Дипломная (вкр): Изготовление кухонного набора из дерева с элементами художественной обработки как вид предпринимательской деятельности
При пилении вдоль волокон при горизонтально установленном материале раскраиваемую доску кладут на крышку верстака или заменяющего его рабочего стола и закрепляют струбциной так, чтобы отпиливаемая часть доски свисала на край крышки верстака.
Для продольного раскроя досок на черновые заготовки применяют лучковые пилы с зубьями для продольной распиловки.
Раскрой начинают с верхнего ребра торцовой кромки доски, делая первое движение пилой на себя снизу вверх. Перед пилением полотно устанавливают на ребро кромки по ногтю большого пальца левой руки.
При раскрое заготовок и зашпиливании шипов и проушин зубья пилы по отношению к разметочной риске устанавливают по ногтю. Пиление начинают движением пилы на себя. Пилу держат кистью правой руки за стойку, как можно ближе к ручке, левой рукой поддерживают заготовку. Полотно пилы при пилении должно быть параллельно крышке верстака. Пиление производят при неподвижном, немного наклоненном вперед корпусе. По мере увеличения длины пропила заготовку поднимают и закрепляют вновь. При этом пилу вынимают вновь из пропила. Пиление поперек волокон при горизонтально установленной заготовке необходимо для выпиливания шипов стенок скамьи. Обрабатываемую заготовку укладывают на крышку верстака, чтобы кромка заготовки упиралась в упор верстака.
Пиление поперек волокон производят ножовками с мелкими зубьями. Зубья пилы устанавливают на распиливаемую заготовку по ногтю большого пальца левой руки. Пилу держат правой рукой, левой рукой поддерживают и прижимают.
Строгание.
Строгание - это операция резания древесины резцом (ножом), при которой траекторией резания является прямая, направление которой совпадает с направлением рабочего движения. При строгании поверхность резания, поверхность обработки и плоскость резания совпадают.
Прежде чем приступить к строганию, необходимо подготовить (наладить) инструмент. Наладка инструментов состоит в установке ножа и закреплении его клином. Нож устанавливают и закрепляют клином следующим образом: рубанок или фуганок берут в левую руку, а правой рукой вставляют в шток нож и клин, поддерживая их большим пальцем левой руки. Затем легким ударом молотка или киянки по клину закрепляют нож. После этого устанавливают лезвие ножа на толщину срезаемой стружки, которая составляет при строгании рубанком 0,3-0,5 мм. При установке нож подают вперед ударом молотка. Если лезвие выступает за подошву на величину, большую требуемой, нужно легким ударом по торцу колодки рубанка уменьшить выступ. После установки нож прочно закрепляют ударом по торцу клина.
При строгании обрабатываемая поверхность должна быть параллельна крышке верстака. Заготовку закрепляют в верстаке зажимной коробкой передним зажимом. Строгание вдоль волокон производят по волокну, поэтому перед закреплением заготовку осматривают, чтобы определить направление волокон. Строгание в заданный размер выполняют по предварительно размеченной заготовке.
Обработанные строганием заготовки контролируют на прямолинейность, плоскостность и перпендикулярность. Правильность строгания фасок контролируют на соответствие заданным размерам. Прямолинейность обрабатываемых заготовок проверяют на глаз. Или прилагают к строганной поверхности контрольную деревянную линейку. Плоскостность также контролируют на глаз. Перпендикулярность проверяют угольником. Угольник накладывают на проверяемую заготовку и определяют правильность обработки проверяемого угла на просвет.
Долбление и резание стамеской.
Долбление стамеской будет применено при получении глухих гнезд в крышке скамьи и двух основаниях. При долблении резцом выдалбливается гнездо в неподвижной заготовке. За рабочий ход резца снимается стружка. Перед долблением на заготовку наносят разметочные риски. При долблении получается закрытое резание, т.к. у стамески три режущие кромки. Причем боковые режущие кромки защищают боковые поверхности гнезд. Глухие гнезда размечают с одной стороны.
