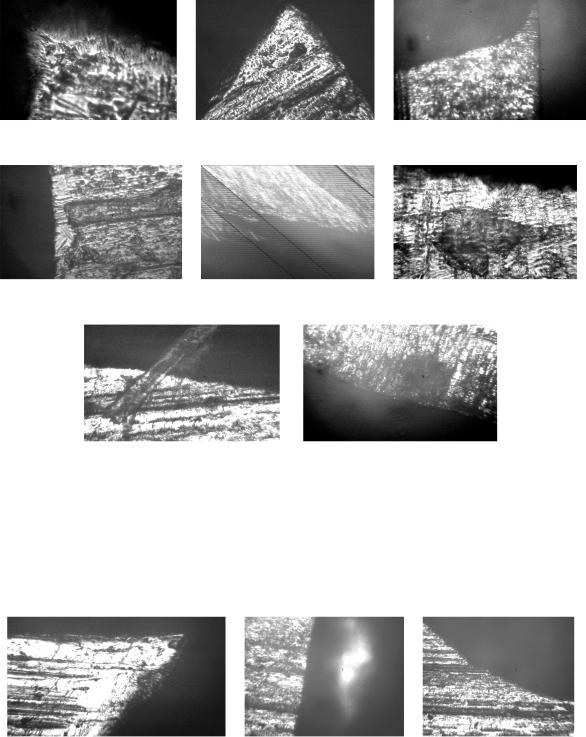
Рис. 3.32. Износ фрезы без упрочнения: а) выпучивание ЗП; б) выпучивание ЗП и опускание ПП; в) лунка износа на ПП; г) ленточка износа на ЗП; д) разрушение режущей кромки на ПП; е) нарост в виде объемного тела; ж) нарост в виде полосы; з) вырыв быстрорежущей матрицы. ×300
а |
б |
в |
Рис. 3.33. Износ режущей части фрезы, упрочненной с МП на основе TiхZr1–хN слоев: а) вырыв на режущей кромке; в) режущая часть на ПП со следами пленки;
г) режущая часть на ЗП со следами пленки. ×300
104
Обнаружен отделяющийся TiхZr1–хN слой от режущей части фрезы, которая фактически не деформирована (рис. 3.33, б). Малая деформация режущей кромки, режущей части на ЗП (рис. 3.33, в) свидетельствует о том, что МП на основе TiхZr1–хN слоев снижает теплоперенос в быстрорежущую матрицу и таким образом способствует сохранению прочности подложки, необходимой для сопротивления пластической деформации и адгезионному изнашиванию в процессе резания.
На основании проведенного исследования характера изнашивания режущей части упрочненной фрезы можно отметить следующее: износ режущей кромки, ЗП и ПП фрезы минимальный; оставшиеся следы МП свидетельствуют о частичном ее деформировании на поверхностях фрезы; увеличение эксплуатационной стойкости упрочненных фрез в первую очередь связано с повышением трибологических свойств поверхности и уменьшением трения контактных поверхностей, что способствовало уменьшению налипания стружки и образования наростов, улучшению схождения стружки с передней поверхности, снижению осевой силы
икрутящего момента, повышению точности обрабатываемой детали;
МП на основе TiхZr1–хN слоев, благодаря более высокой микротвердости, трещиностойкости, адгезионной прочности с быстрорежущей матрицей
ивысокому уровню сжимающих остаточных напряжений сдерживает процессы образования и развития трещин и сдвигает их начало в область более высоких тепловых и силовых нагрузок; термически стабильный
TiхZr1–хN слой, являясь «третьей средой», препятствует схватыванию трущихся поверхностей и способствует сохранению прочности быстрорежущей матрицы, уменьшению износа поверхности фрезы в 2…5 раз, увеличению скорости резания и срока службы режущего инструмента, в том числе мелкоразмерного.
Наибольший эффект упрочнения фрез (до 3 раз по объему резки) заметен при обработке закаленных высоколегированных сталей. По результатам проведенных работ с упрочненным режущим инструментом, технология упрочнения принята к применению на предприятии. Значительный эффект получен при обработке некоторых видов металла электродов, например, типа Э-10Х20Н70Г2М2Б2В. Проведенные испытания мелкораз-
мерных сверл из быстрорежущей стали с МП на основе TiхZr1–хN слоев показали увеличение стойкости в 1,5…1,8 раза.
Промышленные испытания сверл АГУ 23-90 с твердосплавными пластинками из ВК8 и ВК60М с износо- и коррозионно-стойкой многослойной пленкой на основе Ti1–хAlхN слоев, сформированной в оптимальных
105