Обрабатываемую поверхность зажимают в верстаке. При обработке нескольких одинаковых заготовок их укладывают на крышку верстака и зажимают струбциной. Долбление начинают на расстоянии 1-2 мм от разметочной риски, нанося первый удар киянкой по стамеске. Второй удар, срезая стружку первую, наносят по стамеске, оставленной и наклоненной внутрь гнезда. Таким образом, поочередно срезают стружки, выдалбливая примерно 2/3 длины гнезда. Затем брусок поворачивают и выдалбливают оставшуюся часть гнезда. Толщина стружки составляет в начале работы 2-3 мм, а затем может быть увеличена до 5-10 мм. Срезание более толстой стружки ускоряет выполнение операции долбления, но ухудшает качество поверхности гнезда.
Сверление.
Сверление - процесс образования сверлом в заготовках сквозных и несквозных цилиндрических и конических отверстий.
Отверстия сверлят по предварительной разметке, для чего в заготовке в местах установки центра сверла делают надколы шилом. После установки центра сверла в наколотое шилом отверстие, сверлу сообщается вращательное движение. Сквозное отверстие просверливают обычно с двух сторон заготовки. Одностороннее сквозное сверление применяют только в случаях, когда не требуется точного совпадения окружностей на обеих сторонах заготовки, А также при сверлении в тонких заготовках.
Шлифование.
Шлифование заготовок выполняется действием на древесину абразивных зерен шлифовальной шкурки. Шлифовальная шкурка представляет собой гибкую бумажную, тканевую или комбинированную основу, на которой с помощью клеящего (связующего) вещества закреплены абразивные зерна-резцы.
Ручное шлифование выполняют с помощью колодок. Колодки изготавливают из куска древесины. При шлифовании колодку, обернутую куском шлифовальной шкурки, кладут зерном на обрабатываемую поверхность заготовки и перемещением колодки со шкуркой срезают зернами стружку, транспортируя ее на всем пути резания. В первый период шлифования стружка срезается более высокими зернами, А после их удаления (замены), начинают работать более низкие зерна, отчего качество поверхности шлифования улучшается. При шлифовании поперек волокон на поверхности образуются царапины, ухудшающие качество обрабатываемой поверхности. При обработке заготовок ручным инструментом фигурные плоские поверхности отверстия предварительно зачищают напильником. Для зачистки применяют напильники с крупной насечкой, позволяющие за один проход снять до 0,3 мм древесины. Обработанная напильником поверхность окончательно зачищается шкуркой.
Приемы выполнения трехгранно-выемчатой резьбы.
Трехгранно-выемчатая резьба будет применена для украшения лицевой стороны разделочных досок. Сначала проводят окантовочную линию от края изделия на расстоянии 5 мм, затем вторую линию на расстоянии 15 мм от первой. Полученную полосу делят на квадраты. Потом в каждом квадрате проводят две диагонали, при пересечении которых получаются четыре треугольника. После прорезания окантовки режут прямые вертикальные и горизонтальные линии. Острие резака ставят в центре треугольника так, чтобы скос его был направлен в один из углов, и делают надкол. Таких надколов в каждом треугольнике делается три по направлению в каждый угол.
После надколов приставляют резак к краю одного из
углов и, наклонив резак к краю, делают срез грани так же, как срезку куличка.
Таких срезов граней делают три, а в каждом квадратике четыре трехгранных
трехсторонних среза.
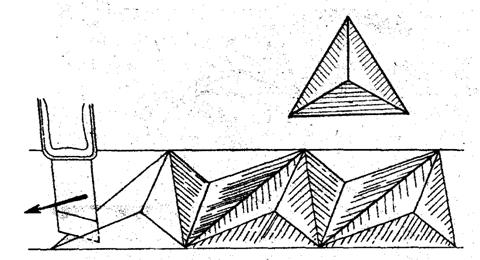
Рис. 5. Резьба трехгранной выемки.
Приемы выполнения резьбы розетки с «сиянием».
Розетки с «сиянием» - это вид резьбы в окружности. Этот вид резьбы будет нанесен на разделочных досках. Разметка начинается с окантовки. Затем короткие стороны окантовки делятся на четыре равные части и проводят прямые горизонтальные линии от точке к точке. Длинную сторону делят на восемь равных частей. Циркулем описывают окружность диаметром 50 мм. Внутрь описывают еще два круга радиусом 42 мм и 35 мм. Таким образом, в кругах получилось по четыре сектора. Каждый сектор разбивается на три равных части. Кроме этого, каждый сектор внутри малого круга разбивают еще на две равные части. Из намеченных точек по окружности проводят в центр прямые линии. Затем точки соединяют наклонными линиями.
Техника резьбы следующая. Резак ставят на острие одной
их точек так, чтобы острие образовало по обеим сторонам почти равные углы.
После этого слегка нажимают на рукоятку резака и осторожно, чуть наклонив резак
в правую сторону, делают надрез. Проведя надрез, отставляют резак от
первоначального положения на 1 мм и, наклонив резак влево, делают второй
надрез, следя, чтобы расстояние между резаком и надрезом было одинаковой ширины
и глубины. Таким образом, прорезают все окружности, предназначенные к резьбе.
Закончив эту операцию, делают резаком надрезы «куличков» и «сияний»,
расположенных в середине круга. «Куличик» оставляют и срезают две боковые грани
(стороны).
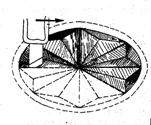
Рис. 6. Резьба розетки «сияние».
Технология представленная выше, доступна и проста в применении, дает возможность для фантазии учащегося и не требует затраты большого количества времени на изготовление дипломного изделия.
2.4 Экономическая оценка изготовления кухонного набора
на базе школьной мастерской
Предлагаемая продукция. Предлагается выпуск следующих изделий: кухонный инвентарь, резные сувенирные изделия из дерева, резные панно, настенные резные вешалки и т.д.
Анализ рынка. Исследовав рынок деревянных кухонных изделий (спрос и предложение товаров, цены, определив конкурентов и потенциальных покупателей) пришли к выводу, что на нашу продукцию будет спрос. Так как продукция, прежде всего, выпускается с учётом тенденций современного спроса, качественно выполнена, цена на продукцию предполагается ниже рыночной и мастерская ориентируется на выпуск продукции для разных слоев населения.
Цели. На данный момент ставится три основные цели:
) Максимально возможная прибыль является основной целью, ради которой создается мастерская по изготовлению деревянных резных изделий. Под максимально возможной прибылью понимается прибыль, получаемая при полном использовании всех производственных и человеческих ресурсов.
) Положение на рынке является второй по значимости из поставленных целей. В нее входит завоевание части доли рынка в выбранной сфере деятельности.
) Прибыль мастерской по изготовлению деревянных резных изделий пропорционально зависит от её производительности, следовательно, только при максимальной производительности и, кроме того, при использовании всех производственных ресурсов можно добиться максимальной прибыли.
Продвижение товара на рынок будет осуществляться:
) Реклама, исходящая непосредственно от клиентов, довольных оказанной им услугой, купленным товаром;
) Городские и школьные праздники, ярмарки, выставки, районные педагогические конференции;
) Прием заказов от жителей города, района, предприятий;
) Личные контакты.
Клиенты. Основные клиенты мастерской по изготовлению деревянных резных изделий - магазины г. Тихвина, Бокситогорска, Пикалево, в которые, по ранее заключенному договору, будут поставляться готовые изделия.
Основные конкуренты. Основными конкурентами являются предприятия, мастерские Ленинградской области и других регионов России. Но так как предлагаемое предприятие на первоначальных этапах планирует заключение договоров на поставку и реализацию товара с магазинами города, то это позволит конкурировать с другими предприятиями.
Системы стимулирования. Договорная заработная плата. Повышение интереса к работе в виде материального поощрения, поздравление с успехом, сочувствие в случае неудач.
Для привлечения заказчиков будет широко использоваться реклама: рекламные щиты, вывески; выставки готовых изделий; информация в местной газете; реклама на радио.
Предприятие создаётся на базе деревообрабатывающей мастерской «Средней общеобразовательной школы №1» г. Бокситогорска.
Обслуживание клиентов будет производиться в самой мастерской.
Экономический расчет
.Расчет времени работы
Мастерская рассчитана на 15 рабочих мест, в качестве работников предполагаются учащиеся от 14 лет.
В мастерской работает одна бригада: один учитель и 15 учеников.
Учащиеся работают в мастерской 1 день по 2 часа. Общее число часов в неделю составит - 2 часа, в месяц соответственно 8 часов.
Мастерская работает с сентября по июнь, т.е. 10 месяцев в году.
Расчет количества выпускаемой продукции представлен в
таблице 1.
Таблица 1. Расчет количества выпускаемой продукции
|
Технологическая операция |
Кол-во времени (мин.) |
|
Разметка по шаблону |
5 |
|
Выпиливание лобзиком |
5 |
|
Обработка деревянных заготовок |
5 |
|
Резьба |
40 |
|
Сборка |
5 |
|
Итого: |
60 |
Источник: собственная разработка
Из таблицы видно, что вся бригада изготовит один комплект за 60 минут, т.е. за один час. В месяц - 8 изделий.
. Расчет оплаты труда
Мастер производственного обучения, с высшим образованием - 7000х1,95 - 13 650руб. - в месяц.
Учащийся 7000х1,3 - 9100руб. - в месяц.
Определения почасовой оплаты:
Мастер производственного обучения: 18 ч/нед. *4 нед. = 72 часа;
ч = 13650/72 = 190 руб.
Учащегося: 18 ч/нед. * 4 нед. = 72 часа;
ч = 9100/72 = 126 руб.
Учитывая, что мастерская работает в месяц 8 часов, то:
заработная плата мастера производственного обучения составит:
руб. * 8 ч = 1520 руб.
заработная плата учащегося составит:
руб. * 8 ч = 1008 руб.
Заработная плата за единицу продукции
Мастер производственного обучения за один кухонный набор получит 190 руб., т.к. за один час вся бригада изготовит один набор.
Учащиеся, вся бригада за один комплект получит 126 рублей.
. Сумма отчислений на заработную плату
Социальный налог составляет - 30,4 % заработной платы.
Социальный налог заработной платы мастера производственного обучения составит:
руб. * 30,4 % = 462руб.
За единицу продукции: 190руб. * 30,4% = 58 руб.
Социальный налог заработной платы учащегося составит:
руб. * 30,4% = 306 руб.
За единицу продукции: 126 руб. *30,4% = 38 руб.
Следовательно, «чистая» заработная плата:
Мастера производственного обучения: 1520руб. - 462руб. = 1058 руб.
За единицу продукции: 190 руб. -58 = 132 руб.
Учащегося: 1008 руб. - 306 руб. = 702 руб.
За единицу продукции: 126 руб. - 38 руб. =88 руб.
.Материальные затраты
Материальные затраты на изготовление одного изделия
представлены в таблице 2.
Таблица 2. Материальные затраты на изготовление одного изделия
|
Наименование материала |
Расход материала |
Цена за 1.ед.(руб.) |
Сумма (руб.) |
|
Древесина берёзы |
0,009 куб.м |
6000 руб. за 1 куб.м. |
54 |
|
Итого: |
54 |
||
Источник: собственная разработка
Из таблицы видно, что на изготовление одного кухонного набора потребуется 54 рубля. В месяц на изготовление 8 наборов потребуется 432 рубля.